4
00
со ел
Изобретение относится к прокатному Производству и может быть использовано при прокатке асимметричных угловых Профилей. .
Целью изобретения является повыше ние точности прокатки профиля,
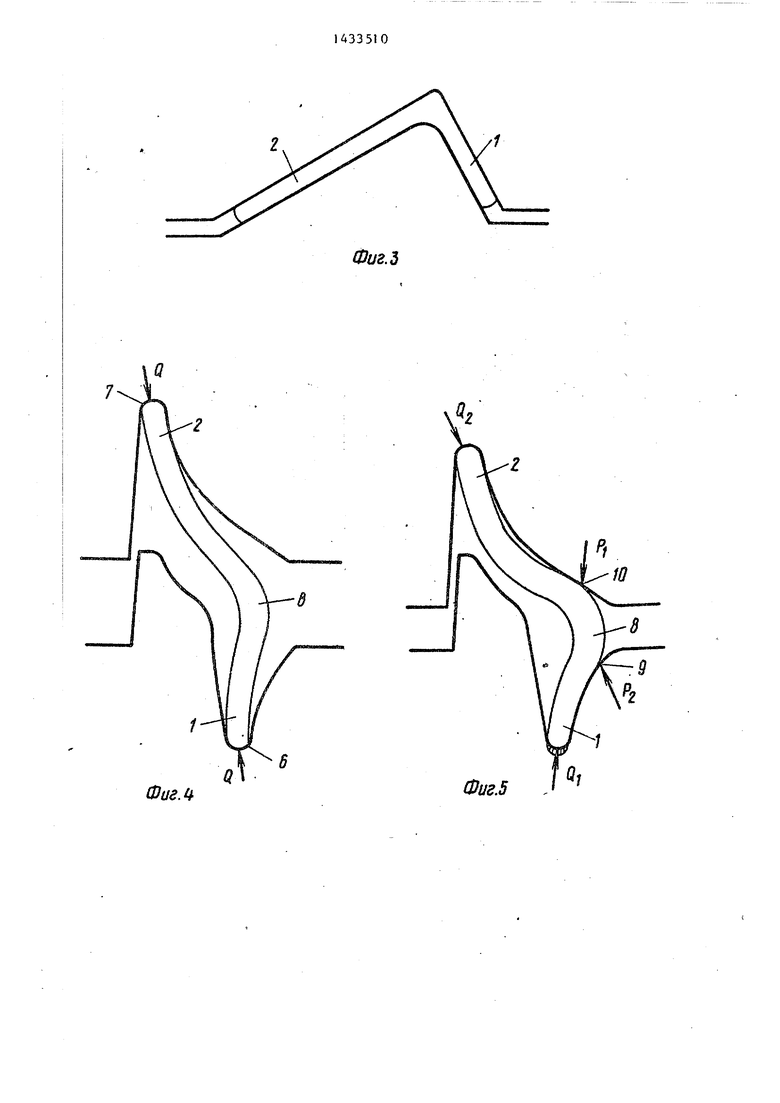
На фиг. 1 изображен черновой ка- j|tH6p углового профиля с развернутыми ГЕолками; на фиг. 2 - предчистовой ребровой калибр; на фиг. 3 - чистовой угловой калибр; на фиг. 4-7 - этапы деформации углового профиля в ребро- ном калибре в соответствии с предлагаемым способом; на фиг. - при- мер реализации способа для прокатки асимметричного углового профиля (ЮхЗОхЗ мм.
В процессе прокатки асимметричного З глового профиля в черновых калибрах формируют подкат .с развернутыми пол- 1|ами 1 и 2 (фиг. 1). Затем подкат за- jiaioT в. ребровой контрольный калибр, Ц котором (фиг. 2) выполнены гребни | и 4 на участке 5 изгиба большой 2. Подкат в ребровом калибре Обжимается по ширине большой 2 и ма- 4ой, Г полок и, согласно предлагаемо- ifo способа, одновременно гребни 3 и 4 ребрового калибра контактируют с внешней и внутренней сторонами боль- 4ой. полки 2 и на участке 5 ее изгиба. 1(осле контроля ширины полок предчис- ;| овой подкат поступает в чистовой ка- ибр (фиг. 3), где осуп;ествляется .выравнивание и уточнение полок 1 и 2 о получения окончательных размеров ifoTOBoro углового профиля.
