1
(20.4357739/24-07
(22) Oit.01.88
(46) 30.07.90. Бюл. № 28
(72) Ф„С. Собачкин и И.И. Ярушин
(53)621.315(088.8)
(56) Патент США № 4616416, кл. Н 01 R 43/00, 1986.
Авторское свидетельство СССР № 738019, кл. Н 01 R 43/20, 1967.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ СОЕДИНИТЕЛЕЙ И УСТРОЙСТВО ДЛЯ
ЕГО ОСУЩЕСТВЛЕНИЯ
А-Л
(57) Изобретение относится к электротехнике. Цель изобретения - экономия контактного материала, повышение производительности труда, расширение технологических возможностей. Непрерывно подаваемую ленту контактного материала делят на две ленты контактных заготовок 3) причем необходимые выступы контактных заготовок одной ленты выполняют за счет межконтактных впадин другой. Образование контактных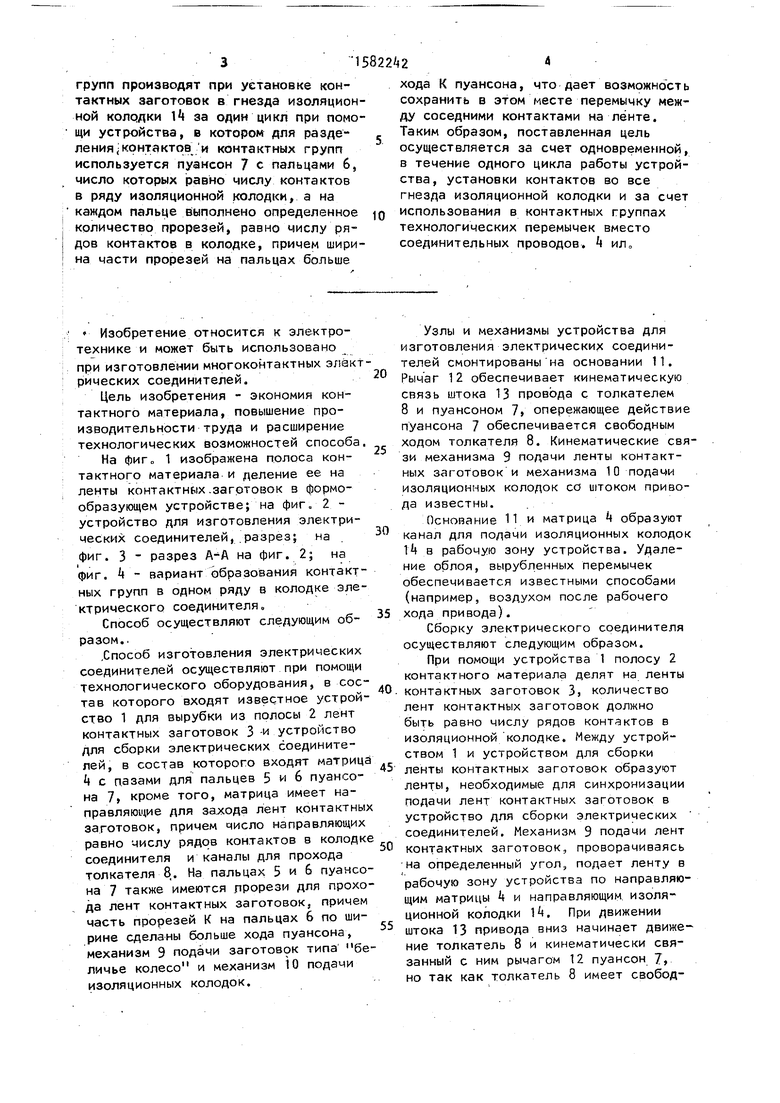

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Способ изготовления электрического соединителя и устройство для его осуществления | 1987 |
|
SU1555751A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ЭЛЕКТРИЧЕСКОГО СОЕДИНИТЕЛЯ | 1992 |
|
RU2020675C1 |
| ЭЛЕКТРИЧЕСКИЙ РАЗВЕТВИТЕЛЬ | 1997 |
|
RU2132103C1 |
| Способ изготовления электрических соединителей | 1989 |
|
SU1697158A1 |
| Способ изготовления электрических соединителей с шахматным расположением ножевых контактов и устройство для его осуществления | 1987 |
|
SU1495882A1 |
| Способ изготовления электрического соединителя | 1989 |
|
SU1720112A1 |
| Способ изготовления контактных элементов | 1988 |
|
SU1513554A1 |
| Электрический соединитель | 1980 |
|
SU970520A1 |
| Способ изготовления электрических соединителей | 1990 |
|
