Изобретение относится к строительству магистральных трубопроводов, а именно к сборке под сварку кольцевых стыков труб под сварку.
Известно устройство для сборки под сварку кольцевых стыков и формирования обратной стороны швов, содержащее центрирующий и формирующий механизмы с приводом 1.
Недостатком его является сложность конструкции и громоздкость привода, не позволяющая сохранить то же количество формирующих башмаков при относительно малом диаметре устройства.
Известно устройство для сборки кольцевых CTbtKOB и формирования обратной стороны швов, содержащее корпус, смонтированный в нем центрирующе-формирующий механизм, выполненный в виде штоков, радиально установленных в корпусе с возможностью осевого перемещения от приводов, формирующих башмаков, жестко закрепленных на щтоках, вкладышей, расположенных между башмаками и соединенных со штоками планками 2.
Однако это устройство характеризуется невысоким качестом щва из-за недостаточно плотного прижатия вкладышей к изделию.
Цель изобретения - повышение ткачества щва путем обеспечения более плотного прижатия к изделию вкладышей.
Поставленная цель достигается тем, что устройство для сборки под сварку кольцевых стыков и формирования обратной стороны швов, содержащее корпус, смонтированный в нем центрирующе-формирующий механизм, выполненный в виде штоков, радиально установленных в корпусе с возможностью осевого перемещения от приводов, формирующих башмаков, жестко закрепленных на щтоках, вкладышей, расположенных между башмаками и соединенных со Штоками планками, снабжено подпружиненными от оси корпуса втулками, надетыми на штоки, а вкладыши соединены со штоками посредством этих втулок.
Центрирующе-формирующий механизм выполнен двухрядным, при этом щтоки с бащмаками одного ряда смещены относительно щтокоБ с башмаками другого ряда в угловом направлении вокруг оси устройства.
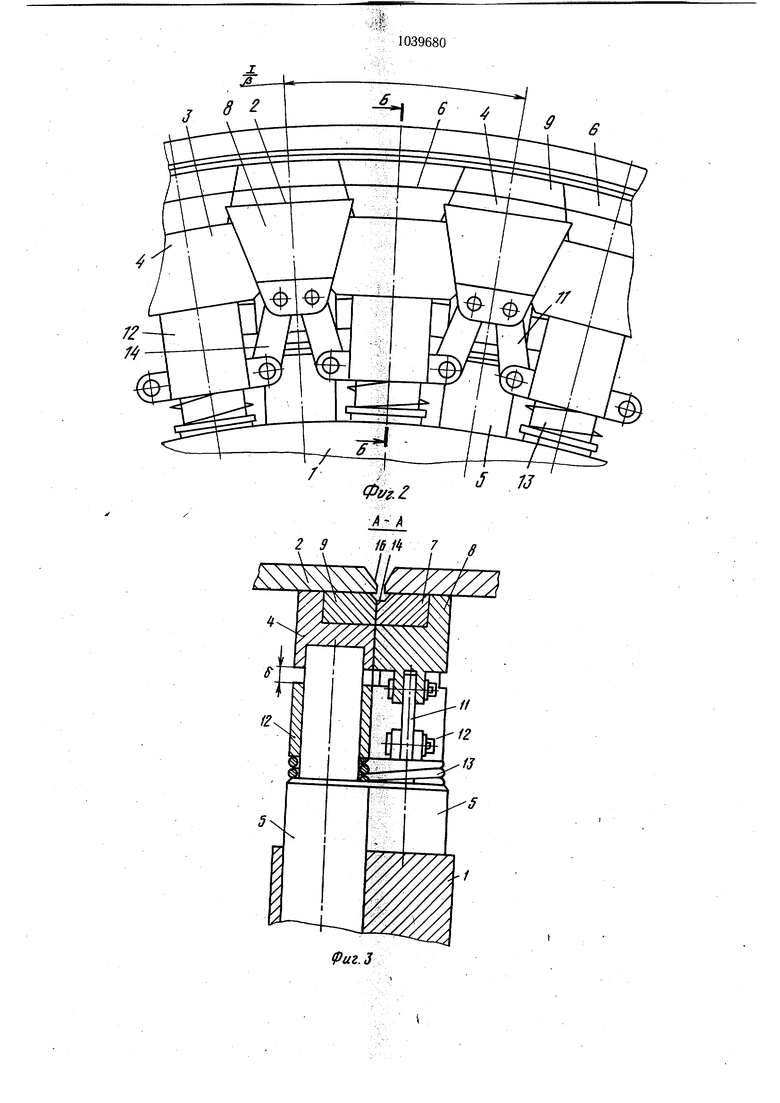
На фиг. 1 изображено устройство со стороны начала нитки трубопровода при разжатых башмаках, общий вид (первый ряд центрирующих бащмаков условно не изображен); на фиг. 2 - узел I на фиг. 1 (второй ряд центрирующих бащмаков сжат); на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство состоит из корпуса 1, двух рядов 2 и 3, центрирующих бащмаков 4 на штоках 5 и подкладки, состояшей из отдельных элементов 6 и 7, жестко закрепленных на вкладышах 8 и элементов 9 и 10, закрепленных на башмаках 4. Штоки одного ряда смещены относительно щтоков другого ряда на угол , который находится в пределах где - угол между двумя соседними штоками одного ряда.