; Контроль ширины ПОЛОК ОСуЩбСТВЛЯё 1оя следующим образом.
Исходньш угловой подкат с развернутыми полками поступает в ребровой контрольный калибр, где в первый момент времени (фиг. 4) торцы 6 и 7 поjfiOK 1 и 2 соприкасаются с верхним и нижним ручьями ребрового калибра. Б точках соприкосновения торцов б и 7 IS подкату прикладьшается сила Q, Затем, по мере продвийсения подката по очагу деформации, вследствие недоста точной устойчивости подката к ребро- :9ым,усилиям Q, полки 1 и 2 подката подгибаются между собой и угол при вершине 8 уменьшается. Ширины полок . 1 и 2 подката в данный момент практи чески не изменяются.
Во второй момент времени (фиг. 5) по мере сближения ручьев ребрового контрольного калибра, наружные стороны 9 и 10 полок 1 и 2 в районе вершины 8 подката соприкасаются с верхним и нижним ручьями калибра. В результате силовое взаимодействие металла с валками перераспределяется следующим образом: по ширине малой полки 1 в торце 6 и на стороне 9 действуют силы Q и Р|, а по ширине большой полки 2 в торце 7 и на стороне 10 действуют силы Qj и РГ. Под действием сил Q, и Р происходит пластическая деформация малой полки 1, и ее ширина уменьшается, контролируется. Однако действие сил Q и Р на большую полку 2 уя;е при соотношении ширин большой 2 и малой 1 полок более 1,5 приводит к потере устойчивости большой полки 2 под действием сил Q и Р, и В результате полка 2 вместо контроля ширины дополнительно изгибается.
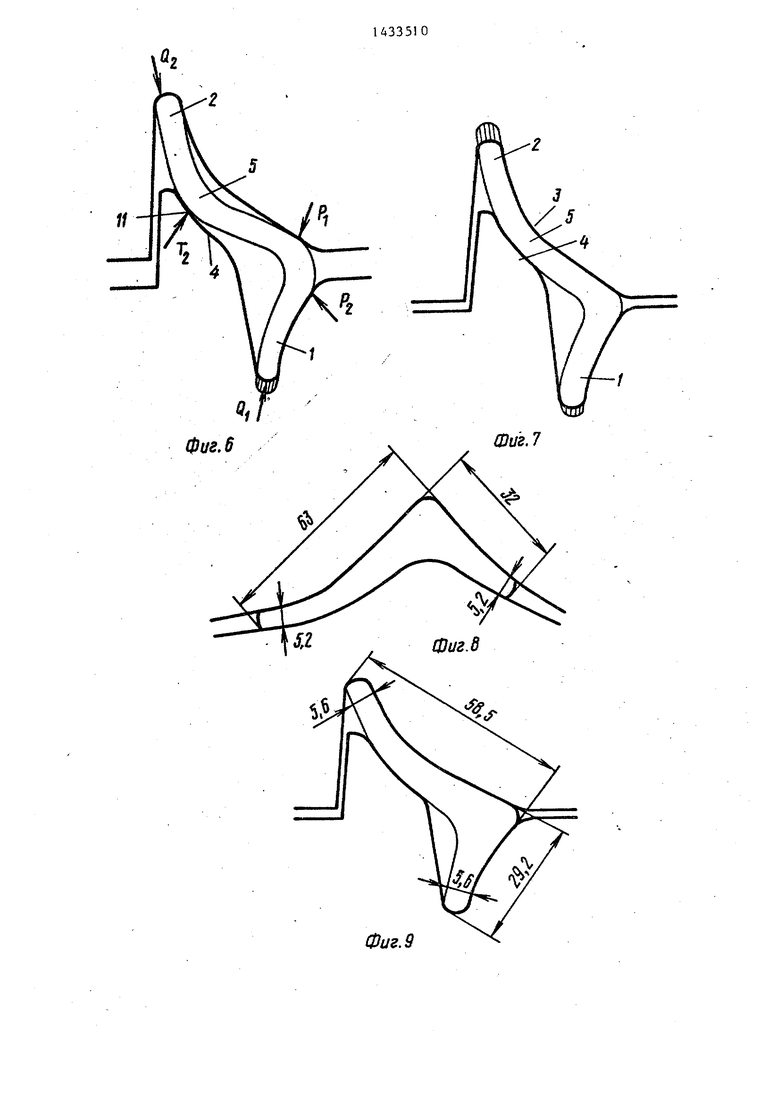
Далее, если деформация углового подката в ребровом контрольном калибре осуществляется в соответствии с .известным способом, то по мере дальнейшего прохождения очага деформации, дополнительный изгиб большой полки будет развиваться , что приведет к произвольному изменению ширины большой 2 полки и не обеспечит в чистовом калибре необходимую точность прокат- ки профиля. В соответствии с предлагаемым способом, в третий момент времени (фиг. 6) гребень 4 нижнего ручья соприкасается с внутренней стороной большой полки 2 на участке 5 ее изгиба и в месте контакта 1I и возникает сила Т,, препятствующая произвольному изгибу полки 2. Изменение силового взаимодействия большой полки 2 с нижним ручьем ребрового калибра обеспечивает пластическую деформацию и контроль ширины большой полки 2.
