f f
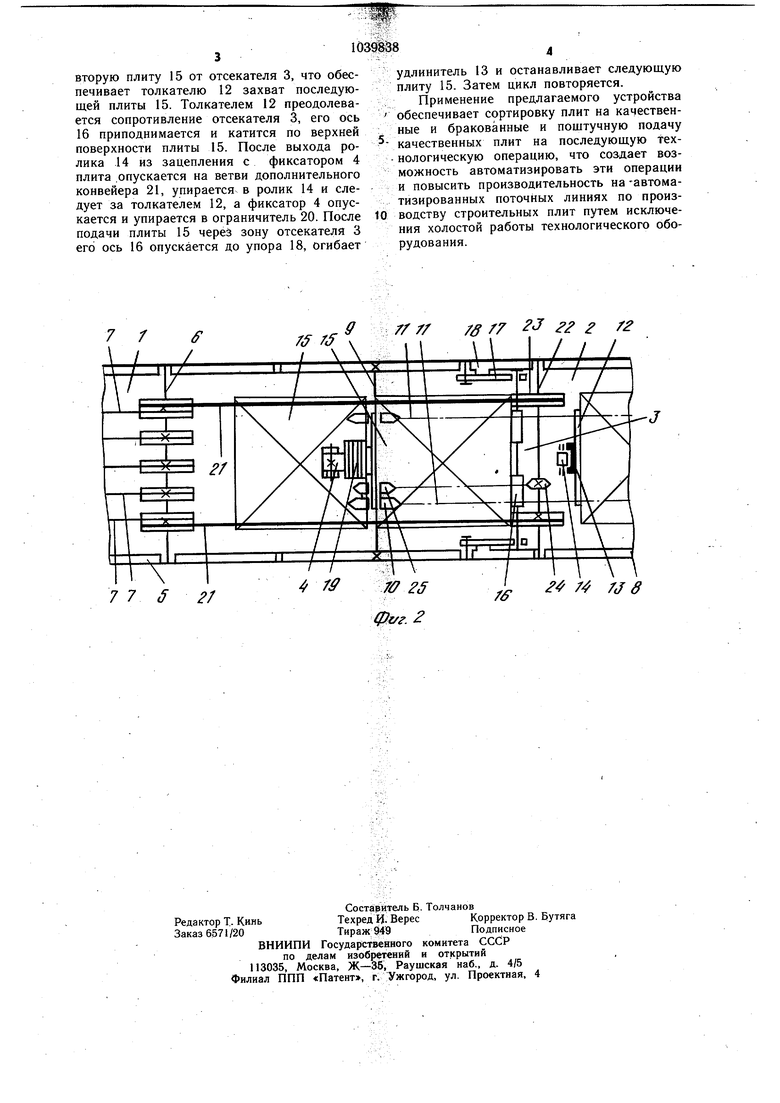
фг/г. / fff 7г 2 vИзобретение относится к производству строительных материалов, в частности к устройствам для поштучной подачи плит с одного транспортера на другой с одновременной их сортировкой на автоматизированных поточных линиях для производства строительных плит. Известно устройство для разделения потока изделий при одновременной их сортировке, включающее подводящий и отводящий конвейеры и два ведущих ролика, установленных на определенном расстоянии 1. Недостатком известного устройства является отсутствие возможности сортировки поломанных по ширине плит. Наиболее близким техническим решением к изобретению является устройство для поштучной подачи плит, содержащее подающий конвейер, отводящий наклонный конвейер с установленными на его параллельных ветвях толкателями и взаимодействующий с последними фиксатор 2. Недостатком этого устройства является низкая производительность из-за невозможности подачи плит к каждому толкателю, так как следующая за разрущенной на подающем конвейере плитой или несколькими плитами целая плита не успеет попасть к толкателю приемного конвейера. Цель изобретения - повыщение производительности устройства. Цель достигается тем, что устройство для пощтучной подачи плит, включающее подающий конвейер, отводящий конвейер с установленными на его параллельно расположенных ветвях толкателями и взаимодействующий с последними фиксатор, снабжено отсекателем и установленным между подающим и отводящим конвейерами дополнительным конвейером, выполненным из параллельно расположенных бесконечно замкнутых ветвей, имеющих большую, чем отводящий конвейер, скорость, причем ведомый вал дополнительного конвейера расположен между рабочими и холостыми ветвями отводящего конвейера, а его рабочие ветви размещены над поверхностью рабочих ветвей отводящего конвейера по обе стороны последних, при этом отсекатель расположен над отводящим и дополнительным конвейерами, а толкатель имеет ролик, установленный на нем посредством удлинителя с возможностью взаимодействия с фиксатором, который установлен на входе отводящего конвейера. На фиг. 1 схематически изображено устройство для поштучной подачи плит, вид сбоку; на фиг. 2 - то же, вид сверху. Устройство для пощтучной подачи плит включает подающий конвейер 1 отводящий конвейер 2, отсекатель 3 и фиксатор 4. ПоДающий конвейер 1 имеет основание 5, на котором установлен вал 6 с ведущими органами несущих звеньев 7. Отводящий конвейер 2 состоит из рамы 8, на которой установлен вал 9 с ведомыми звездочками 10 и параллельно расположенными ветвями в виде цепей 11 с толкателями 12. К задней поверхности толкателя 12 прикреплен удлинитель 