. /
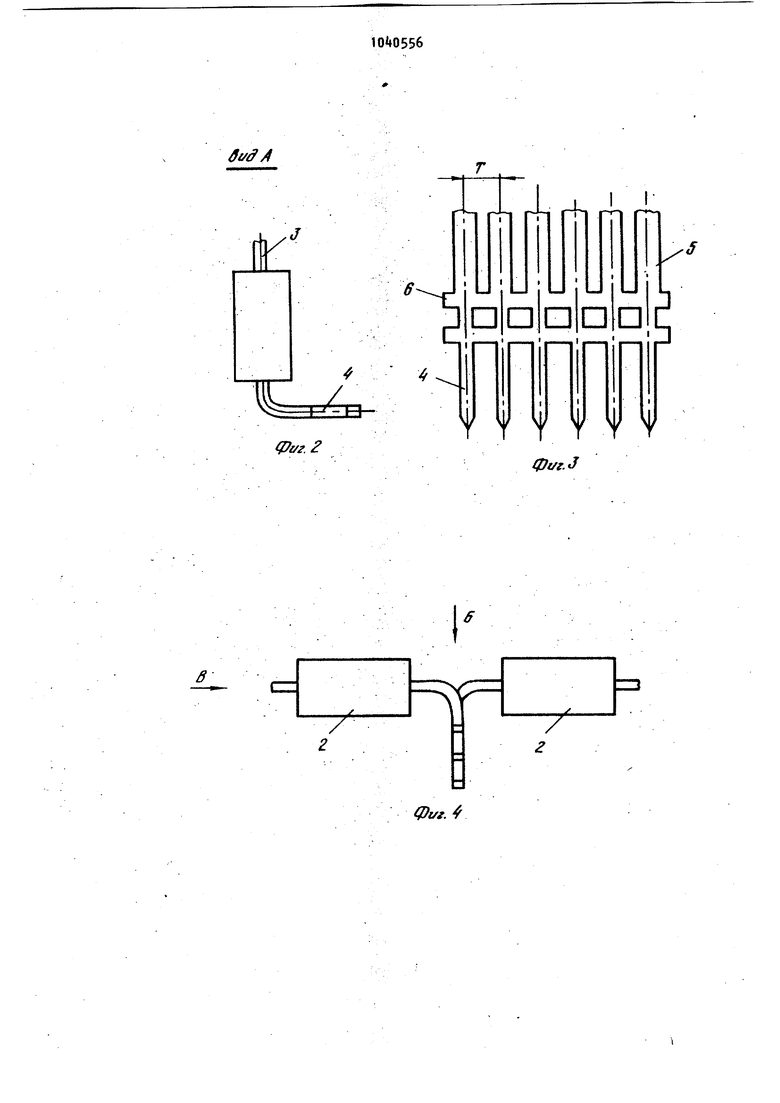
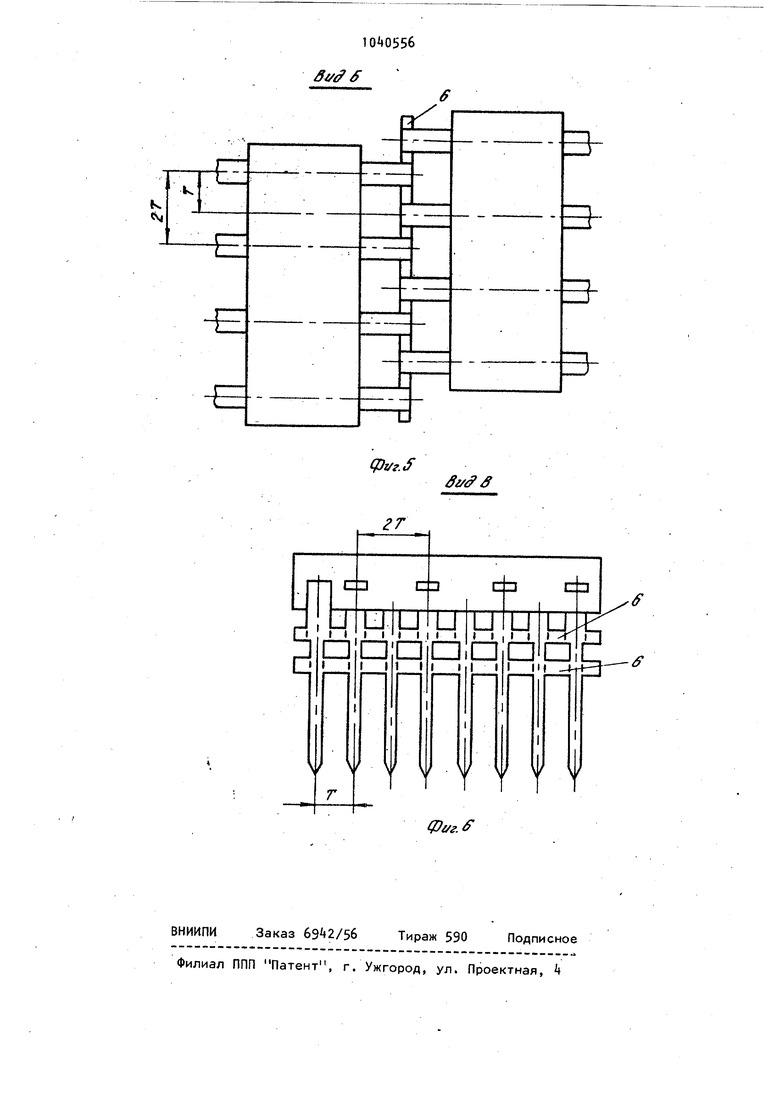
ф1/г./ f . Изобретение относится к производству электроконтактных устройств и может быть использовано при изготовлении гнездовых и штыревых контактов электрических соединителей. Известен способ изготовления контактов, заключающийся в вырубке по контуру контакта на ленте, формообра зовании профиля контакта, отсечки перемычки l . Недостаток способа изготовления заключается в невозможности применения формовки для объединения контактов в держатель. Наиболее близким к предлагаемому по технической сущности является спо соб изготовления контактов с заданны шагом, заключающийся в вырубке по контуру контактов на ленте, формовании контактов в диэлектрический держатель и отсечки технологических перемычек 2 . Недостатками способа изготовления контактов является большой отход цветных .металлов и малая производительность труда. Цель изобретения - повышение производительности труда и коэфф|1циента использования материалов. Указанная цель достигается согласно способу изготовления контак тов, с заданным шагом, заключающемуся . в вырубке по контуру контактов на ленте, формовании контактов в ди электрический держатель и отсечки технологических перемычек, перед фор мованием производят гибку контактов, четные контакты относительно технологических перемычек отгибают в одну сторону, нечетные контакты отгибают в противоположную сторону, образуя два ряда контактов, а формовку производят одновременно для двух рядов контактов.. На фиг.1 изображен отформованный в держатель с заданным шагом ряд кон 56 тактов с отогнутыми хвостовиками; на фиг,2 - вид А на фиг.1; на фиг,3используемая в предлагаемом способе . принципиальная технологическая схема непрерывного штампования (вырубки) контактов на ленте с делительным шагом (т) расположения контактов; на фиг. - используемая в способе/ принципиальная технологическая схема отгибания соседних контактов; на фиг,5 - вид Б на фиг, на фиг.6 вид В на фиг.. Контактная гребенка состоит из ряда контактов 1, диэлектрического держателя 2, Контакт 1 состоит из рабочей 3 и хвостовой 4 части, Способ изготовления контактных гребенок осуществляю следующим образом.. : На непрерывной ленте вырубают с делительным шагом Т контактные лепестки 5 и хвостовики k, оставшие-. ся технологические перемычки 6 ленты служат несущей и