SU1758743A1 |
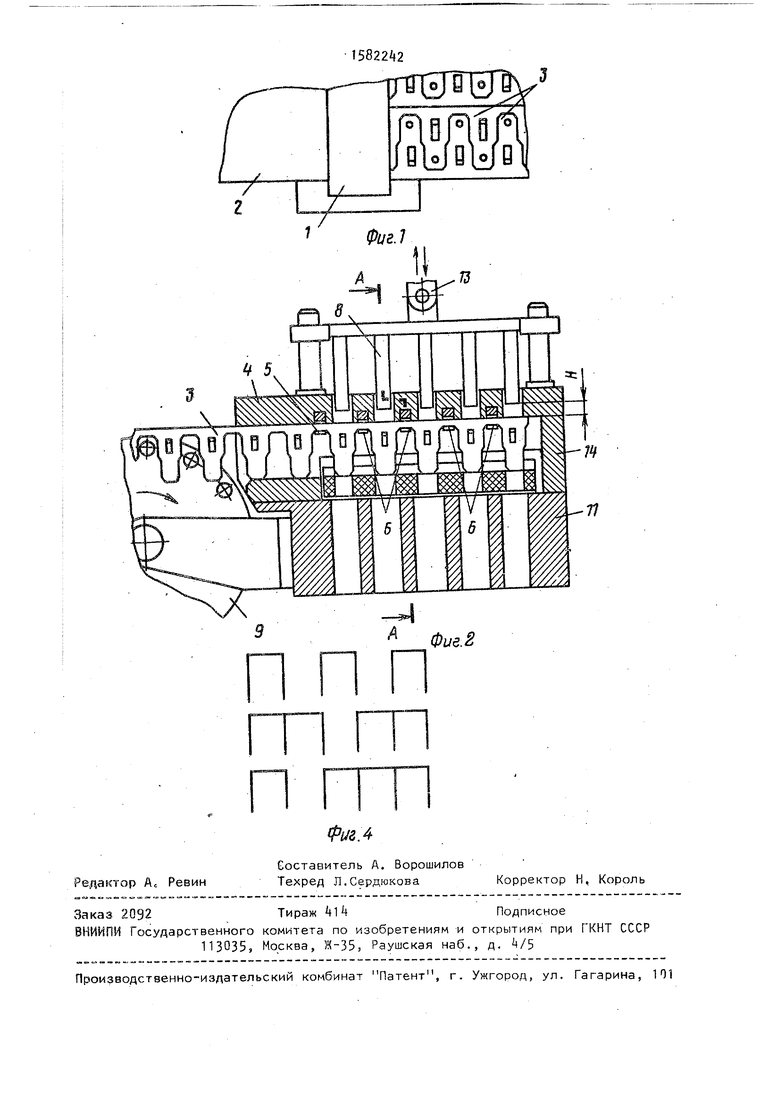
Изобретение относится к электротехнике. Цель изобретения - экономия контактного материала, повышение производительности труда, расширение технологических возможностей. Непрерывно подаваемую ленту контактного материала делят на две ленты контактных заготовок 3, причем необходимые выступы контактных заготовок одной ленты выполняют за счет межконтактных впадин другой. Образование контактных групп производят при установке контактных заготовок в гнезда изоляционной колодки 14 за один цикл при помощи устройства, в котором для разделения контактов и контактных групп используется пуансон 7 с пальцами 6, число которых равно числу контактов в ряду изоляционной колодки, а на каждом пальце выполнено определенное количество прорезей, равное числу рядов контактов в колодке, причем ширина части прорезей на пальцах больше хода К пуансона, что дает возможность сохранить в этом месте перемычку между соседними контактами на ленте. Таким образом, поставленная цель осуществляется за счет одновременной, в течение одного цикла работы устройства, установки контактов во все гнезда изоляционной колодки и за счет использования в контактных группах технологических перемычек вместо соединительных проводов. 4 ил.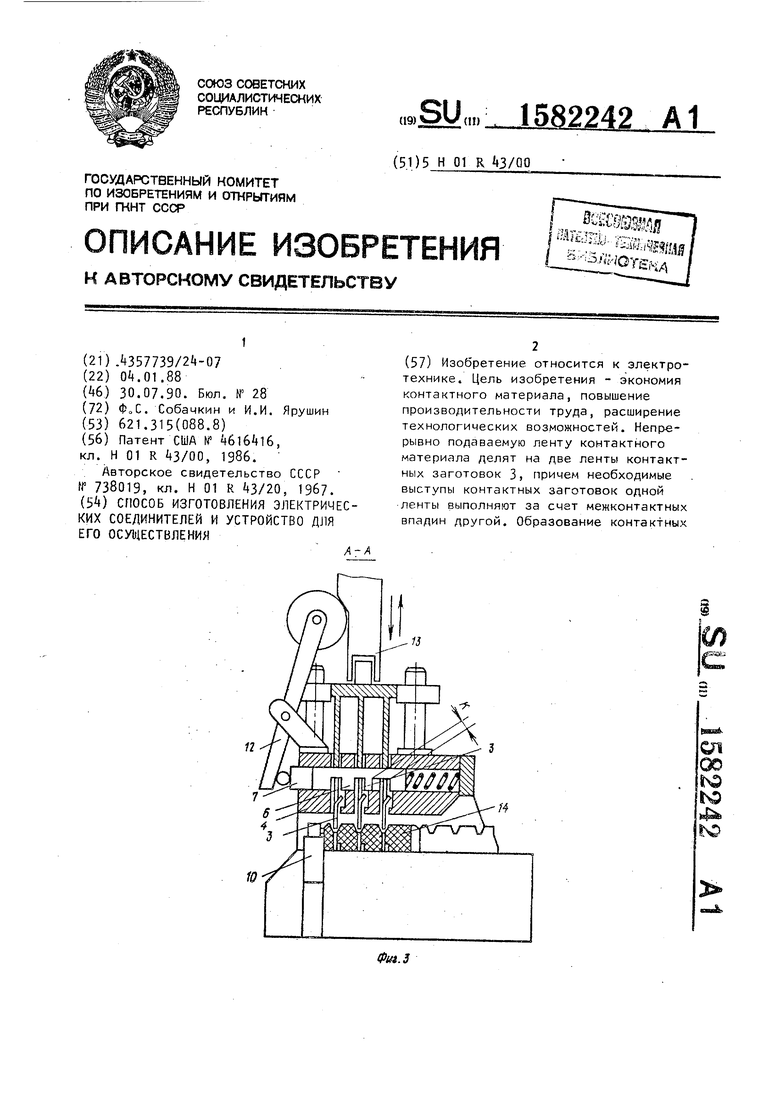
Ю
групп производят при установке контактных заготовок в гнезда изоляционной колодки 1 за один цикл при помощи устройства, в котором для разделения, контактов и контактных групп используется пуансон 7 с пальцами 6, число которых равно числу контактов в ряду изоляционной колодки, а на каждом пальце выполнено определенное количество прорезей, равно числу рядов контактов в колодке, причем ширина части прорезей на пальцах больше