13 с роликом 14, а на раме 8 на расстоянии, равном величине транспортируемой плиты 15, от вала 9 установлен отсекатель 3, выполненный из оси 16, шарнирно закрепленной в держателях 17 и фиксируемой регулируемым упором 18. К раме 8 на входе отводящего конвейера 2 перед ведомыми звездочками 10 шарнирно закреплен фиксатор 4, в верхней части снабженный опорной площадкой 19 и ограничителем 20. Подающий 1 и отводящий 2 конвейеры соединены между собой дополнительным конвейером 21, который выполнен из па.раллельно расположенных бесконечно замкнутых ветвей и ведущий вал 22 которого установлен между рабочими и холостыми ветвями отводящего конвейера 2. На валу 22 имеются ведущие шкивы 23 и звездочка 24, получающая вращение от звездочки 25, жестко прикрепленной к ведомым звездочкам 10 цепного вертикально замкнутого конвейера. Рабочие ветви дополнительного конвейера 21 выступают над рабочей поверхностью цепями 11 отводящего конвейера 2 и охватывают последние. Расстояние между конвейерами 1 и 2 больше длины плиты 15. Отсекатель 3 расположен над отводящим и дополнительным конвейерами. Устройство для поштучной подачи плит работает следующим образом. При помощи конвейера 1 продвигается поток плит 15, в котором могут быть и бракованные, т.е. поломанные плиты и плиты с трещинами. Некачественные плиты 15 устраняют от дальнейших операций, а качественные 15 по одной подают на цепи 11 отводящего конвейера 2 с толкателями 12. При этом поломанные плиты или плиты с трещинами подают вниз между ветвями дополнительного конвейера 21, находящегося над промежутком между подающим 1 и отводящим 2 конвейерами. С конвейера 1 качественные плиты 15 поступают на дополнительный конвейер 21, подаются к отсекателю 3, упираются в его ось 16 торцами одна к другой и проскальзывают на ремнях дополнительного конвейера 21. Сила трения между плитой 15 и конвейером 21 меньше момента сопротивления от веса оси 17 отсекателя 3. Подающий 1 и дополнительный 21 конвейеры имеют линейную скорость, которая больще скорости отводящего конвейера 2, что обеспечивает постоянный запас плит 15 перед отсекателем 3. Толкатель 12 в рабочем положении взаимодействует с фиксатором 4 и поднимает его. Опорная площадка 19 приподнимает вторую плиту 15 от отсекателя 3, что обеспечивает толкателю 12 захват последующей плиты 15. Толкателем 12 преодолевается сопротивление отсекателя 3, его ось 16 приподнимается и катится по верхней поверхности плиты 15. После выхода ролика 14 из зацепления с фиксатором 4 плита .