Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки труб. По основному авт. св. 963722 известно устройство для получения трубных заготовок, содержащее разме щенные на станине механизм зажима и подачи трубы в виде захватов, отрезные ролики, раскатной нож, размещенный на каретке между отрезными роликами с возможностью взаимодействия с ними, привод радиального перемещения раскатного ножа, привод вращения и механизм удаления отрезанной заготовки, формовочные ролики, размещенные со стороны торцовык поверхностей отрезных роликов, и привод синхронного радиального пере мещения формовочных роликов, при этом захваты механизма и подачи свя заны с приводом вращения f . Недостатками известного -устройст являются невысокая его производител ность, а также ограниченный диапазо разрезаемых труб по механическим свойствам, так как стенка трубы де.формируется на величину ее толщины, что возможно не для каждого материала. Целью изобретения является повышение производительности заготовок и расширение диапазона разрезаемых труб по механическим свойствам. Указанная цель достигаешься тем, что устройство для получения трубны заготовок снабжено ползушкой с приволом радиального перемещения относительно оси разрезаемой трубы, при этом каретка установлена на пол зушке. На фиг. 1 изображено устройство для получения трубных заготовок, йид сверху на фиг. 2 - А-А на фиг 1. Устройство содержит станину 1 и размещенные на ней механизм зажима, подачи и вращения трубы, механизм реза и формовки, механизм удаления отрезанной заготовки. Механизм зажи ма, додачи и вращения трубы состой из приводных захватов 2 и 3, зубчатой передачи 4 и привода 5 вращения Захваты 3 имеют возможность перемещать трубу на величину С, равную длине заготовки. Механизм реза и формовки состоит из раскатного ножа б с упором 7, отрезных роликов 8, формовочных роликов 9 и элементов, служащих для их размещения и привода. Раскатной нож 6 с упором 7 свободно установле на подшипниковых опорах в ползуне 1 который с приводом 11 радиального перемещения размещен в направлякядих 12 на .каретке 13, соединенной с при водЬм 14 осевого перемещения и смой ированной в направляющих 15 на ползушке 16. Направляющие 17 и привод 18 радиального перемещения ползушки 16 смонтированы на1станине 1. Отрезные ролики 8 свободно установлены на подшипниковых опорах в станине 1 таким образом, чтобы- пространство между их наружными цилиндрическими поверхностями было достаточно для прохода подаваемой на обрабхэтку трубы (при двух отрезных роликах 8 расстояние между их цилиндрическими поверхностями равно диаметру трубы). Ролики 8 перемещения не имеют. Формовочные ролики 9 свободно установ лены на подшипниковых опорах в ползунах 19, которые расположе ны в направляющих 20 ползушки 16 и соединены друг с другом механизмом 21 синхронного радиального перемещения (для упрощения полностью на чертеже не показан). Профили раскатного ножа 6 и формовочных роликов 9 соответствуют профилям внутренней и наружной поверхностей отделяемой заготовки. Механизм удаления отрезанной заготовки выполнен в виде склиза 22 и поддерживающей подпружиненной планки 23, размещенных в станине 1 возле паза а под отрезаемой частью трубы, и толкателя 24 с приводом 25, установленного над отрезаемой