Изобретение относится к области обработки металлов давлением, а именно к устройствам для изготовления из трубных заготовок полых деталей с ответвлениями, например тройников.
Известные ранее устройства для изготовления подобных деталей представляют собой пресс двойного действия, содержащий верхнюю и нижнюю плиты с установленными на 1их пуансонами, расположенную между указанными плитами промежуточную плиту с бло ком матриц и механизм запирания матриц в виде приводных конусов. Недостатком известной конструкции является то, что, кроме основного гидропривода пуансонов, прес снаблсен мощным и сложным гидроприводом механизма запирания и отпирания конусов.
Целью изобретения является создание возможности установки устройства на пресс простого действия.
Эта цель достигается благодаря тому, что привод конусов предложенного устройства выполнен в виде самостоятельных цилиндров, расположенных в промежуточной плите, и снабжен устройством для ограничения перемещения конусов, выполненным, например, в виде щпилек с буртами, установленных в верхней и нижней плитах, при этом угол конусности каждого конуса меньше предельного угла самоторможения.
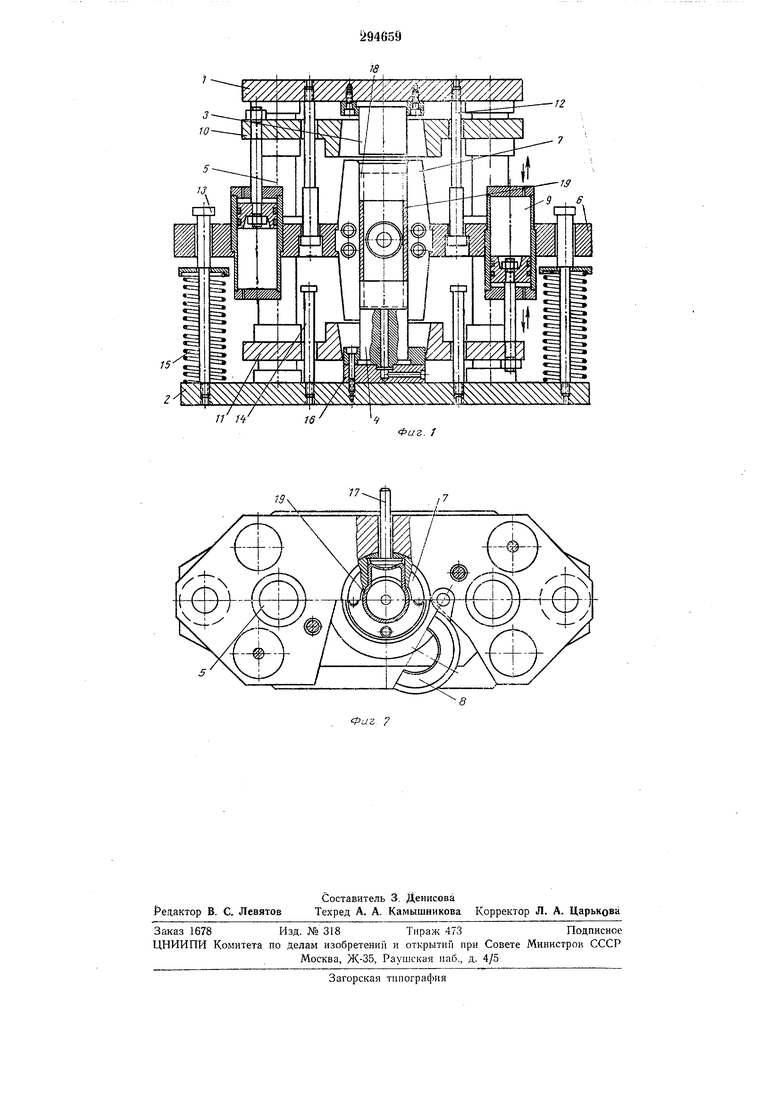
кальный разрез; на фиг. 2 - то же, вид в плане.
