в этой jiuoiu: ваннп рупл, как о исугств щие буич г 1
Наиболее г;о Чох ( ;v:OMy форма ;лля гр П() , г;ом
HOCHTej;fjHo erti иси, пч.) (. :.-saeiCH пружинами 26 и TOJiKcrr:;.-.; /Г расположенными во Фланце 28, ;Т;;:,- :ш;:: 28 установлен s расточке, ьм::;-.iri;:,ной зо втулке 29, на резьсо - ;:;-I ко1Орой нави|;-ен корпус 2i От прсизвол111-1ого Г роворачиьан :я ука резтзбовое соединение снабже:-:с KOir:, гайка и 30 и 31. Опора 5 связа-га выталкизателем пресса (не показан) через п.ерехсад;1ик 32 и толкате.п-: 33.
Пресс-форма работает следующим образом.
Регулирование ка.меры засыгпкн бурта осуществляется резь бовым соединением корпуса 25 и резьбозой втулки 29, камеры засыпки остального тела изделия - резьбовым соелинeниeFv1 втулок 29 к 12. Рабочая камера матрицы .::аполняется по;;)ощ;-:о.м ,затем пуансон 3 начинааг г;ерг-::- .;;.;; ; ся ВНИЗ- После того, как пуачсон j;ocHe ч.: я nopoiiiKa, начиг е.-ся плапание :ри1дь; 21 и :;ор: ..ч .;онис zeiajieft 15 и 16 грсгч.; :чг;но о пуансона. Когда торць; /:-Taj:e;: 15 и 16 -достигаю1 опорной поЕерхно..ч ти держателя 11, процесс прессозаНИН заканччвазтся. При выпрессовке происхо, движе:чиё вверх верхнеч плиты 1 с верхним пуансоне:- 3 и выталкизате.гя пресса с за ii-pt ТРЧным . на нем переходником 32. ч.:;. ::: ник 32 чеоез толка епи 3 3 гт-v.-. - л-ет :-лор:, 5 ;: закрепленг; :;.ч; Ч- нач
Толкачз.1:ь 10 взаимодействует ч.: ;.ч/т:ч-Чз-с .6 про;.;е/;(уточного пуанс ча. чэремс ;;гч ее Bsepx, Дзи/хен ;:- чг чр дeIaJ;и 15 проме ;:уточного пуа:-:::чм:а :;)Оисходчг за счет сил тг е;;ия чоч-:;:ового чзд;чч л о стенки д етали. Пгч; ;:остих-еч- ч торчами деталей 11 ч ;. 1 rraoNre yTOfHOi с пуансона выхо.о; о коч} Си магричы вьч:-АЧ/п 17 лета;ча : facroT; :t; о ;:1ач;Ч1Ителя 24. о.с:;;еииа :;о о:;:ко К5й аготовки в этот r/ONicHT к а озиг. 2, ДРИЖ -прекращается, чроч::ходит однс-врс-;--1йнное зкталктяачие та t-i3 матру;;.1Д деталью 1г и остал ч-;О . гела из71Ч7 ия из детали 15 пуансочо : f , Происходит одчоврелюнно расч.ччрени бурта и остального тела чзлелчя в выходных матрицы и 34 трчнней детдли прч-., точного ПуаНЧЧ, .
тор- ) деч... 6
л. .бовой части cl-etiSHH 8, а к;1ино;5ач чорерхнос1} Б TOJiKaTCJifi 10 взаи.-одейс гвует с клиновой поверх ноет гч-с В держателя 11. В (результате ЭТО1ЧТ толкатель 10 поворачивается к опоре 5 и вьлходит нижнег-о торца детали 16, которая чОД действие:. пружин 26 и 28 возвращается в исходное положение. При этом деталь 16 взаимодействует с в:хступом 17 детэли 15, возвра-4ая
0 ее в исходное положение. Окончательное Бьггалкивание детали на уровень плоскости матрицы осуществляется нижним nyaHCOhfOM 6.
