г)
со СО
ISS
00
Изобретение относится к производству трубчатых изделий из бетонных смесей.
Известно устройство для тепловой обработки виброгидропрессованных труб в форме, содержащее чехол и приспособление для подвода пара, в котором одевание чехла осуществляют механическим способом с помощью лебедок после окончания опрессовки бетона 1.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для тепловой обработки виброгидропрессованных трубчатых изделий из бетонных смесей в форме, содержащее по крайней мере одну замкнутую цилиндрическую секцию с крышкой 2.
Недостатками известных устройств являются неудобство обслуживания и длительность тепловой обработки.
Цель изобретения - удобство обслуживания и сокращение времени тепловой обработки.
Указанная цель достигается тем, что устройство для тепловой обработки виброгидропрессованных трубчатых изделий из бетонных смесей в форме, содержащее по крайней мере одну замкнутую цилиндрическую секцию с крышкой, снабжено закрепленными на внутренней поверхности крышки фиксаторами в виде конических штырей, расположенных симметрично крестовины сердечника формы и контактирующих с внутренней поверхностью прижимного кольца последнего, а крышка выполнена с откидными герметичными люками, расположенными над транспортными крюками формы.
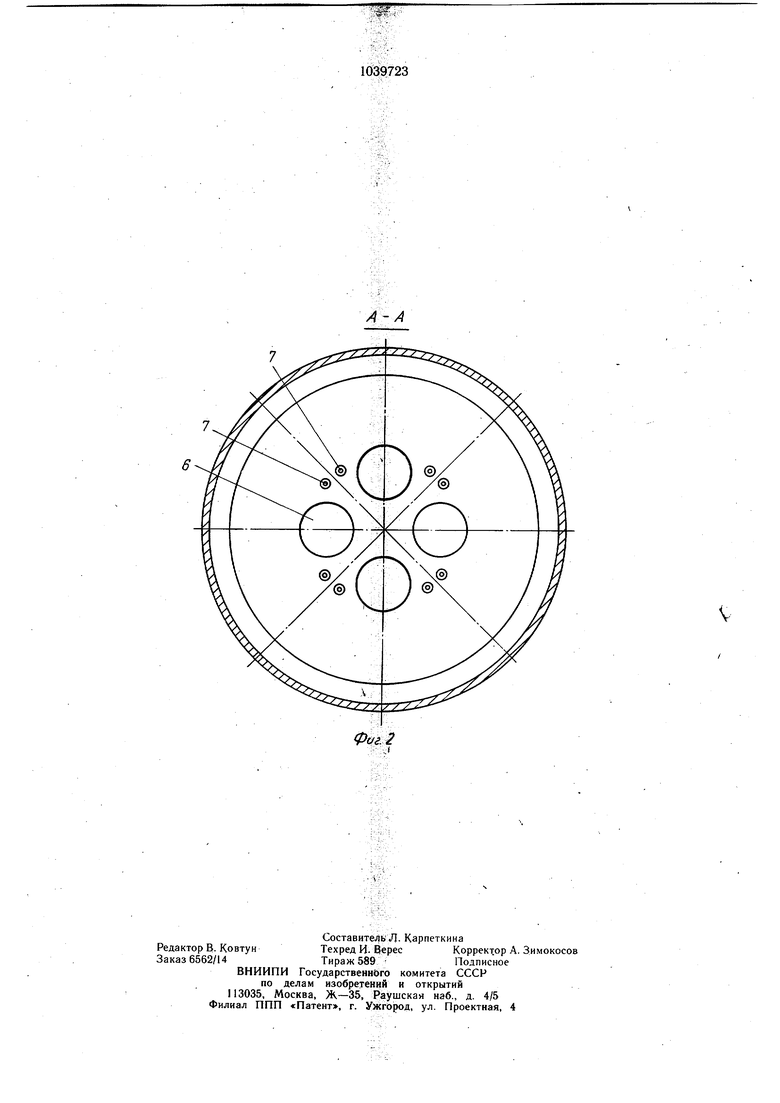
На фиг. 1 изображено устройство для тепловой обработки виброгидропрессованных трубчатых изделий из бетонных смесей в форме; на фиг. 2 - разрез А-А на фиг. 1.
Предлагаемое устройство состоит из замкнутой цилиндрической секции 1, которая в верхней части крепится с помощью прокладок и болтов к крышке 2, а в нижней части имеет балластировочную полость 3.
Крышка 2 для захвата формы 4 за крюки 5 снабжена расположенными взаимно перпендикулярно секторными герметичными люками 6 и фиксаторами 7, выполненными в виде конических стержней и расположенными на его внутренней поверхности диаметрально противоположно попарно, между фиксаторами одной пары находится крестовина 8 уплотнительного кольца 9. Крышка 2 имеет монтажные петли 10. Все фиксаторы 7 контактируют с внутренней вертикальной поверхностью прижимного кольца 11 сердечника формы.
Тепловая обработка труб предлагаемым устройством осуществляется следующим
0 образом.