Устройство состоит из верхней / и нижней 2 плит, на которых укреплены соответственно верхний 3 и нижний 4 пуансоны. Илиты связаны между собой колонками 5, по которым перемещается промежуточная плита 6. На промежуточной плите жестко закреплена матрица 7 и шарнирно - матрица S, которые
в сомкнутом положении образуют полость ручья, соответствующую форме изготовляемой детали. На промежуточной плите установлен также механизм (пневматические или гидравлические цилиндры 9} привода конусов /О,
//, с помощью которого осуществляется запирание матриц 7, S, предохраняющее их от раскрытия под нагрузкой, создаваемой при щтамповке. Угол конусности конусов 10 vi 11 выбирается в пределах угла самоторможения. Это
обеспечивает удержание матриц 7, 8 конусами 10, 11 в закрытом положении без применения силовых цилиндров больщого усилия.
В верхней плите установлены шпильки 12 с буртами. Эти шпильки проходят через верхПИЙ конус 10 и промежуточную плиту 6 и ограничивают удаление конуса 10 и промежуточной плиты 6 от верхней плиты.
ну с 11. Эти шпильки с помощью буртов также ограничивают удаление промежуточной плиты 6 нижнего конуса от нижней плиты.
Устройство снабжено двумя пружинами 15, установленными на шпильках 13 в предварительно сжатом состоянии. В подпятнике 16 нижнего пуансона 4 и в самом пуансоне выполнены отверстия для подвода наполняюш,ей жидкости и соединения внутренней полости зйготовки с устройством (на чертежах не показано), обеспечивающим создание высокого давления жидкости. Для удаления отштампованной поковки из матрицы предусмотрен выталкиватель 17.
Устройство работает следующим образом.
На нижний пуансон 4 устанавливают заготовку 18. Шарнирно укрепленная матрица 8 поворачивается в рабочее положение. Включением цилиндров 9 производят запирание матриц 7, 8 конусами 10, 11. Затем внутреннюю полость заготовки заполняют жидкостью через отверстие в нижнем пуансоне, и осуществляется ход ползуна пресса вниз.
При опускании верхней плиты / опускается также и промежуточная плита 6 до тех пор, пока она не ляжет на пружины 15, усилие предварительного сжатия которых больше веса промежуточной плиты и установленных на ней матриц 7, 8, цилиндров. 9 и конусов 10, 11.
Дальнейшее опускание промежуточной плиты 6 происходит после того, как верхний пуансон 3 опустится на заготовку 18 и начнет ее осаживать. Такой фиксацией промежуточной плиты 6 перед началом деформации достигается центровка заготовки 18 по длине в матрицах.
С началом деформирования заготовки верхним и нижним пуансонами 5 и 4 с одновременным образованием ответвления блок матриц, установленный на промежуточной плите, начинает опускаться, так как усилие пружин 15 значительно меньше сил контакта между заготовкой и матрицами. Скорость перемещения блока матриц при этом равна (или примерно равна) половине скорости ползуна пресса.
С началом обратного хода ползуна пресса цилиндры 9 переключают, однако вследствие их небольшого усилия раскрытия конусов при этом не происходит. Оно достигается в конце обратного хода с помощью шпилек 12-14 за счет усилия обратного хода. При этом конусы 10, 11 снимаются с блока матриц шпильками 12, 14. При подъеме верхней плиты 1 происходит подъем верхнего конуса 10 после того, как бурты меньшего диаметра шпильки 12 упрутся в него. Вместе с конусом 10 поднимается блок матриц 7, 5 с нижним конусом, а также промежуточная плита 6, на которой установлен блок. В процессе подъема выбираются зазоры между буртами шпилек 14 и нижнего конуса, после чего при дальнейшем
движении ползуна пресса вверх шпильки снимают конусы с блока матриц. Если съем конусов происходит неодновременно, то он будет завершен в конце обратного хода ползуна пресса. Так, если неснятым окажется нижний
конус, то он будет снят шпильками 14 усилием, передаваемым блоку матриц через промежуточную плиту верхними шпильками 12, когда будут выбраны зазоры между их буртами большего диаметра и промежуточной плитой.
Если неснятым останется верхний конус 10, то он будет снят в конце обратного хода пресса, когда верхние шпильки 12 поднимут верхний конус 10 с блоком матриц и промежуточной плитой до такого положения, при котором выберутся зазоры между буртами шпилек 13 и промежуточной плитой.
