11)1;д-метом изобрстенлн является: способ отливки салиброванных прокатных валков Ji )i)OBiiHiiyio форму с примепснием кольцевых кокилей для ручьев валка, лок)ытр)1х теллоняоляцлонной масcoii.
Оиисыкаемьп спос.об 11н.1гяется более совершенным по сравнении) с и; вестными способами подобного )К)да, так как он обеспечивает возможность свободной усадки отлитого валка п)и его охлаждеН1ГИ, что исключает обра;и1вапие трещин в калибрах валка.
г)т11 достигается благодари тому, что во в) изготовления формы кокил1 иь1в ко.чьца иоддерживаючся с номсацыо спедиа.1ьных iHTbipeii, которые после сборки и просушки (|10рмы удаляются.
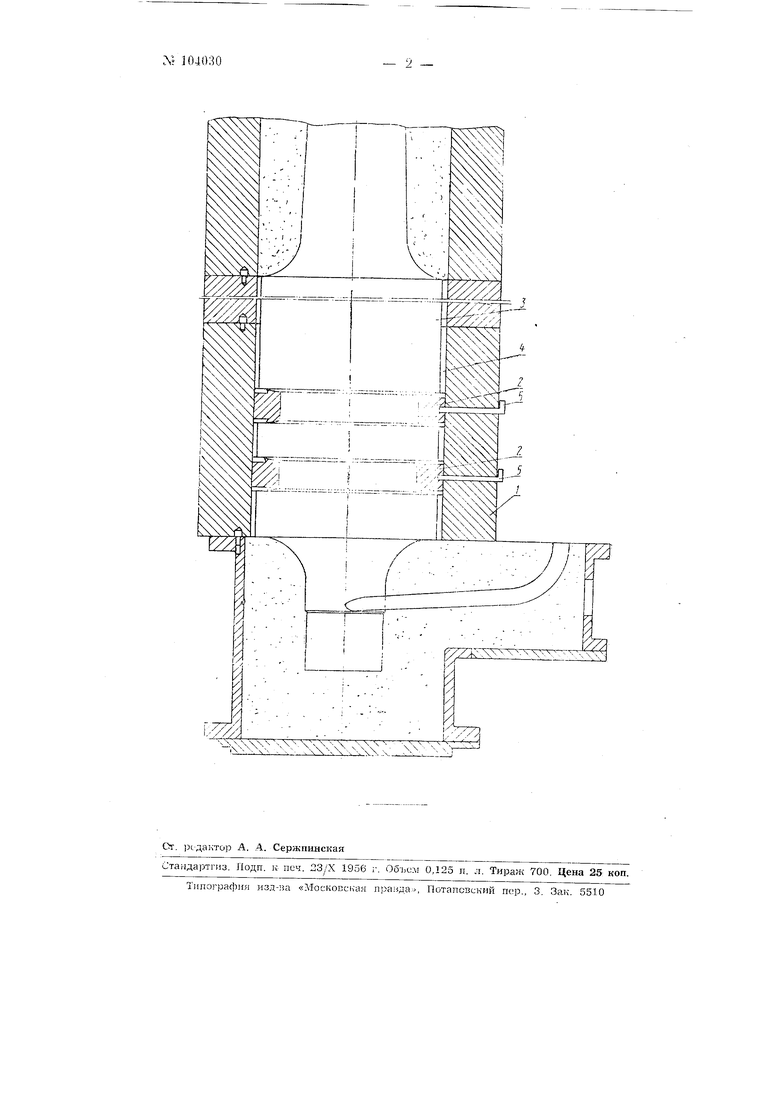
На че1)теже изображен разрез комбиниpiiBaHitoii (liojiMb д.1я отливки калиброванных прокатных ва.:1ков но описываемому способу.
В г.1адкий дилиндричес1;иГ1 или 1тупенчатый корпус (1) вставляются чугунные кокильные к,ольиа (2), Форма и размер кото1)ых соответствуют конфигу1)ации вал1,а ()Л с учетом припуска на обработку. Кольца разменамются соответственно калибрам с учетом 11редел1,иой усад1;и отливки.
Часть новерхности кокильных колец {2) и промежутков между ними закрывается слоем теплоизоляционной формовочной массьт (4), что обеспечивает более paBHOMeiiHoe распределение тнердости по
пове|)хности ка.чиоров и высокую прочность буртов. теплоизоляционного с.лоя |;о.1еблет1-я в пределах от 5 до :U) мм.
На время изгото1 ;1ения i|ioi)Mbi и ее нросу1ики кокильиые кольца укрепляются П1ты)ями (5). После с.борки формы )11 (5) удаляюкя. что дает возможность свободной усадки отлитого валка, llpir вюм слой теплоизоляции (4), наиеc(HHbiii на корпус (1) между кольцами (2), обесличивает их пкдеягпое 1;1)епление в момент заливки.
11окильные кольца (2) П|)И надлежащей конфигурации калибров могут быть разъеми1)1ми и извлекаться из калибров до обработки.
И ) с д м е т и 3 о б ) к т е н и я (|П1соб ОТЛИ15КИ калибрсп анных HIIO1; 1тных валков к комбинированную форму с. применением кольцевых кокилей для 1)учьев Ba.iKa. покрытых те1ьи1нзоляциониой Mac.coii. о т л п ч а ю и|, и ii с я тем. что, с целью П1)едупреждення Tiieщинообразования путем обеспеченин свободной усадки (гг.1итоп) валка в пр(И1,ессе его охлаждения, кольца для образования ручьев валка встав.шют во внутреннюю полость цилинд1)иче1ко|-о KOKM.IH г фиксацией их И1ты)ями, которьи после с.борки формьг удаляют, а формовочный состав, удерл;иваюи|,и11 в форме кольца, обеспечивает свободную усадку метал,1з валк;.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫХ ВАЛКОВ | 1970 |
|
SU279908A1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| Форма для литья биметаллических прокатных валков | 1978 |
|
SU749562A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Заливочное устройство | 1970 |
|
SU404317A1 |
| Форма для центробежного литья прокатных валков с шейками | 1986 |
|
SU1364392A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| Установка для центробежного литья | 1973 |
|
SU539509A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО ПРЯМОГО ЛИТЬЯ В КОКИЛЬ ИЛИ ПОСТОЯННУЮ ФОРМУ МЕТАЛЛА, ПОСТОЯННАЯ ФОРМА ИЛИ КОКИЛЬ | 1996 |
|
RU2141883C1 |