После окончания формования и установки уплотнительного кольца 9 с крестовиной 8 форму 4 транспортируют в приямок комплектации и на нее одевают устройство для термообработки, включающее замкнутую цилиндрическую секцию 1 из пароводогазонепроницаемого материала, закрепленную на крышке 2. При этом фиксаторы 7, расположенные попарно, центруют устройство для тепловой обработки относительно
0 прижимного кольца 11 сердечника формы, крестовина 8 уплотнительного кольца 9 находится между прпарно расположенны-ми фиксаторами 7, а откидные герметичные люки 6 располагаются напротив транспортных крюков 5. Через люки 6 строповочным
устройством цепляют форму 4 за транспортные крюки 5 и транспортируют ее на пост опрессовки и тепловой обработки, где отцепляют строповочные устройства и закрывают герметичные люки. После окончания
Q тепловой обработки открывают герметичные крышки люков 6, стропят форму 4 за транспортные крюки 5, переносят в приямок комплектации. Отцепляют строповочное устройство от транспортных крюков 5 формы 4, цепляют его за монтажные петли 10 крышки 2 и демонтируют с формы 4 устройство для тепловой обработки.
Дальнейшие операции выполняют по известной технологии, включающей снятие наружной формы с трубой с сердечника, распалубку наружной формы и извлечение трубы, ее выдержку, калибровку внутреннего диаметра раструба и гидроиспытание трубы.
Экономическая эффективность предлагаемого устройства достигается за счет экономии трудозатрат при выполнении операций по тепловой обработке труб, экономии пара, долговечности металлоконструкций и электрооборудования кранов и повышения качества труб.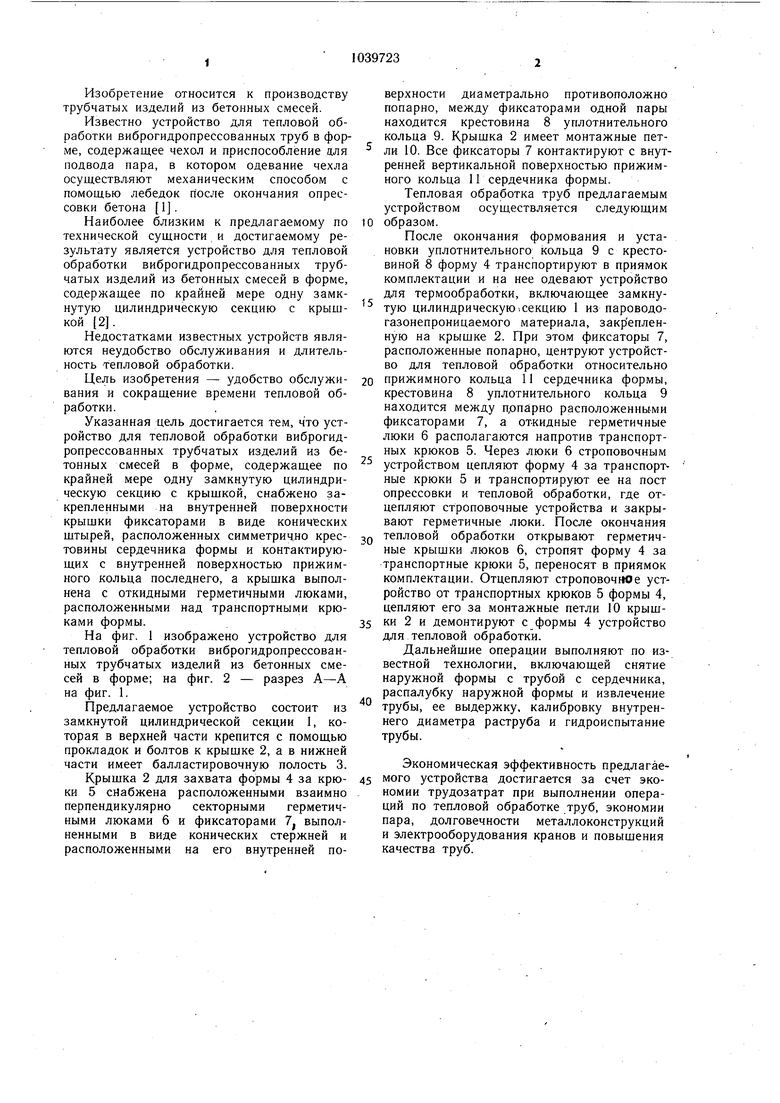
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1989 |
|
SU1715638A1 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Способ распалубки армированных виброгидропрессованных раструбных труб из бетонных смесей | 1987 |
|
SU1577976A1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1986 |
|
SU1451026A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1747281A1 |
| Устройство для тепловой обработки железобетонных труб | 1978 |
|
SU765244A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| Устройство для изготовления железобетонных виброгидропрессованных труб | 1978 |
|
SU766868A1 |
УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ВИБРОГИДРОПРЕССОВАННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ В ФОРМЕ, содержащее по крайней мере одну замкнутую цилиндрическую секцию с крышкой, отличающееся тем, что, с целью удобства обслуживания и сокращения времени тепловой обработки, оно снабжено закрепленными на внутренней поверхности крышки фиксаторами в виде конических штырей, расположенных симметрично крестовины сердечника формы и контактирующих с- внутренней поверхностью прижимного кольца последнего, а крышка выполнена с откидными герметичными люками, расположенными над транспортными крюками формы. (Л Г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 225749, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 882177, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