частью трубы на кронштейне 26, закрепленном на станине 1. В исходном положении захваты 2 и 3 разведены продольно и радиально для свободного прохода трубы, раскатной нож 6 стоит посредине между роликами соосно с захватами 2 и 3; ролики 8 и 9 установлены так, что их цилиндрические поверхности равноудалены от оси подачи 1рубы; толкатель 24 и подпружиненная планка 23 подняты. Устройство работает следующим образом. Привод 5 непрерывно вращает зубчатую передачу 4. Труба 27 подается, например, рольгангом в пространство Между роликами 8 и 9 до упора 7 и зажимается захватаили 2 и 3, отчего труба 27 также получает вращение. Включается привод 11 радиального перемещения раскатного ножа б и последний начинает раскатывать трубу 27 изнутри, причем вначале между раскатным ножом 6 и формовочными роликами 9 формуются выступающие участки заготовки, а потом и вся заготовка. По мере увеличения наружного диаметра заготовки все формовочные ролики 9 отводятся одновременно, что обеспечивается механизмом 21 синхронного радиального перемещения. Происходит формовка и частичный сдвиг заготовки (без окончательного ее отделения). Затем ползушка 16 совершает радиальное перемещение от лривода 18 и заготовка 28, прижатая
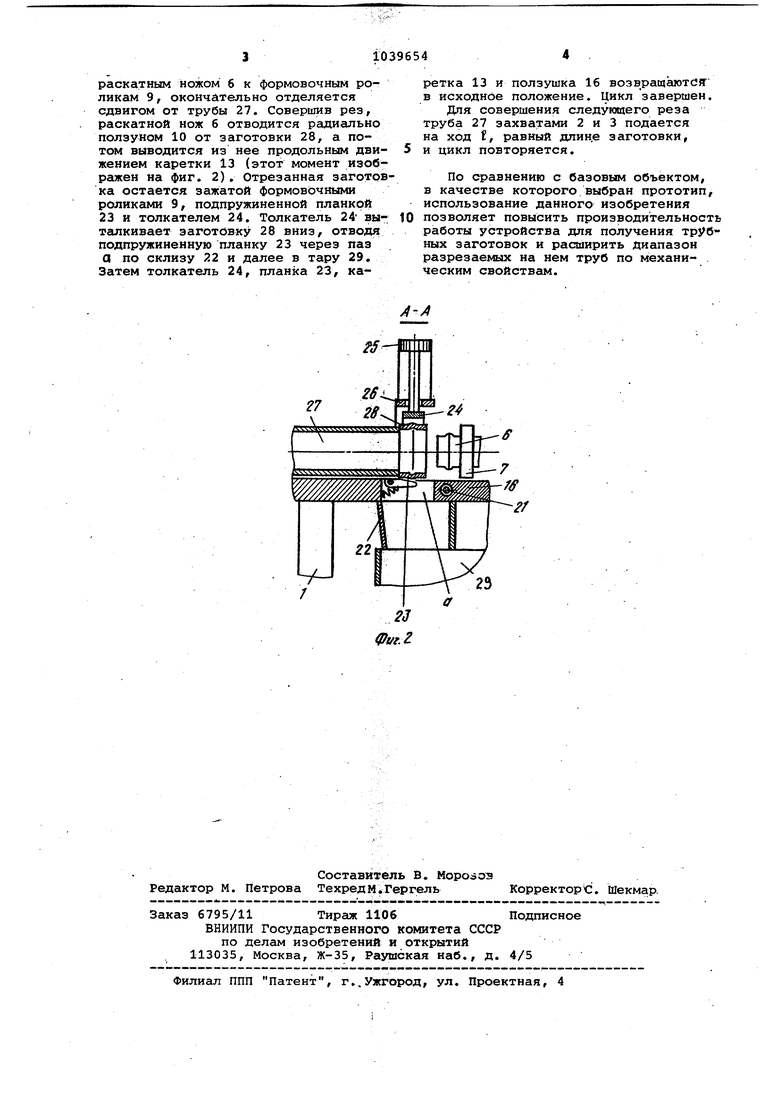
раскатным ножом б к формовочным роликам 9, окончательно отделяется сдвигом от трубы 27. Совершив рез, раскатной нож б отводится радиально ползуном 10 от заготовки 28, а потом выводится из нее продольным движением каретки 13 (этот момент изобргикен на фиг. 2). Отрезанная заготовка остается зажатой формовочными роликами 9, подпружиненной планкой 23 и толкателем 24. Толкатель 24 выталкивает заготовку 28 вниз, отводя подпружиненную планку 23 через паз а по склизу 7.2 и далее в тару 29. Затем толкатель 24, планка 23, каретка 13 и ползушка 16 возвращаютОйГ в исходное положение. Цикл завершен.
Для совершения следующего реза труба 27 захватами 2 и 3 подается на ход f, равный длин.е заготовки, и цикл повторяется.
По сравнению с базовым объектом, в качестве которого выбран прототип, использование данного изобретения позволяет повысить производительность работы устройства для получения трУбных заготовок и расширить диапазон разрезаемых на нем труб по механическим свойствам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения трубных заготовок | 1981 |
|
SU963722A1 |
| Устройство для обработки и отрезки труб | 1976 |
|
SU597154A1 |
| Устройство для обработки и отрезки труб | 1976 |
|
SU617183A1 |
| Линия резки труб | 1990 |
|
SU1738506A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| Линия резки труб | 1985 |
|
SU1278123A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
| Линия резки труб | 1991 |
|
SU1785487A3 |
УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТРУБНЫХ ЗАГОТОВОК по авт. св. 963722, О т- л и ч а ю щ е е с я тем, что, с целью повышения; производительности и расширения диапазона разрезаемых труб по механическим свойствам, оно снабжено ползушкой С приводом радиального перемещения относительно оси разрезаемой трубы, при этом каретка установлена на ползушке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прессующее устройство прессовых и прессодувных машин для изготовления стеклянных изделий | 1941 |
|
SU63722A1 |
| , | |||
