1
1
С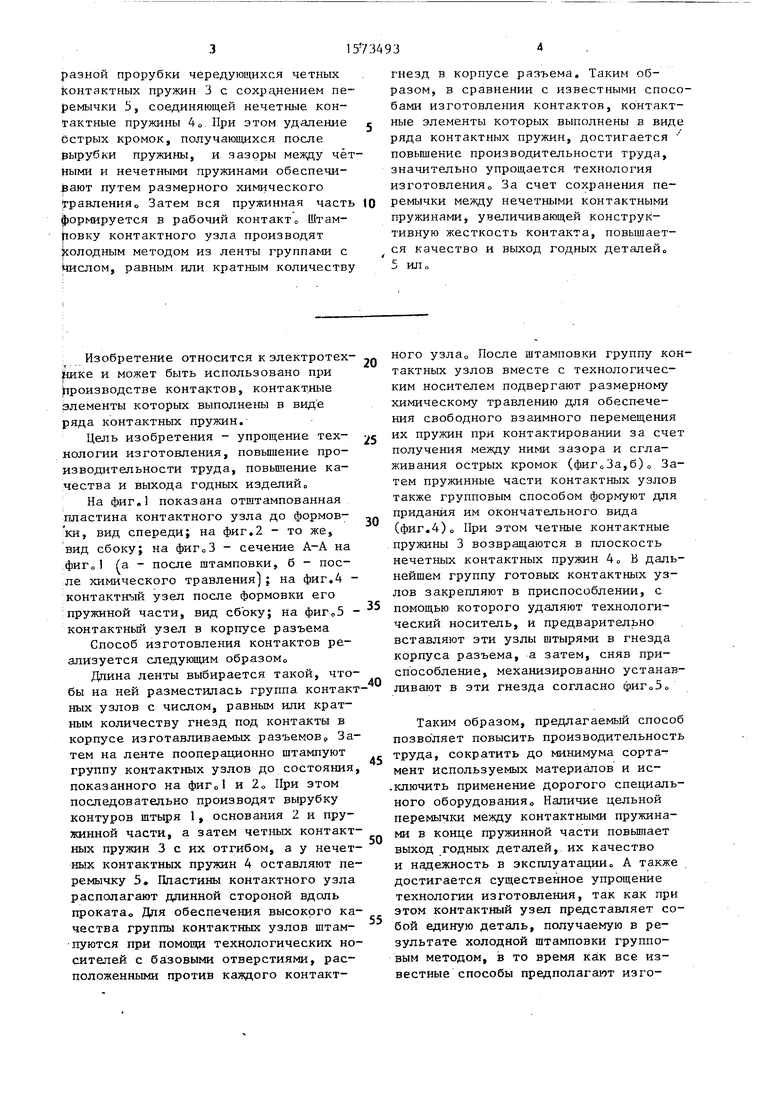
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления разъемов с контактными элементами, выполненными в виде групп пружинных проволок | 1990 |
|
SU1767592A1 |
| Способ изготовления контактов с заданным шагом | 1982 |
|
SU1040556A1 |
| Способ изготовления контактного узла разъема | 1983 |
|
SU1190434A1 |
| Способ изготовления контактных элементов | 1982 |
|
SU1026212A1 |
| Способ изготовления контактных элементов | 1988 |
|
SU1513554A1 |
| Устройство для установки штампованных из лент контактов в корпуса соединителя | 1982 |
|
SU1035849A1 |
| ЭЛЕКТРИЧЕСКИЙ РАЗВЕТВИТЕЛЬ | 1997 |
|
RU2132103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЖНИХ И ВЕРХНИХ ДНИЩ МЕТАЛЛИЧЕСКОЙ ТАРЫ ТИПА БАРАБАНОВ И БОЧЕК | 1993 |
|
RU2048942C1 |
| Способ изготовления электрических соединителей | 1990 |
|
SU1758743A1 |
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
Изобретение относится к электротехнике. Цель изобретения - упрощение технологии изготовления контактов, повышение производительности, повышение качества и выхода годных деталей. Способ заключается в том, что контакт изготавливают цельноштампованным, как единую деталь с основанием 2 и выводным контактом, пружинную часть которого получают путем П-образной прорубки чередующихся четных контактных пружин 3 с сохранением перемычки 5, соединяющей нечетные контактные пружины 4. При этом удаление острых кромок, получающихся после вырубки пружины, и зазоры между четными и нечетными пружинами обеспечивают путем размерного химического травления. Затем вся пружинная часть формируется в рабочий контакт. Штамповку контактного узла производят холодным методом из ленты группами с числом, равным или кратным количеству гнезд в корпусе разъема. Таким образом, в сравнении с известными способами изготовления контактов, контактные элементы которых выполнены в виде ряда контактных пружин, достигается повышение производительности труда, значительно упрощается технология изготовления. За счет сохранения перемычки между нечетными контактными пружинами, увеличивающей конструктивную жесткость контакта, повышается качество и выход годных деталей. 5 ил.