Изобретение относится к электротехнике и может быть использовано при изготовлении многоконтактных электрических соединителей.
Цель изобретения - экономия контактного материала, повышение производительности труда и расширение технологических возможностей способа.
На фиг„ 1 изображена полоса контактного материала и деление ее на ленты контактных.заготовок в формообразующем устройстве; на фиг. 2 - устройство для изготовления электрических соединителей, разрез; на фиг. 3 - разрез А-А на фиг. 2; на фиг. k - вариант образования контактных групп в одном ряду в колодке электрического соединителя.
Способ осуществляют следующим образом..
.Способ изготовления электрических соединителей осуществляют при помощи технологического оборудования, в состав которого входят известное устройство 1 для вырубки из полосы 2 лент контактных заготовок 3 и устройство для сборки электрических соединителей, в состав которого входят матрица Ц с пазами для пальцев 5 и 6 пуансо™ на 7, кроме того, матрица имеет направляющие для захода лент контактных заготовок, причем число направляющих равно числу рядов контактов в колодке соединителя и каналы для прохода толкателя 8. На пальцах 5 и 6 пуансона 7 также имеются прорези для прохода лент контактных заготовок, причем часть прорезей К на пальцах 6 по ширине сделаны больше хода пуансона, механизм 9 подачи заготовок типа беличье колесо и механизм 10 подачи изоляционных колодок.
