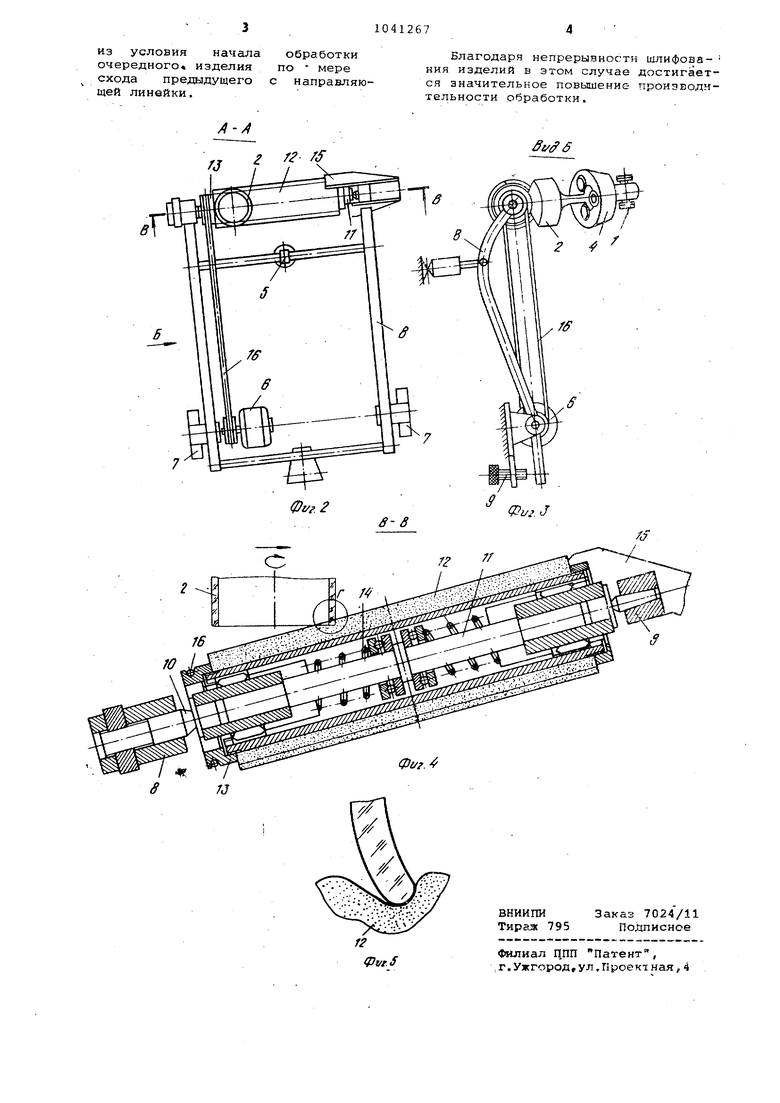
Изобретение относится к производству цилиндрических изделий с по лоетью, например фужеров, стаканов и т.п. Известно устройство для шлифования кольцевой торцовой поверхности цилиндрических изделий с полостью, содержащее вращающийся патрон для закрепления обрабатываемого изделия подвижную шлифовальную головку, выполненную в виде поворотной рамы, шпиндель которой связан с приводом вращения, и механизм перемещения го ловки на врезание с постоянным усилием l . . Однако это устройство обладает ограниченной производительностью . из-за отсутствия средств для автома тической подачи изделий в зону обра ботки . Известно также устройство длл .шлифования кольцевой торцовой поверхности цилиндрических изделий с полостью, содержащее связанный с приводом перемещения продольный кон вейер, на котором установлены вращеиощиеся патроны для закрепления обрабатываемых изделий, подвижную шлифовальную головку, шпиндель кото рой связан с приводом вращения, и механизм перемещения головки на вре зание с постоянным усилием, выполне ный в виде гидроцилиндра 2 . Данное устройство также обладает ограниченной производительностью из-за прерывистости обработки. Целью изобретения является повышение производительности обработки путем непрерывного шлифования изделий червячным кругом. Цельдостигается тем,что в устро стве для шлифования кольцевой торцо вой поверхности изделий с полостью, содержащем связанный с приводом перемещения продольный конвейер, на котором установлены вращающиеся пат роны для закрепления обрабатываемых изделий, подвижную шлифовальную головку, шпиндель которой связан с приводом вращения, и механизм перемещения головки на врезание с посТОЯНН1ЛМ усилием, шпиндель головки рйсположен вдоль конвейера под остр углом к направлению его движения, установлен с возможностью перемещения в осевом направлении и снабжен возвратными пружинс1ми, при этом при вод перемещения конвейера выполнен с непрерывно движущимся выходным эвеном. Устройство может быть снабжено направляющей линейкой установленно паргллельно шпинделю на шлифовально головке. На фиг.1 изображено предлагаемое устройство общий вид; на фиг.2 разрез А-А иа фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4 - конструкция шпинделя; на фиг.З - схема обрг1ботки участка кольцевой торцовой пов€;рхности изделия (место Г на фиг.4). Устройство содержит продольный конвейер 1 для перемещения изделий 2, движущийся относительно основания 3. Изделия 2 закреплены во вращающихся патронах 4. На основании 3 шарнирно установлен силовой цилиндр 5, привод вращения б и опоры 7 шлифовальной головки 8, выполненной, например в виде рамы (фиг.2). Шлифовальная головка 8 соединена с цилиндром 5, служащим в качестве механизма перемещения головки на врезание с постоянным усилием. На основании 3 может быть закреплен также регулируемый упор 9, ограничивающий перемещение головки В. В центрах 10 головки 8 на оси 11 смонтирован с возможностью осевого перемещения несущий червячный