0 Вкладыщи 8 щарнирно связаны каждый двумя планками 11 с подпружиненными втулками 12, имеющими возможность перемещаться на штоках 5. Пружины 13 исключают заклинивание вкладышей 8 при сжатии ряда башмаков 4.
Устройство работает следующим образом.
После установки устройства серединой, кольцевой проточки 14 в плоскости торца изделия 15 разжимается ряд 2 центрирующих бащмаков 4. Первыми касаются внутренней поверхности свариваемого изделия вкладыши 8, затем в зоны между смежными вкладышами в ряду вводятся центрирующие бащмаки 4 на щтоках 5. Втулки 12, проскальзывая на щтоках, сжимают пружины 13 до состояния щайб. Таким образом, в разжатом состоянии центратора вкладыщи 8 начинают выполнять функцию центрирующих бащмаков 4, т.е. разжимающее усилие в ряду башмаков распределяется по всей внутренней поверхности свариваемого изделия.
Происходит фиксация устройства на торце изделия 15. После сборки стыка 16 под сварку разжимается ряд 3 центрирующих бащмаков 4 по аналогии с рядом 2.
Сжатие рядов 2 и 3 центрирующих бащмаков происходит следующим образом.
Вначале начинают движение от периферии к центру бащмаки 4. Пружины 14, разжимаясь, удерживают втулки 12 и вкладыши 8 с помощью планок 11 на месте до
0 тех пор, пока не исчезнут зазоры между втулками 12 и бащмаками 4, после чего вкладыши 8 начнут двигаться от периферии к центру, заполняя зоны между двумя смежными в ряду баш.маками 4.
Использование предлагаемого изобрете НИН в модернизированном комплексе «Стык В, разработанном совместно с ИЭС им. Е. О. Патона, предназначенного для автоматической сварки порошковой проволокой неповоротных стыков труб диаметQ ром 1220-1420 мм позволяет повысить качество сварных швов.