22424
хода К пуансона, что дает возможность сохранить в этом месте перемычку между соседними контактами на ленте. Таким образом, поставленная цель осуществляется за счет одновременной, в течение одного цикла работы устройства, установки контактов во все гнезда изоляционной колодки и за счет JQ использования в контактных группах технологических перемычек вместо соединительных проводов. ил„
0
5
0
5
0
5
0
5
Узлы и механизмы устройства для изготовления электрических соединителей смонтированы на основании 11. Рычаг 12 обеспечивает кинематическую связь штока 13 провода с толкателем 8 и пуансоном 7, опережающее действие пуансона 7 обеспечивается свободным ходом толкателя 8. Кинематические связи механизма 9 подачи ленты контактных за; отовок и механизма 10 подачи изоляционных колодок со штоком привода известны.
Основание 11 и матрица k образуют канал для подачи изоляционных колодок Ik в рабочую зону устройства. Удаление облоя, вырубленных перемычек обеспечивается известными способами (например, воздухом после рабочего хода привода).
Сборку электрического соединителя осуществляют следующим образом.
При помощи устройства 1 полосу 2 контактного материала делят на ленты контактных заготовок 3, количество лент контактных заготовок должно быть равно числу рядов контактов в изоляционной колодке. Между устройством 1 и устройством для сборки ленты контактных заготовок образуют ленты, необходимые для синхронизации подачи лент контактных заготовок в устройство для сборки электрических соединителей. Механизм 9 подачи лент контактных заготовок, проворачиваясь на определенный yгoл подает ленту в рабочую зону устройства по направляющим матрицы k и направляющим изоляционной колодки И. При движении штока 13 привода вниз начинает движение толкатель 8 и кинематически связанный с ним рычагом 12 пуансон 7, но так как толкатель 8 имеет свободный ход, то пуансон 7 своим пальцем 5 отсекает от ленты необходимое количество контактных заготовок, а пальцами 6 разделяет их на контактные группы, причем закон образования контактных групп определяется комбинацие узких и широких прорезей на пальцах пуансона.
При дальнейшем движении толкатель
8устанавливает контакты групп в гнезде изоляционной колодки 1, При обратном ходе штока 13 привод и связанный с ним механизм 10 подачи изоляционных колодок обеспечивает удаление собранного электрического соединения и установку в рабочую зону новой изоляционной колодки, а механизм
9подачи лент контактных заготовок подает в устройство необходимое количество контактных заготовок. Далее цикл повторяется. Таким образом, предлагаемый способ изготовления электрических соединителей обеспечивает малоотходное изготовление лент контактных заготовок путем образования из одной полосы контактного материала при котором выступы одной ленты выполнены за счет межконтактных впадин другой, а образование контактных групп осуществляется за счет перемычек, объединяющих контакты в ленты контактных заготовок.
Устройство для изготовления электрических соединителей обеспечивает автоматическую сборку электрического соединителя с большой производительностью, так как сборка осуществляется в течение одного цикла хода привода. Кроме того, устройство позволяет устанавливать контакты контактными группами, что позволяет сэкономить контактный материал, так как роль соединительных проводников между контактами в группах выполняют технологические перемычки. Формула изобретения
ких соединителей, включающий формирование контактных элементов из не5
0
5
прерывно подаваемой ленточной заготовки таким образом, что необходимые выступы контактных элементов одной ленты выполняют за счет межконтакт- ных впадин другой, гальваническое покрытие и сборку контактных элементе с изоляционной колодкой, отличающийся тем, что, с целью
Q повышения производительности труда и экономии контактного материала, ленточную заготовку после формирования контактных элементов разрезают на ленты контактных заготовок, число которых соответствует числу рядов гнезд контактов изоляционной колодки и отсечки необходимого количества контактов для установки в изоляционную колодку и разделение их производят при установке в гнезда изоляционной колодки, формируя при этом группы из контактов, электрически соединенных между собой, межконтактными перемычками, причем установка контактов и контактных групп производится одновременно во все гнезда изоляционной колодки в течение одного цикла.
0 электрических соединителей, включающее механизм подачи ленты контактных заготовок, механизм установки контактных заготовок в гнезда изоляционной колодки и механизм подачи изоляc ционных колодок, кинематически связанные между собой, матрицу и пуансон, отличающееся тем, что, с целью повышения производительности труда, расширения технологических
0 возможностей и экономии контактного материала, в матрице перпендикулярно направляющим для прохода лент контактных заготовок имеются пазы для пальцев пуансона, количество пальцев
5 которого равно числу гнезд контактоо в ряду изоляционной колодки, а количество прорезей на пальце равно количеству рядов контактов в изоляционной колодке электрического соединитевыполнена с шириной, большей хода пуансона.
Фиг.В
