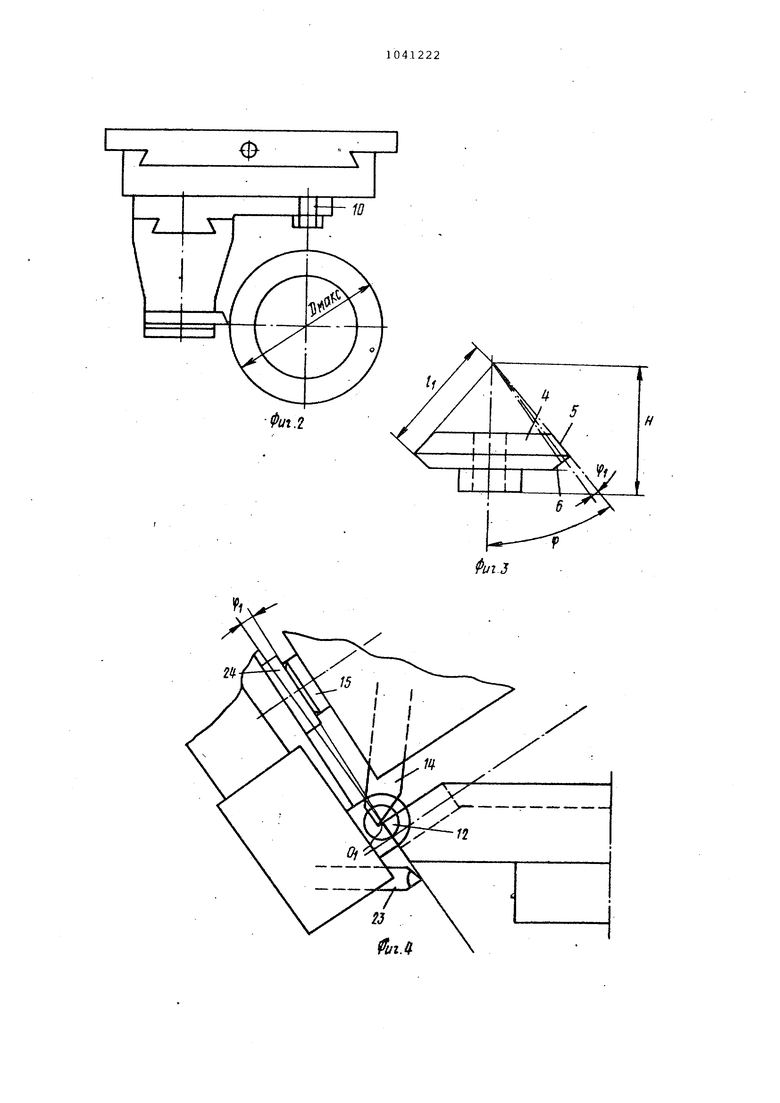
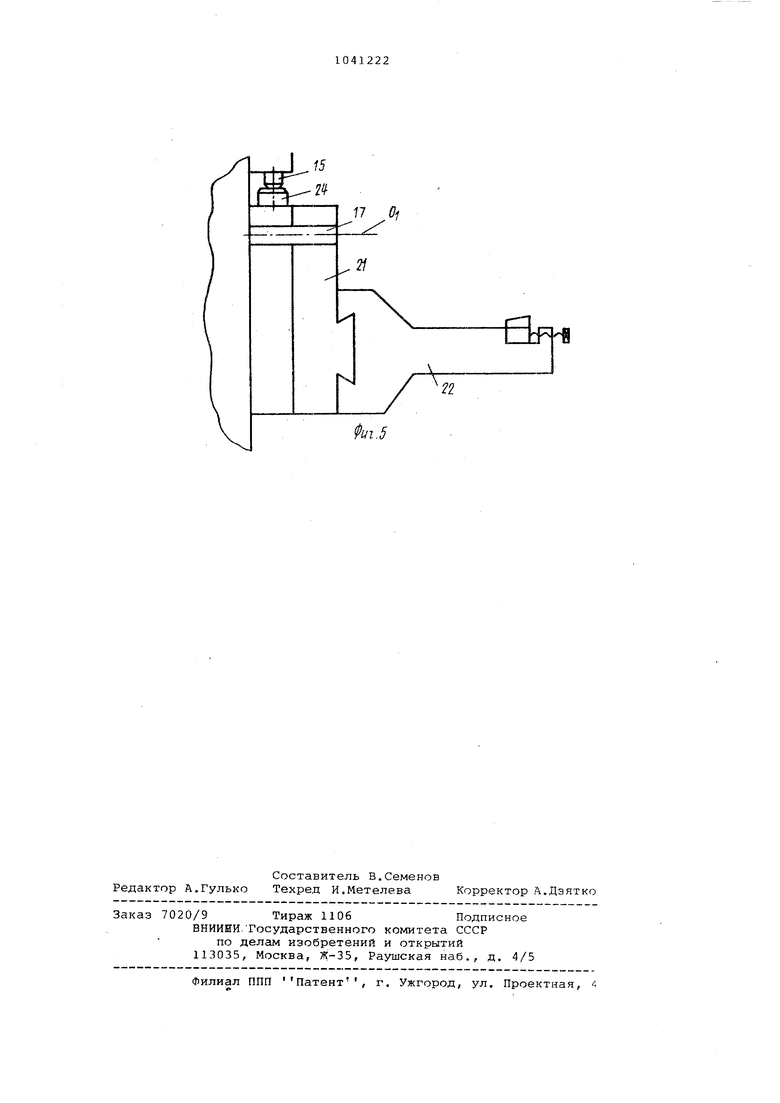
Изобретение относится к станкостроению. Известен станок для обработки конических поверхностей, содержащий шпиндель, станину с направляющими, на которых установлен с возможностью перемещения продольны суппорт с двумя резцедержателями 1 . +1едостатком известного станка является относительная сложность его настройки на обработку прямого и обратного конусов. Целью изобретения является упро щение настройки станка. Для достижения поставленной цели станок, для обработки конических поверхностей, содержащий шпиндель, станину с направляющими, на которы установлен с возможностью перемеще ния продольный суппорт с двумя рез цедевжателями, снабжен закрепленны на суппорте пальцем, ось которого пересекается с осью шпинделя, и траверсой с направляющими, причем траверса снабжена установленной на направляющих плитой с закрепленным на ней дополнительным пальцем, при этом один из резцедержателей устан лен с возможностью перемеще.ния на траверсе, а другой - с возможность поворота на плите. На фиг.1 схематично изображен предлагаемый станок; на фиг.2 - ре цедержатель для обработки прямого конуса, вид сверху; на фиг.З - эскиз обрабатываемой детали,- на фиг. схема расположения резцов в конце обработки; на фиг.5 - резцедержатель для обработки обратного конус вид сверху. I . Станок содержит станину 1 (фиг. на которой установлен привод (не показан) для шпинделя 2 с приспособлением 3 для установки и закрепления детали 4 с прямьтм. 5 и об ратным б конусами. На станине 1 вы полнены также направляющие 7 парал лельно оси шпинделя 2, на которых установлен с возможностью возвратно-поступательного перемещения посредством винта 8, закрепленного н станине, суппорт 9. На суппорте 9 смонтирован палец 10, ось О которо го пересекается с осью шпинделя 2 и устанавливается винтом 8 в вершину прямого конуса 5 обрабатываемой детали 4. На пальце 10 с возможностью вращения закреплена траверса 11 с направляющими 12 для п ремещения резцедержателя 13 с резцом 14 и упором 15 и плиты 16 с до полнительным пальцем 17, имеющим ось 0, причем прямая, проходящая через оси О пальца 10 и 0 пальца параллельна направляющим 12. Для перемещения плиты 16 на траверсе 1 смонтирован винт 18. ,Цля поворота траверсы )1 