После снятия конусов с блока матриц с помощью шпилек дальнейшее раскрытие конусов осуществляется механизмом привода последних. После этого откидывается шарнирно укрепленная матрица 8, и поковка 19 удаляется с помощью выталкивателя 17.
Предмет изобретения
Устройство для изготовления полых деталей с ответвлениями, например тройников, из трубных заготовок, содержащее соединенные между собой верхнюю и нижнюю плиты со
смонтированными в них пуансонами, располеженную между указанными плитами промежуточную плиту с блоком матриц, и механизм запирания матриц в виде приводных конусов, отличающееся тем, что, с целью возможности
установки его на пресс простого действия, привод конусов выполнен в виде самостоятельных цилиндров, расположенных в промежуточной плите, и снабжен устройством для ограничения перемещения конусов, выполненном, например, в виде шпилек с буртами, установленных в верхней и нижней плитах, при этом угол конусности каждого конуса меньше предельного угла самоторможения.
12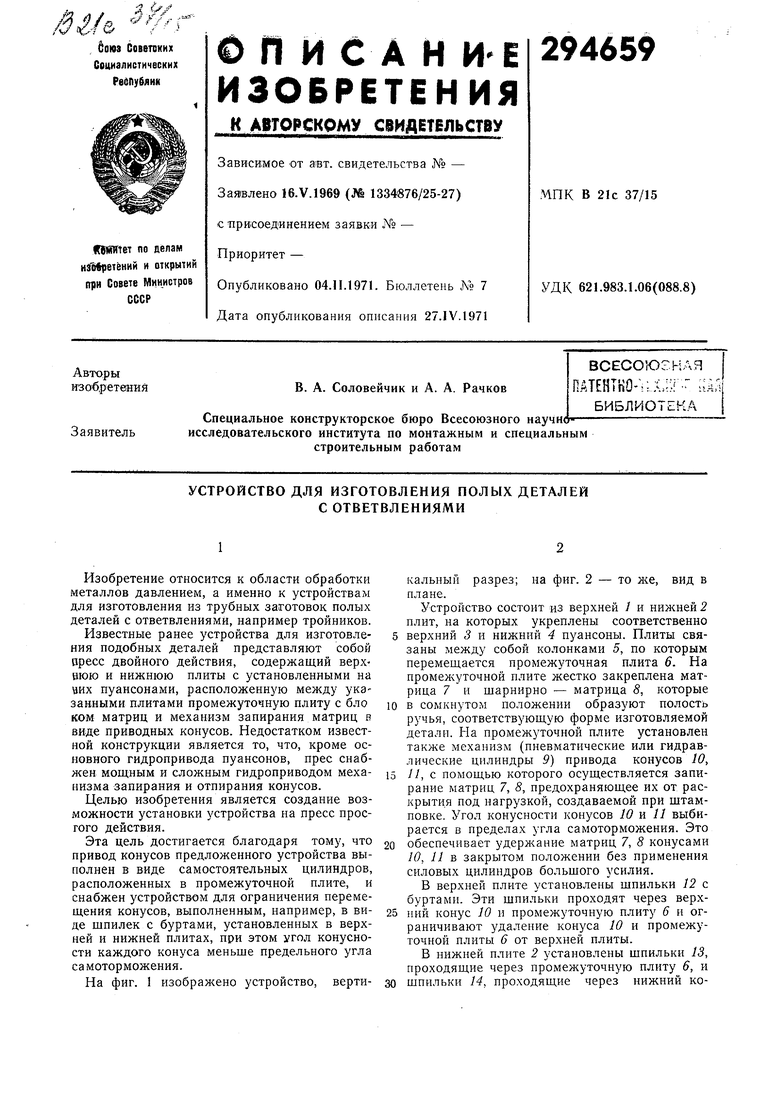
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| ПАТЕНТНО- ТЕХНИЧЕСКАЯ КИКЛИПТЕКА10 | 1969 |
|
SU247759A1 |
| Штамп для закрытой объемной штамповки | 1985 |
|
SU1230737A1 |
| Устройство для раздачи трубных заготовок | 1984 |
|
SU1292878A1 |
| ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ | 2003 |
|
RU2240233C1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021067C1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Штамп для изготовления гофрированных листов | 1987 |
|
SU1447475A1 |