ьо
ор ел
СХ) 11 Изобретение отнсюится к обработке магериапоБ давпет1ем, в частности к обо рудованию дпя непрерывного изготовления фасонных аетапей из проволоки. Известен автомат дш изготовленияизделий, содержащий смонтированные на станине механкзм формообразования изделия, имеющий упоры для гибки крайних и средних частей заготовки, и гибочные роликИэ установленные с возможностью перемещения относительно формующшс упоров 113 Недостатком такого технического шешш являются его ограниченные технологические возможности. . Наибогюе близким к изобретению является автомат дпя изготовления изделий из проволоки, содержащий смонтированны на станине правильно-натяжной механизм, механизм формообразования изделия, со-. стоящий КЗ приводного шпшздегш, размещенной на нем внутренней -оправки, и размещенного-на задней бабке станины охватывающего внутреннюю оправку наружного профипьного контура, механизм резки, со- 25
стоящий из размещенной на внутренней оправке матрицы и смонтированного на профильном контуре отрезного пуансона, взашдодействующего с скрепленным на станине упором, и средство дпя обеспечения свободного схода изделий с правки 2 J. .
Недостатком известного технического решения являются eix ограниченные технологические возможности.
Целью изобретения является расширение технологических возможностей.
Указанная цель достигается тем, что автомат дпя изготовления изделий из проволоки, содержащий смонтированные на станине правильно-натяжной механизм, механизм формообразования изделия, состоящий из приводного шпинделя, размещенной на нем внутренней оправки и размещенного на задней станины охва- , тыв ющего внутреннюю оправку наружного
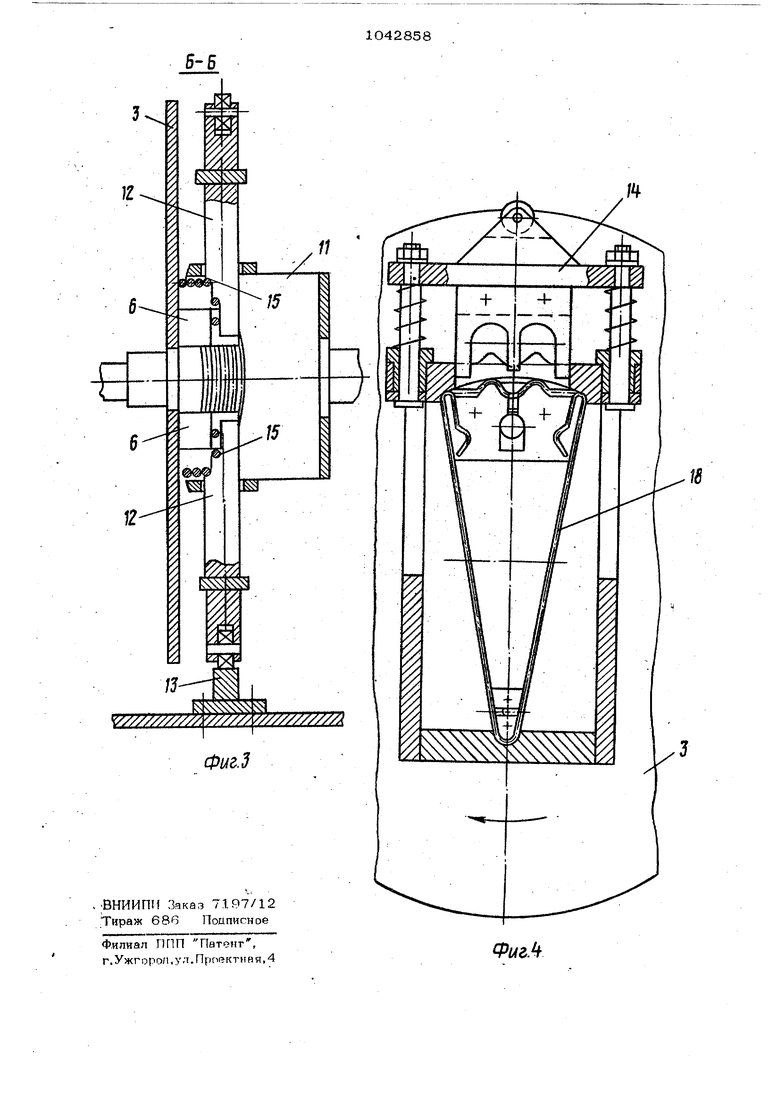
профильно1Х1 контура, мexaнизl l резки, состоящий из размещенной на внутренней оправке матрицы и смонтированного на профильном контуре отрезного пуансона, взаимодействующего с закрепленным на станине упором, и средство цпя обеспечен1ш свободного схода изделий с оправки, имеет планшайбу и гибочные штыри, а внутрешшя оправка механизма фэр гооб разования состоит го двух фор юобразующкх элементов, jnvieioinHx форму трапеции к закрепленных узкими сторонами один к другому, II ки5ханиэм резки имеет доформообразования, на планшайбе 3 установлена внутренняя оправка 5, имеющая противоположные один к другому формообразующие элементы, имеющие форму трапеции и соответствующие внутренней форме и размерам детали в двух плоскостях первому переходу, матрицы б, по форме и размерам соответствующие внутреннему контуру детали на данном переходе, а для проталкивания движущейся по внутренней оправке 5 беспрерывной спирали проволоки на планшайбе 3 установлено средство для обеспечения свободного схода изделий с оправки, имеющее подпружиненные толкатели 7, взаимооёйствующие с неподвижным упором 8 станины 1. На задней бабке 9 установлен на подшипниках 10 качения наружный профильиый контур 11, по форме и размерам
И подпружиненные дополнительные пуансоны 12 механизма резки, взаимодействующие при вращении ппашиайбы 3 с неподвижным упором 13, расположенным на станине 1 автомата.