На выходе из очага деформации в четвертый момент времени (фиг. 7) вступает в контакт с внешней стороной большой полки 2 гребень 3 верхнего ручья ребрового калибра и одновременно с нижним гребнем 4 с внешней и внутренней сторон жестко поддерживают большую полку 2 от изгиба и обег спечивают качественный контроль ее ширины.
Таким образом, в соответствии с пpeдлaгae iым способом обеспечивается качественный контроль ширины полок в ребровом контрольном калибре и гарантируется высокая точность прокатки acHi.is eTo i «ibix угловых профилей с разли гным соотношением ширин большой и малой полок
Пример. Для получения асимметричного углового профиля бОхЗОх х5 мм в черновых угловых развернутых калибрах формируют подкат (фиг. 8) с шириной полок 63 и 32 мм, толщины
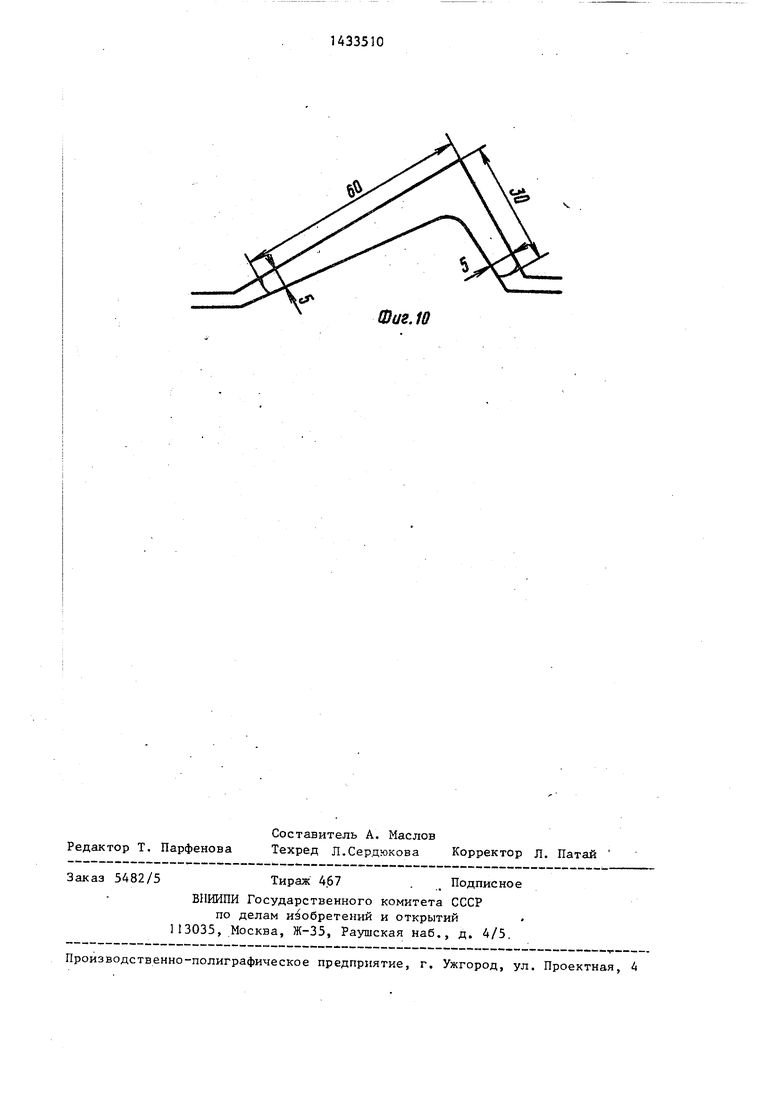
предчнстового подката становятся равными 58,5 и 29,2 мм, а толщины торцов полок - 5,6 мм. Затем подкат поступает в чистовой калибр ,(фиг.10). Формула изобретения Способ прокатки асимметричных угловых профилей,включающий формирование в черновых калибрах асимметрич

| название | год | авторы | номер документа |
|---|---|---|---|
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| Способ прокатки зетобразных профилей | 1987 |
|
SU1445824A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Способ прокатки угловых профилей | 1987 |
|
SU1424878A1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННЫХ ПРОФИЛЕЙ | 2001 |
|
RU2212288C1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| Система прямополочных калибров для прокатки рельсов | 1979 |
|
