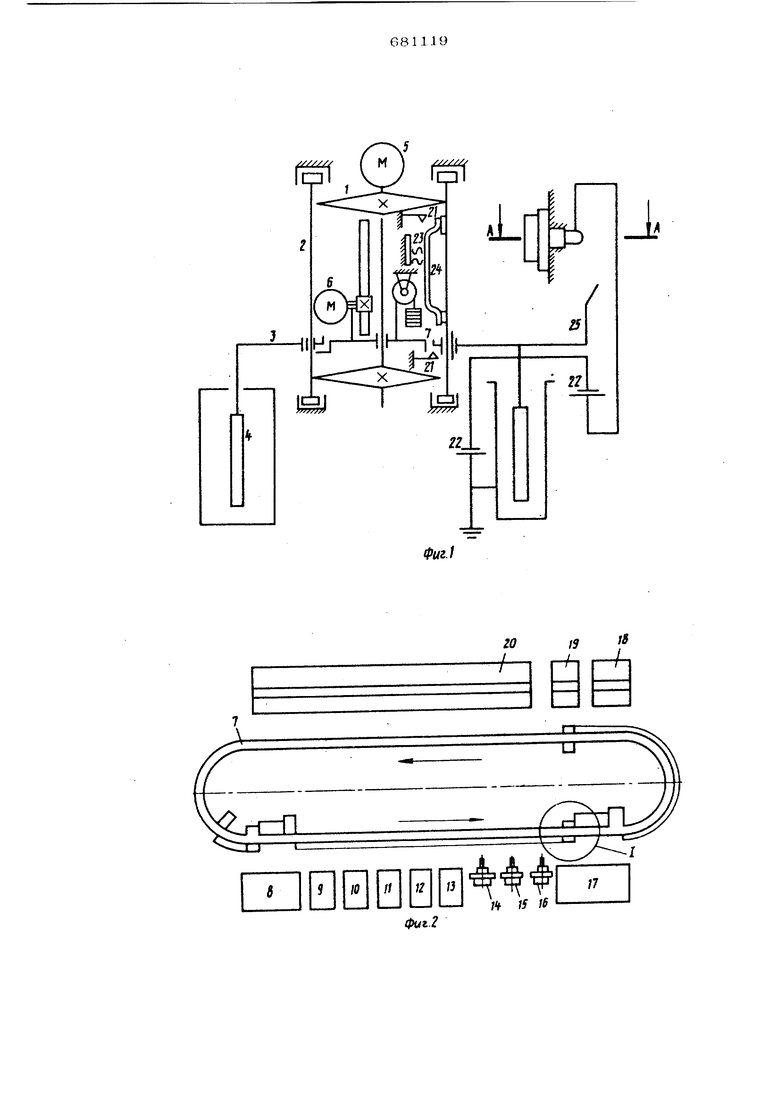
разнородными по составу дисперсными системами, механизм продольного перемещения кареток-подвесок выполнен в виде двухъярусного конвейера, нижняя и верхня Ветви которого сочленены с вертикальным направляющими для подъема- опускания кареток-подвесок, а механизм подъема-опу скания кареток-подвесок выполнен в виде подъемно-опускного моста с двумя реечны ми упорами, кинематически связанными между собой через промежуточную шестерню для взаимодействия с конечными выключателями. На фиг. i дана кинематическая схема предлагаемой линии; на фиг. 2 - показана предлагаемая линия, . план; на фиг. 3 дан узвл 1 на фиг, 2| на фиг. 4 - разрез А-А На фиг. 1. Линия содержит горизонтальный двухъярусный пульсирующий конвейер 1, нижняя и верхняя ветви которого сочленены с вертикальными направляющими 2 для подъема-опускания кареток-подвесок 3, же-, стко ориентирующих подвещиваемое изделие 4, привод 5 поступательного перемещения вертикальных направляющих с ветйями Конвейера по овальному замкнутому Контуру, привод 6 вертикального перемещения подъем но-опускным мостом 7 кареток-подвесок 3 относительно направлягсн щих 2, ванны 8-13 соответственно обезжиривания, промывки технической водой, фосфатирования, пассивирования, промывки технической водой, промывки обессоленной водой, баки-контейнеры 14,15 и 16 для селективного декорирования в различных дисперсных системах, а также ван ну 17 электрофореза для формования покрытия на свобшных от селективных изображений поверхностях I изделий. Кроме того, линия содержит агрегат 18 обдувки воздухом, ванну 19 промывки поверхности декорированногоизделия обес соленной водой, агрегат 2 О тепловой обработки декорированных изделий, стацконар ные угторы конечные выключатели 21 привода 6 вертикального перемещения подъемно-опускного моста 7 с кареткамиподвесками 3 в крайних положениях, реле (не показано) временной выдержки подъемно-опускного моста 7 в крайнем ниж нем положении, источники 22 постоянного электрического тока, токопроводящие шин 23, индивидуальные токоприемники 24 дл каждой каретки-подвески 3 и индивидуаль ные копиры 25 для каждого бака-контейнера 14,15 и 16. В баках-контейнерах расположен индивидуальный перфорирован- ый плунжер 26, сопрягаемый и идентичный с декорируемым изделием. Плунжер 26жертко соединен с эластичной пористой перегородкой 27 и обтянут по периметру эластичной перфорированной электроизоляционной насадкой 28 с порционным принудительным выдавливанием суспензии из пор эластичной пористой перегородки 27через перфорированную многоканальную электроизоляционную насадку 28 при воздействии копира 23 на плунжер 26. Попеременно утопающе-выдзигающиеся реечные упоры 29 и 30 кинематически связаны между собой через промежуточную шестерню 31 и реечный толкатель 32, установленный с возможностью принудительного перемещения под действием стационарных упоров-конечных выключателей 21. Баки-контейнеры 14, 15 и 16 содержат корпус 33, горловину 34 для порционной загрузки дисперсной системой, пружину 35 для возврата плунжера в исходное положение при отсутствии действия копира 25 на плунжер 26. Линия электрофоретического селективного декорирования изделий работает следующим образом. При пульсирующем движении на шаг овального замкнутого двухъярусного кон Ьейера 1 закрепленные на каретках-подвесках 3 декорируемые изделия 4 перемещают с одной позиции на другую в верхнем положении подъемно-опускного моста 7, выдерживают в этом положении для обеспечения перемещения конвейера 1 на один шаг с учетом времени для завершения операции селективного декорирования поверхности изделий. В верхнем положении располагают каретки-подвески 3 с изделиями 4, ранее находившиеся на однопозиционных операциях и закончившие технологическую функцию на завершающей Позиции многопозиционного технологического оборудования. После перемещения конвейера 1 на один шаг подъемно-опускной мост 7 опускают. При нижнем