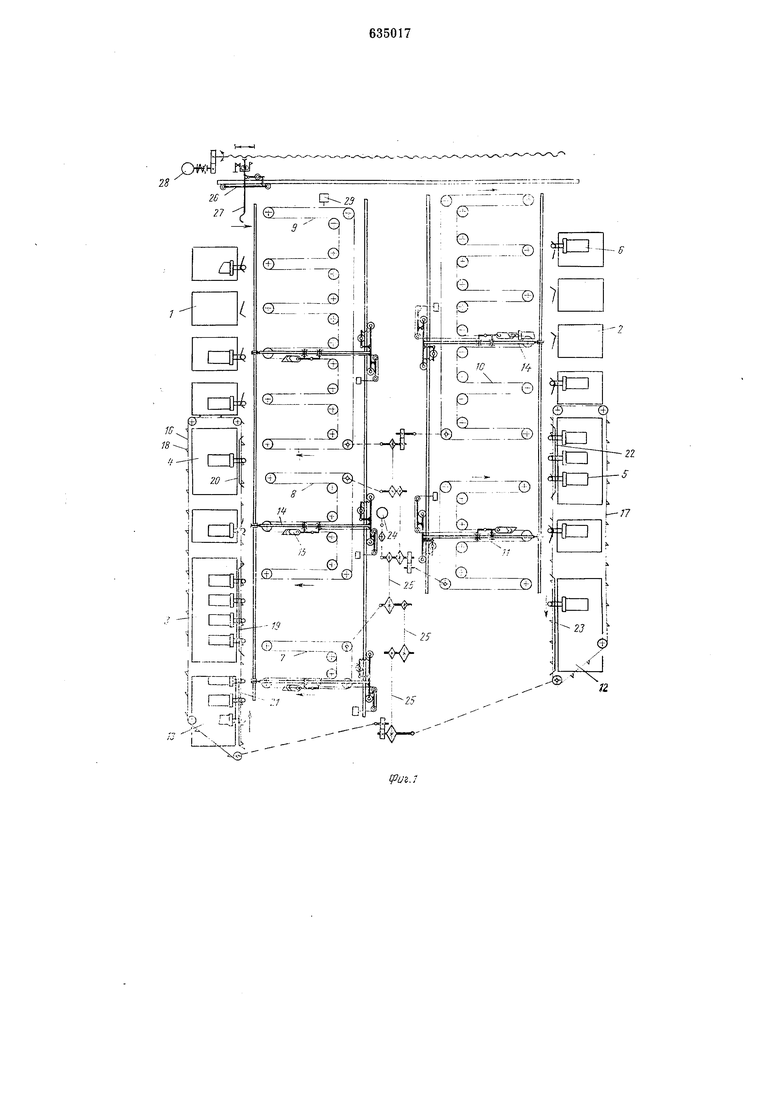
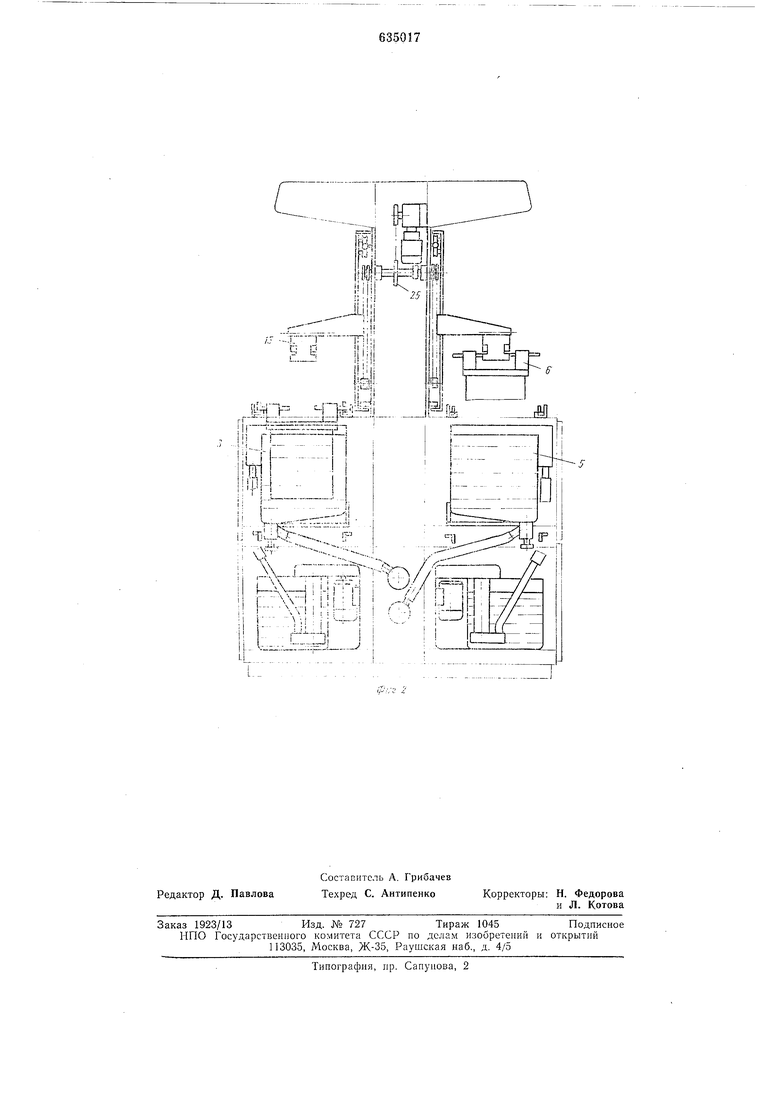
общего привода 24 для транслортирующих цепей 7-11 и цепных коптуров 16 н 17.