на ней закреплена шестерня 19, сцепленная с сектором 20, coeдинeнны неподвижно с суппортом 9. На плите 16 установлены дополнительные направляющие 21, взаимодействующие с пальцем 17, для перемещения резцедержателя 22 с резцом 23, а также упор 24 для ограничения хода резцедержателя 13. Вершина резца 23 проходит через ось О пальца 17. Станок работает следующим образом. Деталь 4, закрепленная на приспособлении 3 шпинделя 2, начинает вра1Цс1ться„ Одновременно гидроприводами резцедержатели 12 vi 22 пере-, метаются по направляющим 12 и 21. Резцы 14 и 23 производят обработку прямого 5 и обратного 6 конусов детали. При этом окончание обработки определяется для резцедержателя 13 касанием упора 15 с упором 24, а для резцедержателя 22 упором (не показан) на направляющих 21. После окончания обработки резцедержа- тели 13 и 22 от детали отводятся в исходное положение и после смены детали цикл повторяется. Наладка станка производится следующим образом. Ось О пальца 10 устанавливается в верш1-1ну прямого конуса 5 обрабатываемой детали 4. С помощью винта 8 перемещают суппорт 9 по направляющим 7 станины 1, вьщерживая размер Н (фиг.1 и 3). Вращением шестерни 19 по сектору 20 поворачивают траверсу 11 на угол Чфиг. и 3) . Винтом 18 перемещается плита 16 до установки ограничителя -на размер 2 (фиг.1 и 3). Направляющие 21 поворачиваются на пальце 17 на дополнительный угол Ч . (фиг.1 и 3} для проточки обратного конуса 6. Резцы 14 и 23 устанавливаются во всех случаях на один и тот же размер,чтобы вершины их проходили через центр О| пальца 17. В результате наладки ось О пальца 17 устанавливается в точку пересечения образующих прямого и обратного конусов в плоскости резания. Так как вершины резцов 14 и 23 прюходят через ось О параллельно соответственно направляющим 12 и 21, установленным заранее параллельно образующим конусов детали, то резцы при своем движении обрабатывают пpямой и обратный конусы. Наличие на каретках пальцев, ось одного из которых устанавливается в вершину конуса обрабатываемой детали, а ось другого пальца является вершич ной установки резца обратного конуса,дает возможность использовать при настройке станка размеры чертежа обрабатываемой детали без их пересчета.За счет улучшения условий настройки повышается производительность станка.
