1
Изобретение относится к производству строительных материалов, и мо- жйт быть использовано для поштучной подачи плит с одного транспортера на другой с одновременной их сортировкой на автоматизированных поточных линиях.
Цель изобретения - повьшение производительности устройства.
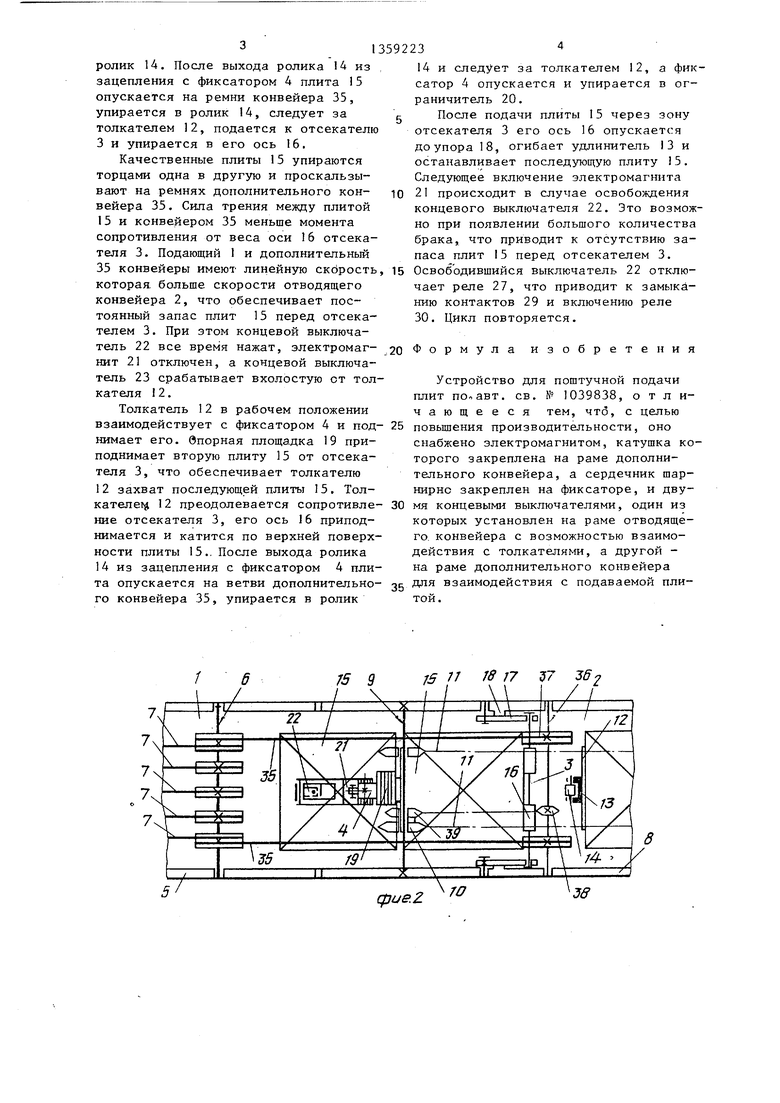
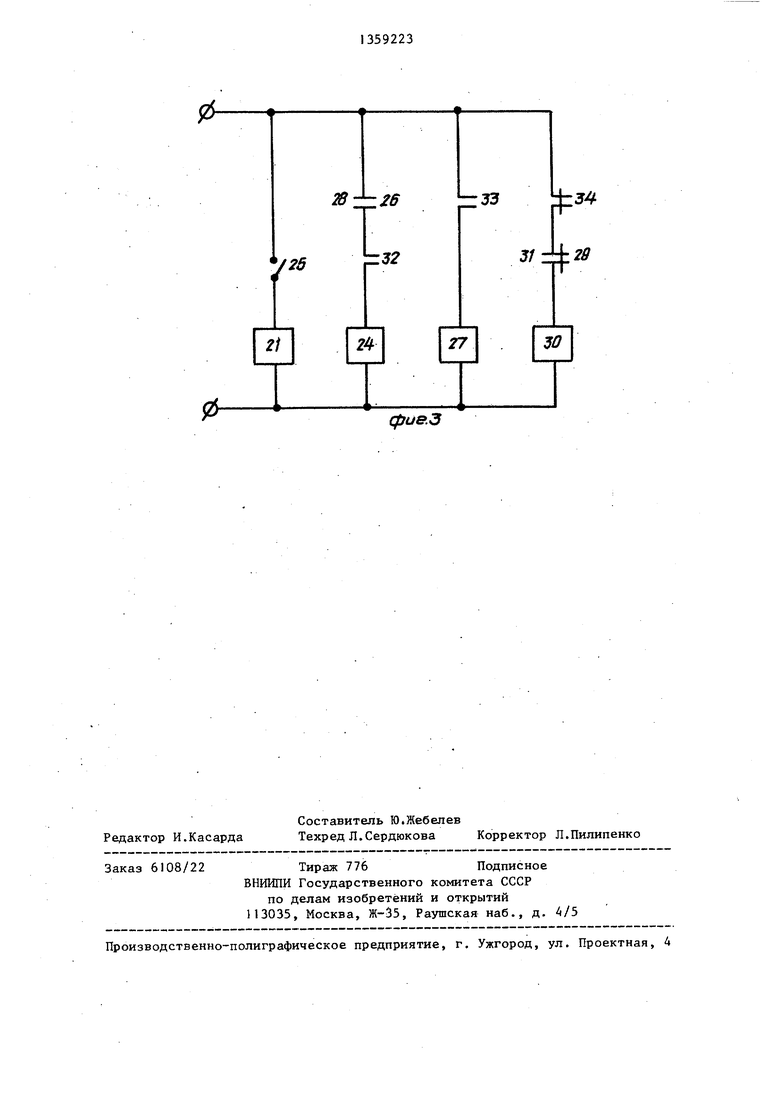
На фиг.1 схематически изображено устройство для поштучной подачи плит вид сбоку, на фиг.2 - то же, вид сверху; на фиг.З - схема управления.