обеспечивают ленте при ее технологическом движении необходимую жесткость. Затем осуществляется отгибка четных контактов в одну сторону относительно плоскости перемычек 6 на угол равный 90, нечетных - в противоположную сторону на тот же угол,в результате получаются два ряда контактных гребенок, но уже с (заданным) шагом 2Т между контактами, После этого одновременно формуют каждый ряд диэлектрическими держателями 2, затем перемычки 6- отсекают, отделяя друг от друга отформованные контактные ряды. . Предлагаемый способ изготовления контактов с заданным шагом позволяет повысить коэффициент использования дефицитного токопроводящего материала не менее чем.на 60, повысить производительность труда не менее, чем в два-раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления контактов электрических соединителей | 1988 |
|
SU1573493A1 |
| Способ изготовления контактных элементов | 1982 |
|
SU1026212A1 |
| Способ изготовления контактов | 1976 |
|
SU654996A1 |
| Способ изготовления электрических соединителей и устройство для его осуществления | 1988 |
|
SU1582242A1 |
| Способ изготовления контактных элементов | 1988 |
|
SU1513554A1 |
| ИНДУКТИВНЫЙ ЭЛЕМЕНТ | 1995 |
|
RU2093972C1 |
| Способ изготовления @ -образных деталей из ленты и полосового материала | 1989 |
|
SU1712032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО КОЛЛЕКТОРА И ПРОВОДЯЩАЯ ЗАГОТОВКА ДЛЯ ПЛОСКОГО КОЛЛЕКТОРА | 2005 |
|
RU2361339C2 |
| Линия для непрерывного формования профильных изделий из листовой заготовки | 2021 |
|
RU2782195C1 |
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКtOB С ЗАДАННЫМ ШАГОМ, заключающийся в вырубке по контуру контактов на ленте, форморании контактов в диэлектрический держатель и отсечки технологических перемычек, о тличающийс я тем, что, с целью повышения производительности труда и коэффициента использования материалов, перед формованием производят гибку контактов, четные контакты относительно технологических перемычек отгибают в одну сторону, нечетные контакты отгибают в противоположную сторону,- образуя два ряда контактов, а формовку проиЗ водят одновременно для двух рядов контактов. (Л С
йк.
У
Фиг.
/
Фиг.
Вфг/г.
Sl/
Фг/г.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № , кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ФРГ № 1665757, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