SU869869A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке асимметричных угловых профилей. Цель изобретения - повышение точности прокатки профиля. Асимметрич|1ые угловые профили прокатьгеают в черновых калибрах, в предчистовом ребровом калибре и в чистовом калибре. При прокатке чернового профиля с развернутыми полками в ребровом калибре осуществляют поддержку от прогиба большой полки посредством гребня калибра, на который она опирается внутренней гранью на участке изгиба. В результате жесткой фиксации этой полки в калибре реали зуется возможность более точной корректировки ширины полок в этом калибре, т.е. повышается точность прокатки профиля. 10 ил. i (Л
торцов полок равны 5,2 мм. В предчис- ю углового подката с развернутыми
товом ребровом контрольном калибре (фиг. 9) подкат обжимается по ширине полок, а также выполняется поддержка большой полки на участке ее изгиба верхним и нижним гребнями конт- рольнрго калибра. Заз.ор между поддерживающими гребнями контрольного ка.либра выбран на 0,5 мм больше толщины большой полки подката, а конфигурация рабочей поверхности греб- чей соответствует конфигурации внешней и внутренней поверхнс стям большой полки на участке ее изгиба. После контроля ширины полок
полками, контроль ширин большой и малой полок в предчистовом ребровом калибре, в процессе которого наружные поверхности полок контактируют со стенками калибра, прокатку профиля с одновременной правкой полок в чистовом калибре, отличающий- с я тем, чтЬ, с целью повышения точности прокатки профиля, в предчистовом ребровом калибре осуществляют поддержку, большой полки от прогиба посредством гребня калибра, контактирующего с внутренней поверхностью полки на участке ее изгиба.
Шиг.1
Шиг.г
Фиг Л
Фиг.
Фиг.5
фиг. 6
Фиг. 7
Фиг. 9
Фив, 10
| Литовченко Н.В., Диомидов Б.Б | |||
| и Курдюмова В.А | |||
| Калибровка валков сортовых станов | |||
| М.: Металлургиэдат, 1963, с | |||
| Способ получения древесного угля | 1921 |
|
SU313A1 |
| Там же, с | |||
| СЧЕТНЫЙ ДИСК ДЛЯ РАСЧЕТА СОСТАВНЫХ ЧАСТЕЙ ПИЩИ | 1919 |
|
SU284A1 |
| ,(54) СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ УГЛОВЫХ ПРОФИЛЕЙ | |||