Устройство для поштучной подачи плит включает подающий конвейер 1, отводящий конвейер 2, отсекатель 3 и фиксатор 4. Подающий конвейер 1 имеет основание 5, на котором установлен вал 6 с ведущими органами несущих звеньев 7..
Отводящий конвейер 2 состоит из рамы 8, на которой установлен вал 9 с ведомыми звездочками. 10 и параллельно расположенными ветвями в виде цепей 11 с толкателями 2. К задней поверхности толкателя 12 прикреплен удлинитель 13 с роликом 14, а на раме 8 на расстоянии транспортируемой плиты 15 от вала 9 установлен о тсека тель 3, выполненный из оси 16, шар- нирно закрепленной в держателях 17 и фиксируемой регулируемым упором 18 К раме 8 на входе отводящего конвейера 2 перед ведомыми звездочками 10 шарнирно закреплен фиксатор 4, в верхней части снабженный опорной площадкой 19 и ограничителем 20. Фиксатор 4 соединен с электромагнитом 21, смонтированным на раме 8, и управляется двумя концевыми выключателями 22 и 23. Концевой выключатель 22 установлен перед отводящим конвейером 2 и срабатывает нажатием транспортируемой плиты 15. Концевой выключатель 23 установлен на раме 8 и взаимодействует с толкателем 12.
Электромагнит 21 управляется посредством схемы управления, состоящей из магнитного пускателя 24, имею
щего свободно открытые контакты 25 и 26, реле 27, имеющего свободно открытые контакты 28 и замкнутые контакты 29, и реле 30, имеющего свободно открытые контакты 31 и 32. При этом концевой выключатель 22 имеет свободно открытые контакты 33, а выключатель 23 - нормально замкнутые контакты 34.
0
5
0
59
Пoдaюш й 1 и отводящий 2 конвейеры соединены между собой дополнительным конвейером 35, выполненным из параллельно расположенных бесконечно замкнутых ветвей, ведущий вал 36 которого установлен между рабочими и холостыми ветвями отводящего конвейера 2. На валу 36 имеются ведущие шкивы 37 и звездочка 38, получающая вращение от звездочки 39, жестко прикрепленной к ведомым звездочкам
10цепного вертикально замкнутого конвейера.
Расстояние между конвейерами 1 и
2больше длины плиты 15. Отсекатель
3расположен над отводящим и дополнительным конвейерами.
Устройство для поштучной подачи плит работает следующим образом.
При помощи конвейера 1 продвигается поток плит 15, в котором могут быть и бракованные, т.е. поломанные плиты и плиты с трещинами. Необходи- 5 МО некачественные плиты устранить от дальнейших операций, а качественные плиты 15 по одной подать на цепи
11отводящего конвейера 2 с толкателями 12. При этом поломанные плиты
0 или плиты с трещинами падают вниз между ветвями дополнительного конвейера 35.
С конвейера 1 качественные плиты 15 поступают на дополнительный кон2g вейер 35, нажимают на концевой выключатель 22., которым включается электромагнит 21, и фиксатор 4 поднимается. При включении устройства срабатывает реле 30, замыкает контакты 31 и 32 и приводит схему в рабочее положение. После нажатия концевого выключателя 22 его контакты 33 замыкаются, и реле 27 получает питание. Контакты 29 реле 27 отключаются, а контакты 28 замыкаются и включают магнитный пускатель 24, что приводит к замыканию контактов 25 к 26 к включению электромагнита 21.
Первая качественная плита 15 упирается в опорную площадку 19 и дожидается прихода толкателя 12 под фиксатор 4. В этом положении последующий толкатель 12 нажимает на концевой выключатель 23 и отключает кон5g такты 34 и реле 30. Освобождаются контакты 32, отключается магнитный пускатель 24 и выключается электромагнит 21. При этом фиксатор 4 под действием силы тяжести упирается на
40
45
ролик 14. После выхода ролика 14 из зацепления с фиксатором 4 плита 15 опускается на ремни конвейера 35, упирается в ролик 14, следует за толкателем 12, подается к отсекателю 3 и упирается в его ось 16.