крайнем положении подъемна- опускного моста ,7 все кареткиподвески 3 с изделиями 4 выдерживавот в течение времени, достаточного для завершения однопозиционной операции. В ваннах 8-13 подготавливают поверхность декорируемых изделий 4 перед электрофоретическим селективным и сплошным декорированием. На позициях размещения баков-контейнеров 14, 15 и 16 проводят селективное многоцветное декорирование участков поверхности декорируемого изделия 4, а в ванне 17 - электрофоретическое формирование защитно-декоративного одноцветного покрытия, состав которого различается от составов селективных изображений. В нижнем Положении подъемно-опускного моста 7 прц погружении всего декорируемого изделия 4 в дисперсную систему происходит электрофоретическое образование осадков на свободных от селективного многоцветного изображения участ ках поверхности декорируемого изделия, так как электрическое сопротивление слоя осадка селективного изображения препятствует формированию второго слоя. Продолжительность электрофоретического фор- мирования защитно-декоративного покрытия в ванне 17 электрофореза при значительно меньших значениях градиента внеш него напряжения превышает время формирования селективного изображения (то жесамое относится к многопозиционным операциям, например операциям, обезжнриваг НИН в ванне 8, обдувки воздухом в аррегате 18, тепловой обработки в агрегате 20). Подъемно-опускной мост 7 на этих Позициях снабжен прорезями, на входной и выходной частях которых попарно установлены принудительно и попеременно утопающе-выдвигающиеся реечные упоры 29 и 30, кинематически взаимодействующие через промежуточную шестерню 31 с реечным толкателем 32, перемещающимся при подходе к крайним вертикальным положениям подъемно-опуск Ного моста 7 под действием стационарны упороБ-конечных выключателей 21. Длина прорези пропорциональна продолжительнос ти электрофоретического формирования осадка в ванне электрофореза и кратна продолжительности выполнения однопозиционной операции. Исходным моментом для пояснения работы линии электрофоретическогп селективного декорирования изделий является нижнее положение подъемно-опускного моста 7. На позиции (см. фиг. 3) реечный упор 30 при перемещении реечного толкателя 32 утоплен, на позиции С реечный упор 29 выдвинут. В этот момен каретки-подвески 3 с селективно декорированными изделиями на позициях ГП и Р не связаны с подъемно-опускным мос том, а каретка-подвеска 3 с изделием (со сформированным селективным изображением и защитно-декоративным покрытием) на позиции С размещена на выдвинутой пплке реечного упора 29. Реле времени (не показано) по истечении заданной выдержки подает команду па вертикальньй подъем подъемно-опускного моста 7. В верхнем положении подъемно-опускного моста 7 включают привод 5 перемещения конвейера 1 на один шаг, при этом каретки-подвески 3,до этого находившиеся на позициях П и Р, соответственно перемещаются на позиции Р и С, а , поднятая каретка подвеска 3 с позиции С перемещается по подъемно-опускному мосту 7. Пса действием перемещающейся в горизонтальном направлении кареткиподвески 3 на реечный толкатель 32 реечный упор 29 утоплен, а реечный упор 30 выдвинут. В конце хода конвейера 1 на один шаг замыкается цепь привода 6 опускания подъемно-опускного моста 7. В : крайнем ншкнем положении подъемно-опуt скного моста 7 реечный толкатель 32 упирается в нижний стационарный упор-конечный выключатель 21, при этом реечный упор 29 выдвинут под каретку-подвеску, а реечный упор ЗО - утоплен. В дальнейшем цикл повторяется. На остальных позициях подъем и опускание подъемно-опускного моста 7 осуществляется совместно с каретками-подвесками 3, а передвижение конвейера 1 со всеми каретками-подвесками 3 вовможно только при нахождении подъемно-опускного моста 7 в крайнем верхнем положении. Линию электрофоретического .