опускается на ветви дополнительного конвейера 21, упирается в ролик 14 и следует за толкателем 12, а фиксатор 4 опускается и упирается в ограничитель 20. После подачи плиты 15 через зону отсекателя 3 его ось 16 опускается до упора 18, огибает удлинитель 13 и останавливает следующую плиту 15. Затем цикл повторяется. Применение предлагаемого устройства обеспечивает сортировку плит на качественные и бракованные и поштучную подачу качественных плит на последующую texнологическую операцию, что создает возможность автоматизировать эти операции и повысить производительность на -автоматизированных поточных линиях по производству строительных плит путем исключения холостой работы технологического оборудования.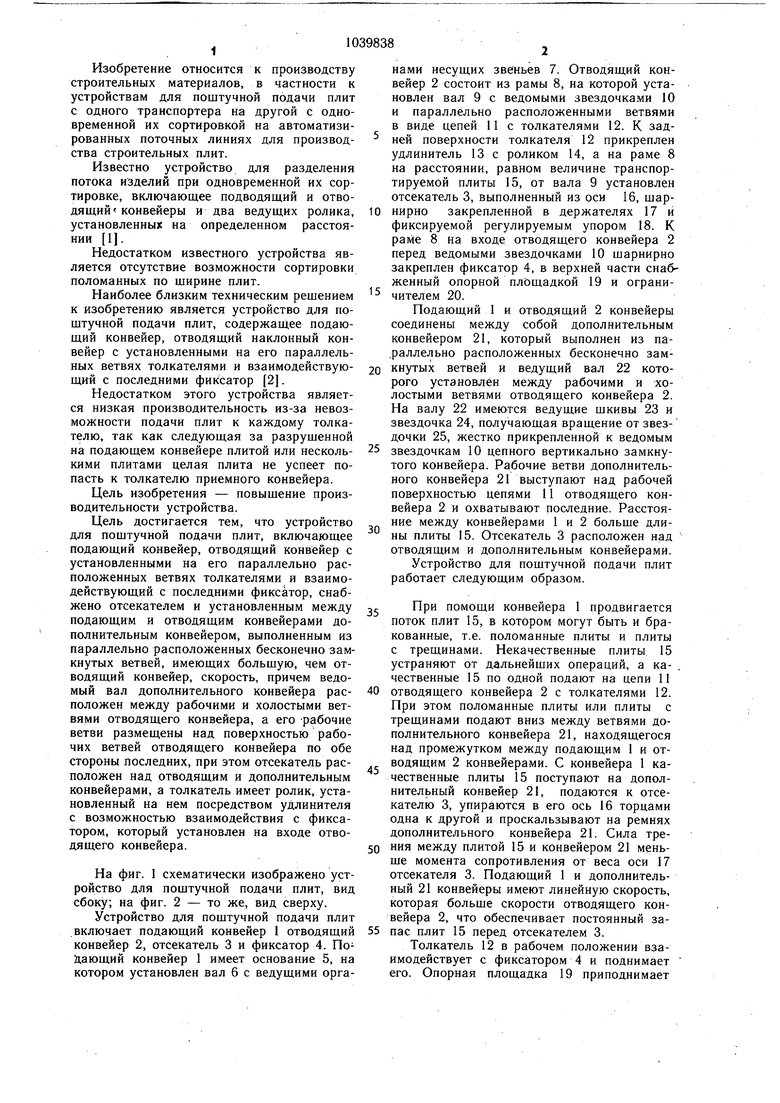
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной подачи плит | 1985 |
|
SU1359223A2 |
| Автомат для укладки рулонов на плоский поддон | 1979 |
|
SU781164A1 |
| Устройство для поштучной выдачи пиломатериалов | 1979 |
|
SU960107A1 |
| Устройство для подачи продольных стержней | 1979 |
|
SU854646A1 |
| Устройство для кантования | 1981 |
|
SU994371A1 |
| Автомат для нанесения отражательного слоя на внутреннюю поверхность колб-трубок и сушки этого слоя | 1974 |
|
SU741344A1 |
| Вертикальная конвейерная установка для транспортирования листового материала | 1991 |
|
SU1792399A3 |
| Устройство для автоматической смены уточных шпуль на ткацком станке | 1976 |
|
SU659659A1 |
| Линия ампулирования | 1983 |
|
SU1121002A1 |
| Привод пульсирующего конвейера | 1984 |
|
SU1180316A2 |
УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ПЛИТ, включающее подающий конвейер, отводящий конвейер с. установленными на его параллельно расположенных ветвях толкателями и взаимодействующий с последними фиксатор, отличающееся тем, что, с целью повыщения производительности, оно снабжено отсекателем и установленным между подающим ,и отводящим конвейерами дополнительным конвейером, выполненным из параллельно расположенных бесконечно замкнутых , имеющих больщую, .чем отводящий конвейер, скорость, причем ведомый вал , дополнительного конвейера расположен между рабочими и холостыми ветвями отводящего конвейера, а его рабочие ветви размещены над поверхностью рабочих вет.. вей отводящего конвейера по обе стороны последних, при этом отсекатель расположен над отводящим и дополнительным конвейерами, а толкатель имеет ролик, установленный на нем посредством удлинителя с. возможностью взаимодействия с фикса(Л тором, который установлен на входе отво. дящего конвейера.
7 / /cf Г 7 -|ГТ 7 25 77 б / // // (г.2 /S 7 гг 2 / / / / / 7 7J 8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ И РАЗДЕЛЕНИЯ ПОТОКА ОДНОТИПНЫХ ИЗДЕЛИЙ РАЗНОЙ ДЛИНЫ | 0 |
|
SU404729A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ЯЩИКОВС БУТЫЛКАМИ | 1972 |
|
SU428989A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