Транспортирующие цепи 7-11 п цепные контуры 16 н 17 связаны мелсду собой и с приводом 24 посредством согласующих кинематических передач 25 таким образом, что шаг обращения каждой транспортирующей цени 7-И равен или кратен шагу перемещения упоров 18 цепных контуров 16 и 17.
С торца линии установлена подвижная рама 26 с опорами 27, снабженная отдельным приводом 28, управляемым датчиком 29.
Линия работает следующим образом.
Подвески 6 с деталями устанавливаются па опоры 21 накопителя загрузки 13 с шагом, обусловленным упорами 18. Трапспортирующая цепь 7 захватом 15 подъемного устройства 14 подает ближнюю подвеску 6 на опоры 19 ванны 3, где происходит расцепление. При последующих перемещениях цепного контура 16 и транспортирующей цепи 7 на шаг происходит повторное зацепление захвата 15 со следующей подвеской, которая транспортируется на опоры 19 ванны 3 на освободившееся место.
Далее «а выходе из ванны 3 происходит зацепление первой подвески 6 с захватом 15 транспортирующей цепи 8, которая доставляет подвеску 6 на опоры следующей ванны ряда 1 и расцепляется с ней, а при вторичном обращении транспортирующей цепи 8 подвеска с деталями вновь зацепляется с ее захватом 15 и передается на опоры 20 ванны 4.
При обращении транспортирующей цепи 8 на щаг цепной контур 16 перемещает следующую подвеску 6 в ванне 3 на расстоянии, кратное шагу между упорами 18, и при повторном обращении цепи 8 на выходе ванны 3 зацеплепие не происходит.
Далее на выходе из ванны 4 лодвеска 6 с деталями зацепляется с захватом 15 подъемного устройства 14 транспортирующей цепи 9 и передается на опоры следующей ванны, где происходит расцепление.
Выдержка подвески 6 с деталями в этой ванне обусловлена временем обращения транспортирующей цепи 9 на шаг, после чего она вновь зацепляется и передается на опоры последующей ванны. Выдержка и передача подвесок с деталями в остальных ваннах ряда 1 аналогично.
Из последней ванны ряда 1 подвески 6 с деталями захватом 15 транспортирующей цепи 9 устанавливается на опоры 27 подвил ной рамы 26. После расцепления срабатывает датчик 29, и подвижная рама 26 подвеску 6 с деталями передает на второй ряд ванн, где происходит зацепление подвески с захватом 15 транспортирующей цепи 10, после чего подвижная рама 26 возвращается в исходное положение.
Транспортировка и -выдержка подвесок с деталями 6 в ваннах ряда 2 аналогично работе линии на первом ряду 1 ванн.
Использование изобретения позволяет расширить технологические возможности линии путем применения технологических процессов с широким диапазоном временных выдержек отдельных переходов без снижения производительности всей линии, а также производить переналадку на другой технологический процесс.
Кроме того, повышается степень автоматизации лппии путем использования цеп-ных контуров ванн с больщой временной выдержкой как накопителей загрузки-выгрузки, что увеличивает время работы линии без участия оператора.
Ф.ормула изобретения
Линия для химической и электрохимической . обработки деталей, содержащая ванны с опорами, расположенные по ходу технологического процесса, отдельные замкнутые транспортирующие цепи с подъемным устройством, съемные подвески для деталей, опоры загрузки -и выгрузки н привод, отличающаяся тем, что, с целью расширения технологических возможностей и повышения степени автоматизации линии, опоры ванн н опоры загрузки и выгрузки снабжены общим цепным контуром с упорами, кипематически связанными с приводом отдельных замкнутых транспортирующих цепей, на входе и выходе которых установлены ванны с большой временной выдерл-ской и опоры загрузки и выгрузки, при этом шаг обращения замкнутой транспортирующей цепи равен или кратен шагу перемещения упоров общего цепного контура.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 508446, кл. В 65 G 17/00, 1973.
2.Патент Японии № 47-49968, опублик. 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для химической и электрохимической обработки деталей | 1978 |
|
SU775024A2 |
| Линия для химической и электрохимической обработки деталей | 1977 |
|
SU723014A1 |
| Линия для химической и термической обработки изделий | 1982 |
|
SU1039841A1 |
| Установка для мойки деталей | 1988 |
|
SU1664421A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Конвейер для перемещения обрабатываемых изделий через ванны | 1975 |
|
SU727712A1 |
| Установка для нанесения покрытий | 1983 |
|
SU1142386A2 |
| Установка для нанесения покрытий | 1978 |
|
SU1049383A1 |
| АВТОМАТ ДЛЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ | 1956 |
|
SU110058A1 |
| Конвейерный агрегат для мойкии КОНСЕРВАции | 1976 |
|
SU831691A1 |