17 Of
QfH
22
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки конических поверхностей | 1983 |
|
SU1106586A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016704C1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРЕИМУЩЕСТВЕННО ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ КРУГЛЫХ ДЕТАЛЕЙ | 2006 |
|
RU2316415C1 |
| Токарный станок | 1980 |
|
SU973241A1 |
| Токарный станок | 1983 |
|
SU1119779A2 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
| Устройство для обработки детелей сложной формы | 1974 |
|
SU490573A2 |
| Токарный станок | 1982 |
|
SU1085676A1 |
СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ, содержащий шпиндель, станину с направляющими, на которых установлен с возможностью перемещения продольный суппорт с двумя резцедержателями, отличающийся тем, что, с целью упрощения настройки, станок снабжен закрепленньгм на суппорте пальцем, ось которого пересекается с осью шпинделя, и траверсой с направляющими, причем траверса снабжена установленной на направляющих плитой с закрепленным на ней дополнительным пальцем, при этом один из резцедержателей установлен с возможностью перемещения на траверсе, а другой с возможностью поворота на плите. (Л ьо ю IC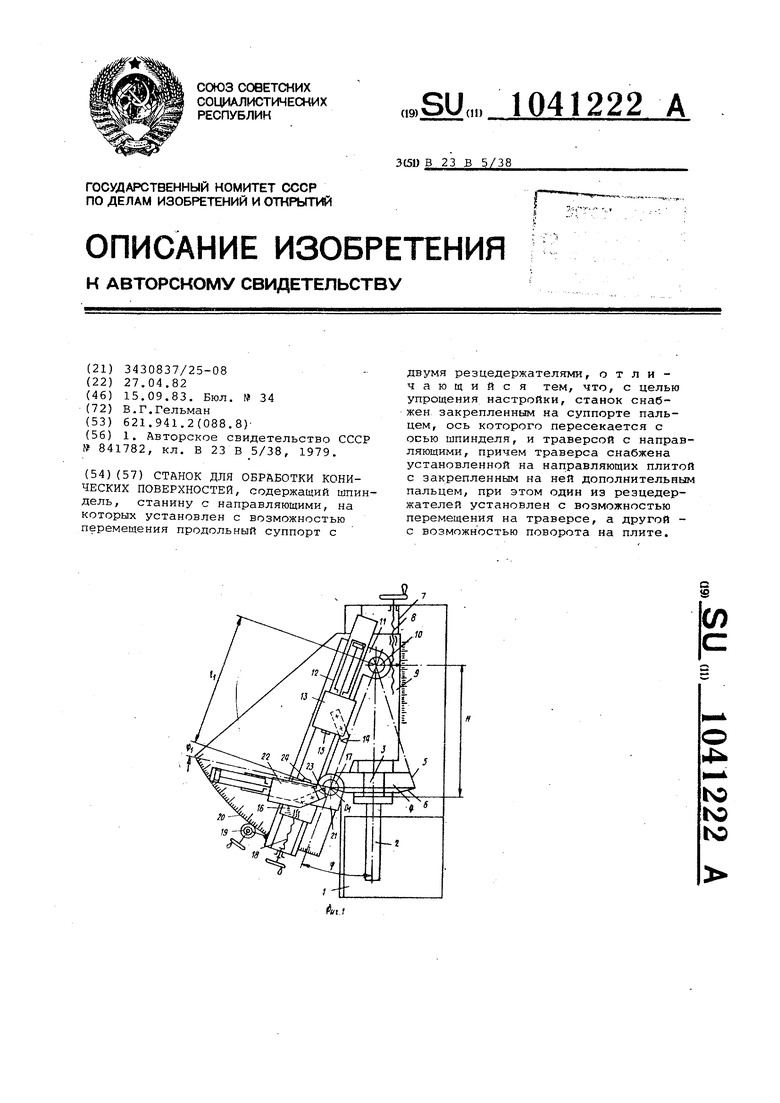
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки коническихпОВЕРХНОСТЕй | 1979 |
|
SU841782A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