Экономический эффект от использования одного устройства составит около 10 тыс. руб.
(puz. 3
W
Фиг Л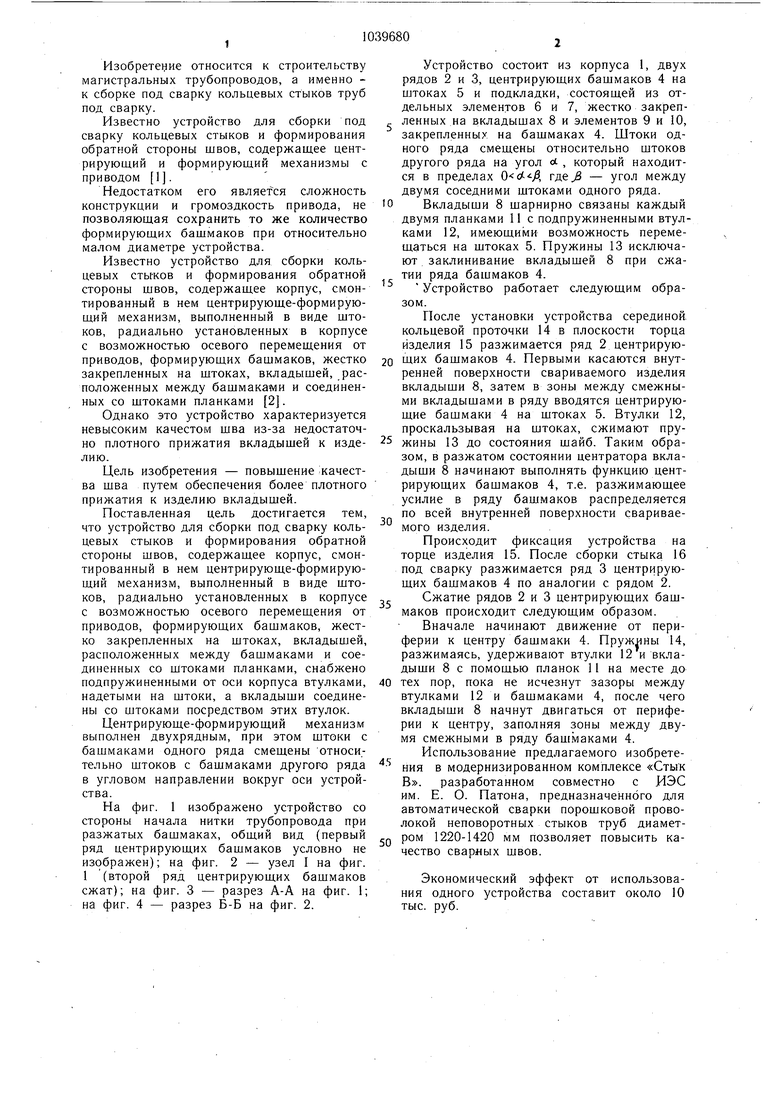
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1979 |
|
SU919837A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Устройство для сборки и сварки неповоротных кольцевых стыков | 1978 |
|
SU749601A1 |
| Внутренний центратор | 1982 |
|
SU1073057A1 |
| Устройство для формирования кольцевых сварных швов | 1990 |
|
SU1754386A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
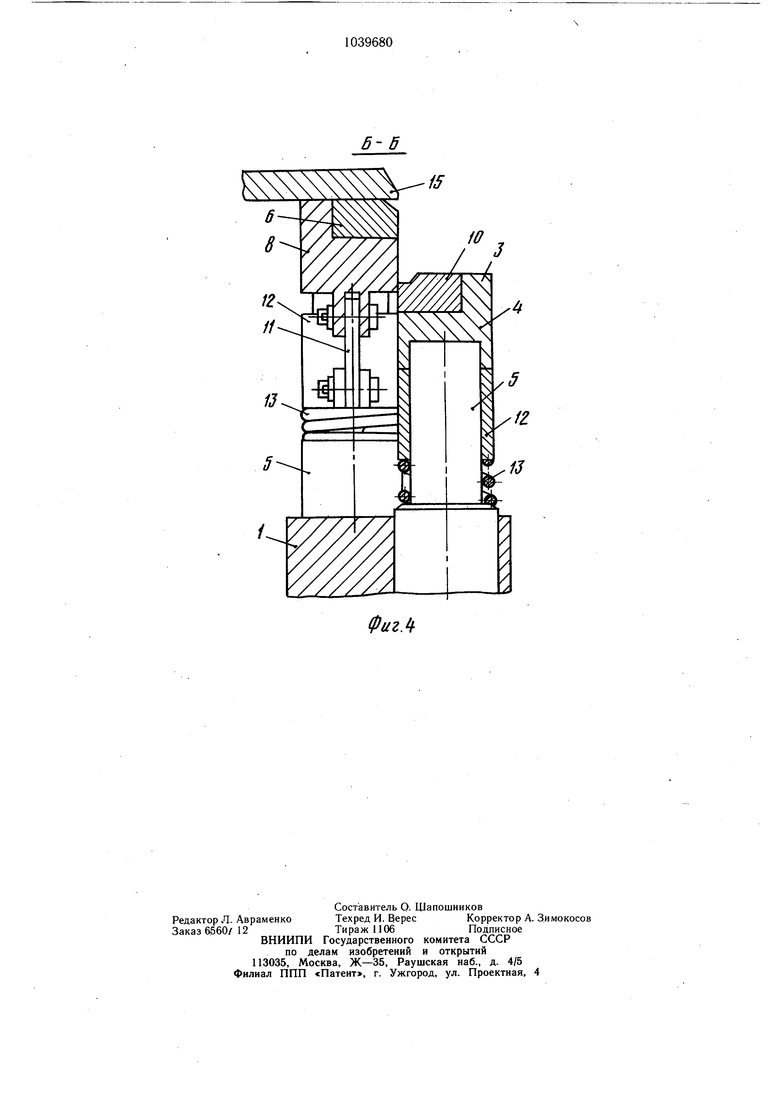
1. УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ И ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ШВОВ, содержащее корпус, смонтированный в нем центрирующе-формирующий механизм, выполненный в виде штоков, радиально установленных в корпусе с возможностью осевого перемещения от приводов, формирующих бащмаков, жестко закрепленных на штоках, вкладышей, соединенных со штоками планками, отличающееся тем, что, с целью повышения качества шва путем обеспечения более плотного прижатия вкладышей к изделию , устройство снабжено подпружиненными от оси корпуса втулками, надетыми на щтоки, а вкладыщи соединены со штоками посредством этих втулок. 2. Устройство по п. 1, отличающееся тем, что центрирующе-формирующ й механизм выполнен двухрядным, при этом штоки с башмаками одного ряда смещены % относительно штоков с башмаками другого ряда в угловом направлении вокруг (Л оси устройства. со со О5 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3979041, кл | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для выполнения кольцевых сварных швов | 1977 |
|
SU733945A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