Для ониже:чи.я величины напряжения
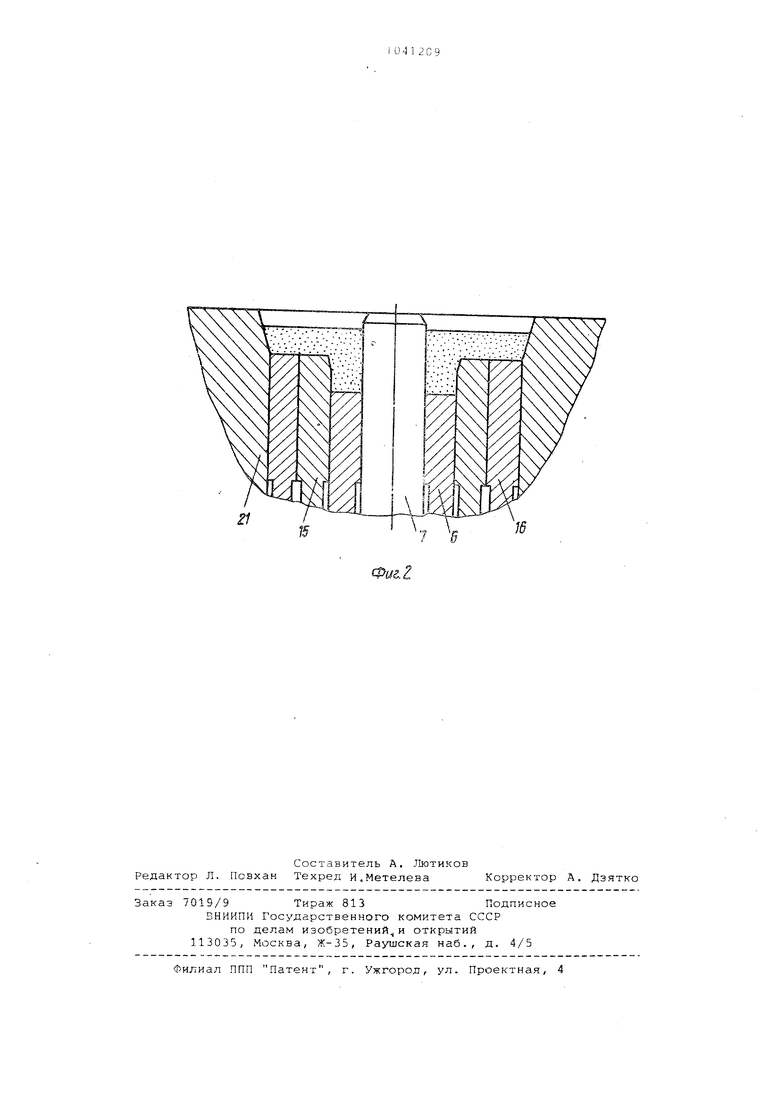
5 сдвига. необхо;лимо, чтобы скорости расширения бурта и остального тела изделия в меччге пере.чода были равны. Для этого уг-чы наклона выходных -:очусов матрг;:;- и внутренней детали .; р 3 е ж;-/ т о ч .ч о г о г: а н со н а в ып о л н яют чч- гак, что отношение тангенсов этих углов равно отношению диаметров чурта 11 тела изделия.
Учитывая, величина пругого гчЗСледс гвия пропорциональна диаметр:/, а отко:;е;чие тангенсов углов наклона выходных KOHiCOB Л аТрИЦЫ и
внутренней детали равно отношению их диаметров, высоты конусов Л1атричч; ; Е}:утре}1:1ей детали промежуточчо о пуансоч-:а должны быть равны.
П р ;; N: е р. Изготавливается ч yyiKr. с нар ч;;ным тopцopы ; буртом чпиаметр бурта 80 мм, высота бурта В мм, диаметр тела 35 мм, общая з:-;сота т лк:-; 16 ) из сплавов 4ia основе --келеза с относительной чд:огностыч 62-35%. Для ее прессоваьч-я изготовлена пресс-форма, в которой бурт формируетс,ч промежуточ0ныл- пуансоном кз двух концентричных детале;. Угол наклона выходного конуса матрицы ci, 0, 5 ° (tgdo ). Угол чаклока выходного
.ияы на границе перехода бурт лгзное тело в дартиМ из 50-Tii лей не обг;с:ружено.