Качественные плиты 15 упираются торцами одна в другую и проскальзывают на ремнях дополнительного конвейера 35. Сила трения между плитой 15 и конвейером 35 меньше момента сопротивления от веса оси 16 отсека- теля 3. Подающий 1 и дополнительный
После подачи плиты 15 через зону отсекателя 3 его ось 16 опускается до упора 18, огибает удлинитель 13 и останавливает последующую плиту 15. Следующее включение электромагнита 21 происходит в случае освобождения концевого выключателя 22. Это возможно при появлении большого количества брака, что приводит к отсутствию запаса плит 15 перед отсекателем 3.
35 конвейеры имеют линейную скорость, is Освободившийся выключатель 22 отключает реле 27, что приводит к замыканию контактов 29 и включению реле 30. Цикл повторяется.
которая больше скорости отводящего конвейера 2, что обеспечивает постоянный запас плит 15 перед отсекателем 3. При этом концевой выключатель 22 все время нажат, электромагнит 21 отключен, а концевой выключатель 23 срабатывает вхолостую от толкателя 12.
Толкатель 12 в рабочем положении
,20 Формула изобретения
Устройство для поштучной подачи плит пО .авт. св. № 1039838, отличающееся тем, что, с целью взаимодействует с фиксатором 4 и под- 25 повышения производительности, оно
снабжено электромагнитом, катушка которого закреплена на раме дополнинимает его. бпорная площадка 19 приподнимает вторую плиту 15 от отсекателя 3, что обеспечивает толкателю 12 захват последующей плиты 15. Толкателе 12 преодолевается сопротивление отсекателя 3, его ось 16 приподнимается и катится по верхней поверхности плиты 15., После выхода ролика 14 из зацепления с фиксатором 4 плительного конвейера, а сердечник шар- нирно закреплен на фиксаторе, и дву- 30 мя концевыми выключателями, один из которых установлен на раме отводящего конвейера с возможностью взаимодействия с толкателями, а другой - на раме дополнительного конвейера
та опускается на ветви дополнительно- gg для взаимодействия с подаваемой пли- го конвейера 35, упирается в ролик той.
14 и следует за толкателем 12, а фиксатор 4 опускается и упирается в ограничитель 20.
После подачи плиты 15 через зону отсекателя 3 его ось 16 опускается до упора 18, огибает удлинитель 13 и останавливает последующую плиту 15. Следующее включение электромагнита 21 происходит в случае освобождения концевого выключателя 22. Это возможно при появлении большого количества брака, что приводит к отсутствию запаса плит 15 перед отсекателем 3.
Освободившийся выключатель 22 отключает реле 27, что приводит к замыканию контактов 29 и включению реле 30. Цикл повторяется.
,20 Формула изобретения
тельного конвейера, а сердечник шар- нирно закреплен на фиксаторе, и дву- 30 мя концевыми выключателями, один из которых установлен на раме отводящего конвейера с возможностью взаимодействия с толкателями, а другой - на раме дополнительного конвейера
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной подачи плит | 1981 |
|
SU1039838A1 |
| Устройство для поштучной выдачи длинномерных изделий | 1982 |
|
SU1122594A1 |
| Устройство для образования попереч-НыХ шВОВ HA ТЕРМОСВАРиВАЕМыХ РуКАВАХи ОТРЕзАНия гОТОВыХ пАКЕТОВ | 1979 |
|
SU806540A1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРА ПАКЕТА УЛОЖЕННЫХ С ПРОКЛАДКАМИ ДОСОК | 1991 |
|
RU2031065C1 |
| Многопильный станок для продольной распиловки короткомерных бревен | 1982 |
|
SU1066804A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Устройство для вертикального транспортирования и выдачи цилиндрических изделий | 1977 |
|
SU716932A2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
Изобретение относится к области производства строительных материалов, в частности к поштучной подаче плит с одного транспортера на другой с одновременной их сортировкой на автоматизированных поточных линиях. Целью изобретения является повышение производительности устройства. Устройство для поштучной подачи плит включает подающий конвейер 1, отводящий конвейер 2 и дополнительный конвейер 35, ведомый вал которого расположен между рабочими и холостыми ветвями отводящего конвейера 2. На раме дополнительногс конвейера 35 закреплена катушка электромагнита 21, сердечник которого закреплек ка фиксаторе 4. На раме отводящего конвейера 2 закреплен один концевой выключатель 23, взаимодействующий с толкателями 12, установленными на отводящем конвейере, а на раме дополнительного конвейера 35 закреплен второй концевой выключатель 22 для взаимодействия с подаваемой плитой. Снабжение устройства электромагнитом для управления фиксатором и двумя концевыми выключателями позволяет синхро- низированно подавать плиту сразу за толкателями 12. 3 ил. S (Л N// tsj 8
7,
jS и J8 17 7 6 у
I / I
дзие.2
Редактор И.Касарда
Составитель Ю.Жебелев
Техред Л.Сердюкова Корректор Л.Пилипенко
Заказ 6108/22
Тираж 776Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. /5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
фие.З
| Устройство для поштучной подачи плит | 1981 |
|
SU1039838A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