селективного декорирования изделий 4 используют при условии взаимного ориентирования баков-контейнеров 14, 15 и 16 и токопроводящей поверхности декорируемых изделий 4, закрепленных на каретках-подвесках 3 и находящихся на позициях стационарной выдержки при нахождении подъемноопускного моста 7 в крайних вертикальных положениях и последующем принудительном перемещении перфорированного плунжера 26 по направлению к токопроводящей поверхности декорируемого изделия.4. В момент взаимного соприкосновения сопрягаемых поверхностей перфорированной электроизоляционной насадки 28 и токопроводящего непоовижного декорируемого иэделия при Воздействии копира 25 на плунжер 26 суспензия выдавливается через поры эластичной перегородки 27 и каналы перфорированной многоканальной электроизоляционной насадки 28 В направлении к токоподводящей поверхности декорируемого изделия 4. При замыкании электрического тока в электрической цепи плунжер-дисперсная система эластичной перегородки 27 и перфорированной многоканальной электроизоляционной насадки 28 - псясрываемое изделие осуществляет электрофоретиче. ское образование осадковна декорируемых участках поверхности изделия с четкостью оттенка, пропорциональной количеству и размеру перфораций. При этом контур перфорации для каждой электроизоляционной насбщки идентичен формируемым цветовым изображением. Образовавшийся слой электрофоретического осадка при повышенных значениях градиента внешнего напряжения (порядка ЗОО-45000 В/м), обеспечивает электроизоляцию поверхности изделия на этихучастках в условиях последующего формирования покрытия при заведомо мень щих значениях градиента внешнего напряжения на свобсзйных от селективного изображения участках поверхности декорируемого изделия. Электроизолящионная эластичная насадка: 28 выполнена в виде сетки, часть ячеек которой закупорена, -а остальная с перфорациями соответствует форме получаемого изображения. Производительность линии электрофоретического селективного декорирования иэделиЙ, возрастает в 3,9 раза, ссжращается Потребность в производственных плошадях на 15-40% при одновременном улучшении качества селективного одноцветного изображения с воспроизводимой чет состью оттенка и уровня механизации технологических операций до 86-93%. Формула изобретения Линия электрофоретического селектив- ного декорирования изделий, содержащая технологические ванны и агрегаты обработки механизмы продольного перемещения и подъема-опускания кареток-подвесок с системой управления, включающей конечные выключатели, связанные с приводом механизма подъема-1опускания, отличающаяся тем, что, с целью повышения производительности, она снабжена баками-контейнерами для электрофоретического селективного декорирования разнородными по составу дисперсными системами, механизм продольного перемещения кареток-подвесок выполнен в виде двухъярусного конвейера, нижняя и верхняя ветви которого сочленены с вертикальными направляющими для подъемаопускания кареток-подвесок, а механизм подъема-опускания кареток- подвесок выполнен в виде подъемно-опускного моста с двумя реечными упорами, кинематически связанными между собой через промежуточную шестерню для1 взаимодействия с конечными вьтлючателями. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 397561, кл, В 65 Q 49/04, 1970 2.Автс юкое свидетельство СССР № 287486, кл. С 25 D 17/00, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кареточная линия для нанесениягАльВАНичЕСКиХ пОКРыТий | 1979 |
|
SU848452A1 |
| Подвесной конвейер | 1959 |
|
SU122067A1 |
| Линия для химической и термической обработки изделий | 1982 |
|
SU1039841A1 |
| ПОДВЕСНОЙ КОНВЕЙЕР | 1969 |
|
SU239856A1 |
| Кареточная гальваническая линия | 1979 |
|
SU840215A1 |
| ПОДВЕСНОЙ КОНВЕЙЕР | 1969 |
|
SU239121A1 |
| Линия для нанесения покрытий электрофорезом | 1976 |
|
SU602443A1 |
| Устройство для охлаждения изделий | 1982 |
|
SU1046304A1 |
| ЯАТЕНТНО- -^'" | 1970 |
|
SU261986A1 |
| Кареточная линия для нанесения гальванических покрытий | 1988 |
|
SU1530544A2 |

№ /f Фиг.2 16