Ч
СЛ
|
СО Јь СО СО
S
&
Фиг 1
разной прорубки чередующихся четных Контактных пружин 3 с сохранением перемычки Ь, соединяющей нечетные контактные пружины 4 о При этом удаление острых кромок, получающихся после вырубки пружины, и зазоры между чётными и нечетными пружинами обеспечивают путем размерного химического травления Затем вся пружинная часть формируется в рабочий контакт Штам- fioBKy контактного узла производят Голодным методом из ленты группами с числом, равным или кратным количеству
Изобретение относится к электротех- Пике и может быть использовано при Производстве контактов, контактные элементы которых выполнены в виде ряда контактных пружин.
Цель изобретения - упрощение тех- нологии изготовления, повышение производительности труда, повышение качества и выхода годных изделий
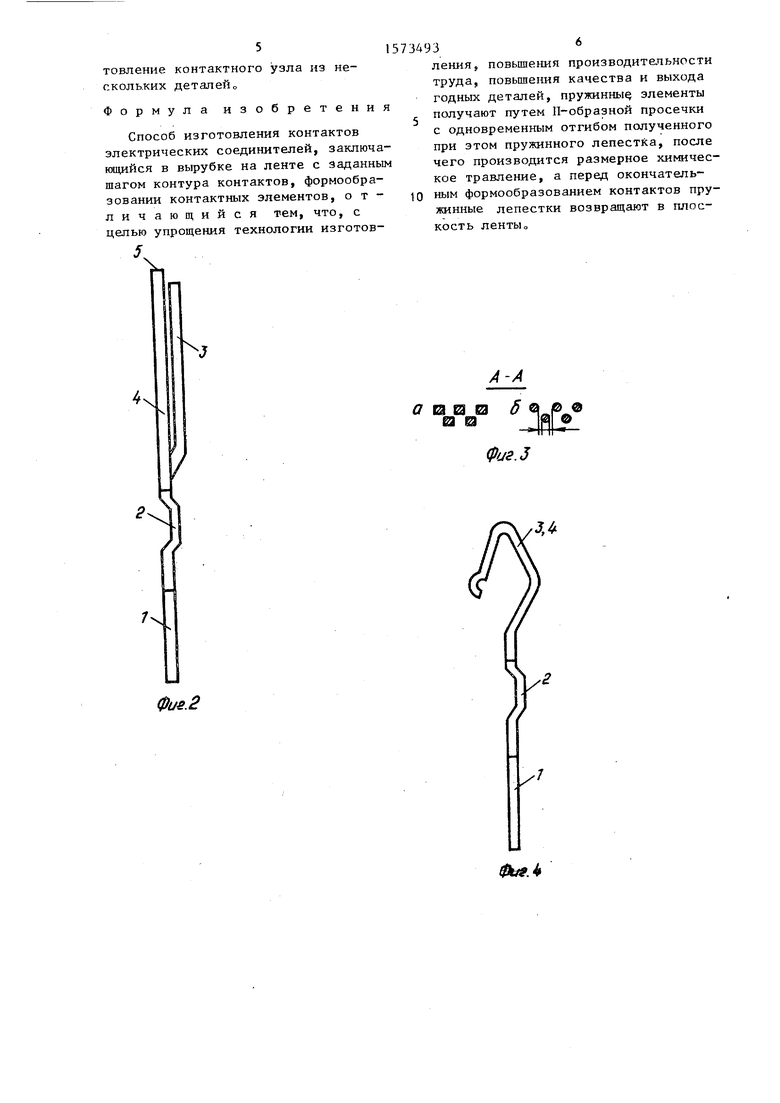
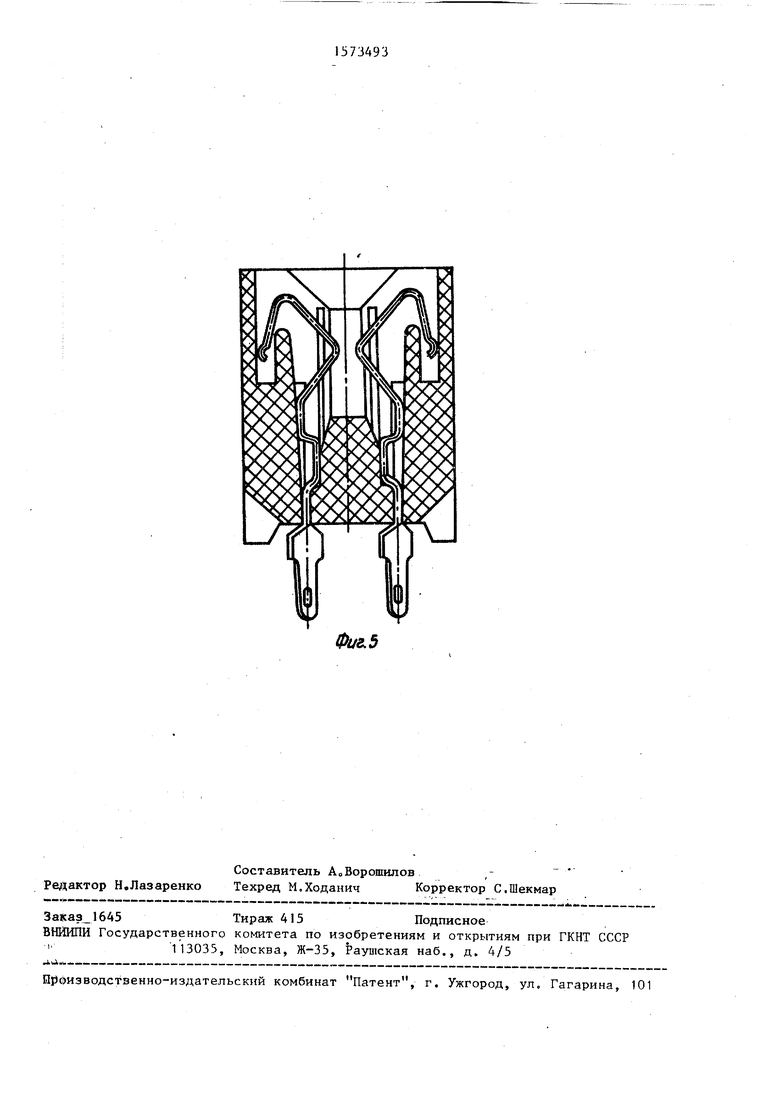
На фиг.1 показана отштампованная пластина контактного узла до формов- ки, вид спереди; на фиг.2 - то же, вид сбоку; на фиг03 - сечение А-А на фиг„ (а - после штамповки, б - после химического травления); на фиг.4 - контактный узел после формовки его пружиной части, вид сбоку; на фиг05 - контактный узел в корпусе разъема
Способ изготовления контактов реализуется следующим образом0
Длина ленты выбирается такой, чтобы на ней разместилась группа контактных узлов с числом, равным или кратным количеству гнезд под контакты в корпусе изготавливаемых разъемов. Затем на ленте пооперационно штампуют группу контактных узлов до состояния, показанного на фиг01 и 20 При этом последовательно производят вырубку контуров штыря 1, основания 2 и пружинной части, а затем четных контактных пружин 3 с их отгибом, а у нечетных контактных пружин 4 оставляют перемычку 5. Пластины контактного узла располагают длинной стороной вдоль проката Для обеспечения высокого качества группы контактных узлов штампуются при помощи технологических носителей с базовыми отверстиями, расположенными против каждого контакт
гнезд в корпусе разъема. Таким образом, в сравнении с известными способами изготовления контактов, контактные элементы которых выполнены в виде ряда контактных пружин, достигается повышение производительности труда, значительно упрощается технология изготовления За счет сохранения перемычки между нечетными контактными пружинами, увеличивающей конструктивную жесткость контакта, повышается качество и выход годных деталей0 5 ил о