шлифовальный круг 12 шпиндель 13. Для удержания шпинделя 13В среднем положении служат возвратные п1Ьужины 14. На шлифоваль1ной головке 8 может быть установлена направляющая линейка 15. Шпиндель 13 связан с приводом вращения 6, например, ремнем 16 о Скорость (v) конвейера 1 пропорциональна частоте (w) вращения шпинделя 13 и может быть определена по зависимости V Wt COS oi где t - шаг червячного шлифоваль; . НОГО КРУга об - угол наклона оси шпинделя 13 к направлению движения конвейеров 1. Устройство работает следуюш,им образом. При приближении к червячному КРУгу 12 изделие 2 входит торцовой поверхностью в винтовую канавку круга и подвергается обработке за счет вращения патрона 4. При этом, если имеет место неполное соответствие скорости перемещения конвейера 1 и частоты вращения шпинделя 13 или имеет место бой изделия, шпиндель смещается на необходимую величину в осевом направлении. По окончании обработки изделие 2 переходит своим торцом на направляющую линейку 15. При этом шпиндель под действием одной из возвратных пружин 14 перемещается в исходное положение. Профиль направляющей тинейки 15 должен быть таким, чтобы обеспечивс1лось плавное перемещение шлйфовеитьной головки до упора 9. расположения патронов 4 на конвейере 1 целесообразно выбирать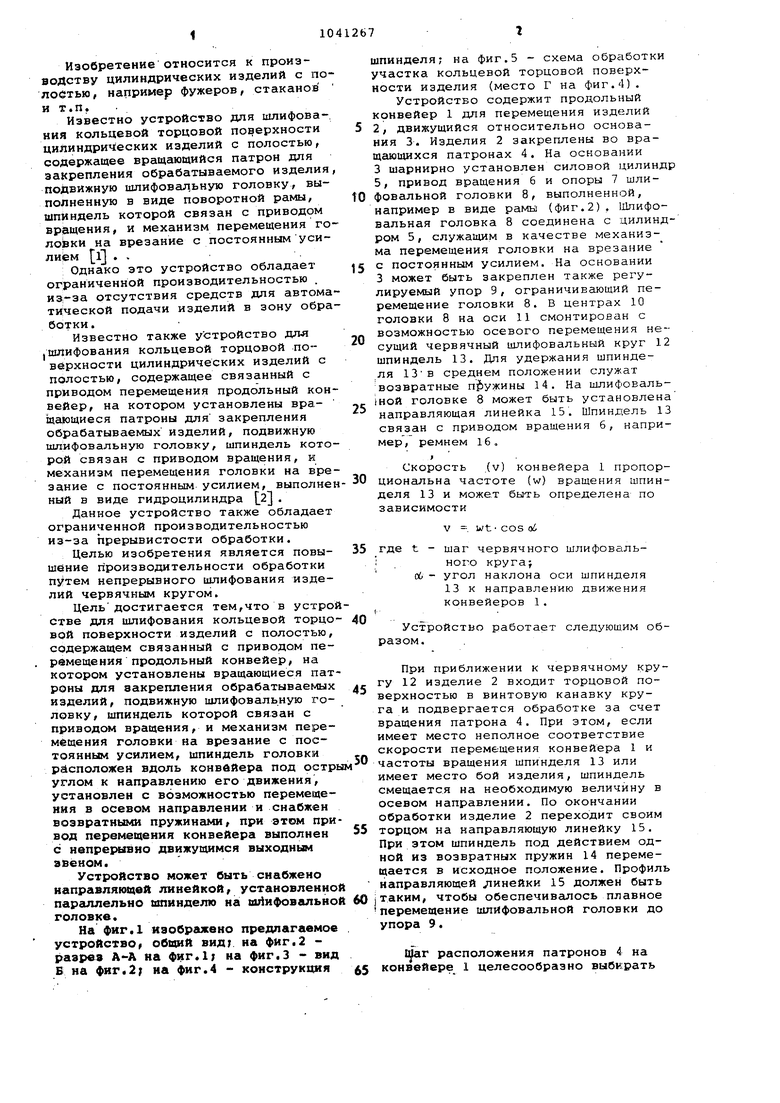
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Устройство для определения динамических характеристик абразивного инструмента | 1982 |
|
SU1146179A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| Способ шлифования зубчатых колес и станок для его осуществления | 1978 |
|
SU880244A3 |
| Зубошлифовальный станок для конических колес с круговыми зубьями | 1974 |
|
SU518287A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ШЛИФОВАНИЯ СПИРАЛЬНОГО ПАЗА НА ТОРЦЕ ДИСКА | 1971 |
|
SU312741A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
1. УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОЛЬЦЕВОЙ ТОРЦОВОЙ ПОВЕРХНОСТИ ИЗДЕЛИЙ С ПОЛОСТЬЮ, содержащее связанный с приводом перемещения продольный конвейер, на котором установлены вращающиеся патроны для закрепления обрабатываемых изделий, подвижную шлифовальную головку,шпиндель которой связан с приводом вращения, и механизм перемещения головки на врезание с постоянным усилием, отличающееся тем, что, с целью повышения производительности обработки путем непрерывного шляфования изделий червячным кругом, шпиндель головки расположен вдоль конвейера под острым углом к направлению его движения, установлен с возможностью перемещения в осевом направлении и снабжен возвратными пружинами, при этом привод перемещения конвейера выполнен с непрерывно движущимся выходнЕлм звеном. 2. Устройство по п. 1, отличающееся тем, что оно снабжено направляющей линейкой, установленной параллельно шпинделю на шлифовальной головке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для шлифования торцовой поверхности резьбовых трубных муфт | 1960 |
|
SU138500A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