;та ;-1
пользовагчле чиедлагаемоР: прессЧ-: для из1отовления изделий с жным торцовым буртом обесцечипо сравнению с известными бо
3 ьчзкуж BepoHTj-ocTb трещинообразоя а месге перехода бурт - остальтедо,
1 ik

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Устройство для прессования металлических порошков | 1984 |
|
SU1174158A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1360866A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВЕТВЛЕНИЯМИ | 1971 |
|
SU294659A1 |
| Устройство для обработки полых деталей | 1987 |
|
SU1484399A1 |
| Штамп с двумя шаговыми ножами | 1977 |
|
SU663463A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2011 |
|
RU2481169C2 |
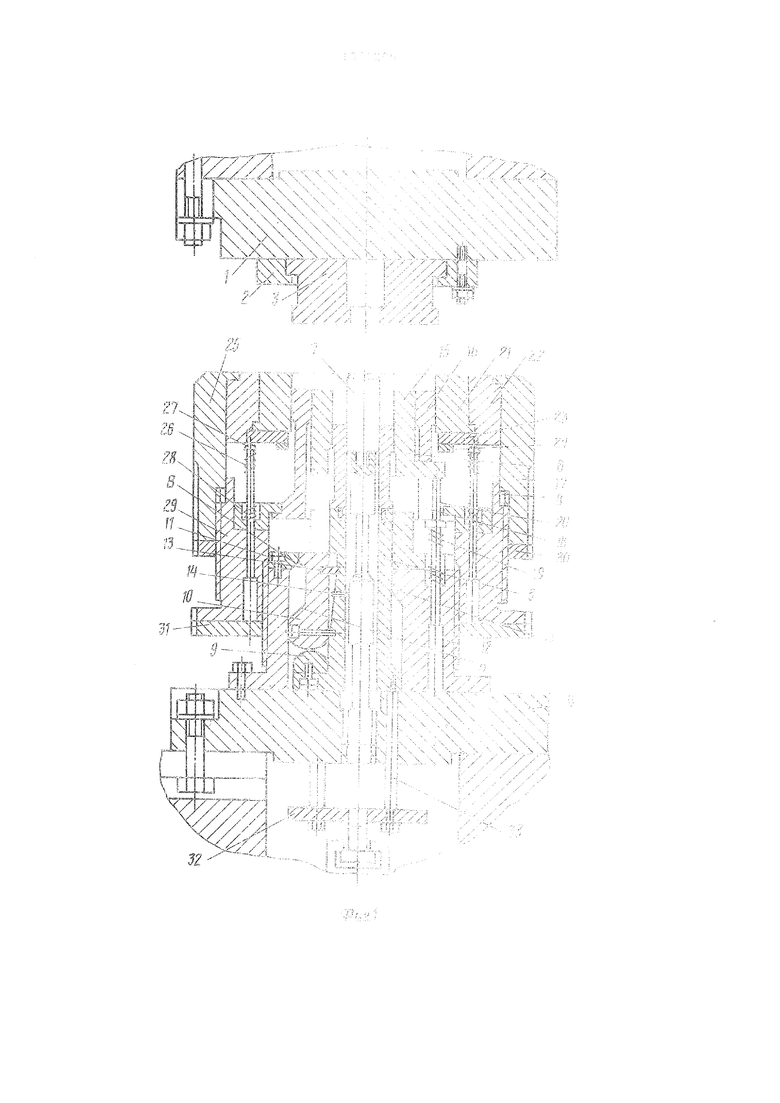
1. ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА, содержащая матрицу, верхний и нижний пуансоны, центральный стержень, расположенный между матрицей и нижним пуансоном, промежуточный пуансок ,. верхнюю и нижнюю плиты и нижнюю опору с закрепленными на ней подпятниками и установленными с возможностью поворота относительно подпятников толкателями, взаимодействующими с клиновой поверхностью держателя,- отличающаяся тем, что, с целью повышения выхода годного за счет предотвращения образования трещин, промежуточный пуансон выполнен в виде двух концентрнчно установленных с возможностью взаимного осевого перемещения деталей, а матрица снабжена ограничителем перемещения внутренней детали про -ежуточного п ансона. .2. Пресс-форма по п. 1, о т л и чающаяся тем, что внешняя деталь промежуточного пуансона вы- полнена с пазом, а внутренняя - с выступом, расположенным в пазу с воз южностт1Ю контакта с ограничиso телем. 3. Пресс-форма по пп.1 и 2, о т л и ч а ю щ а я с я тем, что отношение тангенсов углов наклона выходных конусов матрицы и внутренне;-; детали прО «;ежуточного пуансона s pssKD OTHoiJLBHHTo их йнутренних диаMS т D о в .
,.H| maj|L,,::/
..iKM 6fi«№;,
;5-...
a | yjk:fe f ш ly/J
-it fWiaf Jk/IM-H;::. :
irtH-t-ilx U U -L-lJ
т
11;
L
ill
ч
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РадоГ ысельскйй И | |||
| Д | |||
| и др Пресс-формы для порошковой металлургии | |||
| Киев | |||
| , 1970, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| ФОРМА ДЛЯ БРИКЕТОВ | 1919 |
|
SU286A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № | |||
| Пресс-форма для прессования металлических порошков | 1978 |
|
SU728996A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