п
0
5
0
ного узла0 После штамповки группу контактных узлов вместе с технологическим носителем подвергают размерному химическому травлению для обесп-ече- ния свободного взаимного перемещения их пружин при контактировании за счет получения между ними зазора и сглаживания острых кромок (фиг03а,б)0 Затем пружинные части контактных узлов также групповым способом формуют для придания им окончательного вида (фиг.4)„ При этом четные контактные пружины 3 возвращаются в плоскость нечетных контактных пружин 40 В дальнейшем группу готовых контактных узлов закрепляют в приспособлении, с помощью которого удаляют технологический носитель, и предварительно вставляют эти узлы штырями в гнезда корпуса разъема, а затем, сняв приспособление, механизированно устанавливают в эти гнезда согласно фиГоЗо
Таким образом, предлагаемый способ позволяет повысить производительность труда, сократить до минимума сортамент используемых материалов и ис- .ключить применение дорогого специального оборудования,. Наличие цельной перемычки между контактными пружинами в конце пружинной части повышает выход годных деталей, их качество и надежность в эксплуатации„ А также достигается существенное упрощение технологии изготовления, так как при этом контактный узел представляет собой единую деталь, получаемую в результате холодной штамповки групповым методом, в то время как все известные способы предполагают изготовление контактного узла из нескольких деталейо
Формула изобретения
Способ изготовления контактов электрических соединителей, заключающийся в вырубке на ленте с заданным шагом контура контактов, формообразовании контактных элементов, отличающийся тем, что, с целью упрощения технологии изготов
7
Фиг.2
734936
ления, повышения производительности труда, повышения качества и выхода годных деталей, пружинные, элементы , получают путем И-обраэной просечки с одновременным отгибом полученного при этом пружинного лепестка, после чего производится размерное химическое травление, а перед окончатель- Ю ным формообразованием контактов пружинные лепестки возвращают в плоскость лентыо
Фиг.З
Фиг. 5
| Авторское свидетельство СССР № 1184039, кл, Н 01 R 43/00, 1985, |