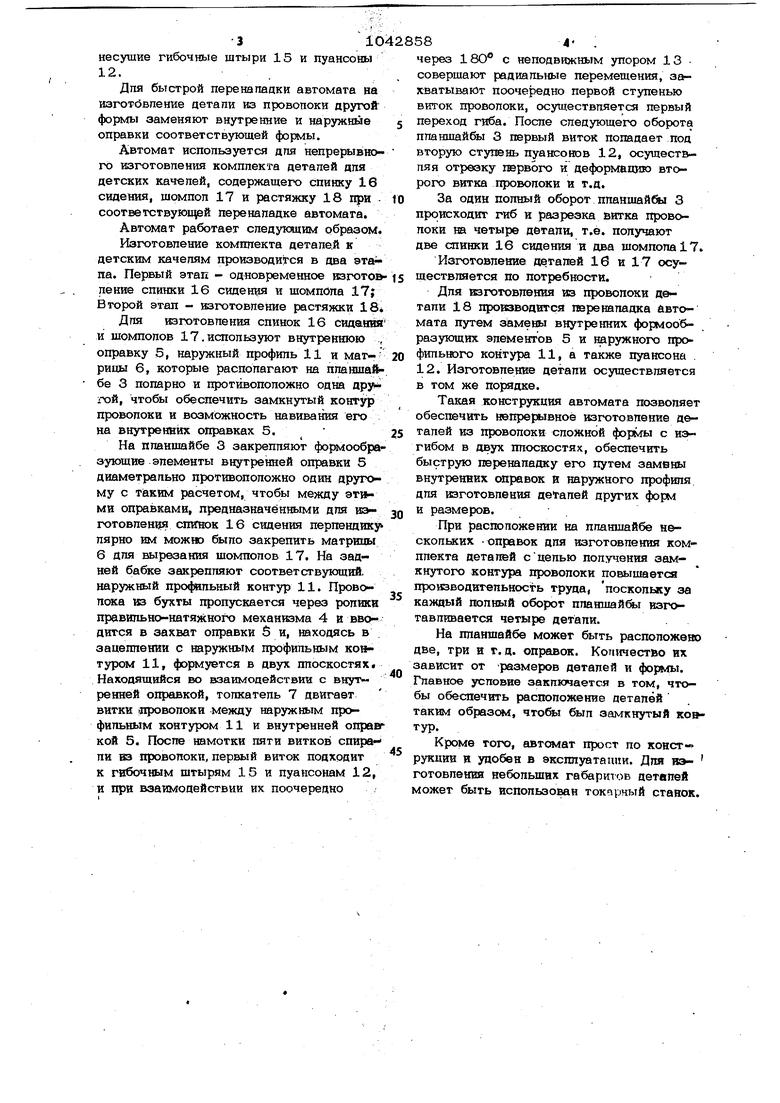
Пуансоны 12 выполнены ступенчатыми, каждая ступень которого соответствует одному из переходов формообразования .и обрезки, и установлены на наружном профильном контуре 11 в плоскости, перрендикулярнрй установленным матрипаь 6 и внутренней оправке 5. Имеются два диаметрально расположенных ползуна .14, 58 полнительные пуансрны и матрицы, при этом матрицы смонтированы между формообразующими элементами, а наружный профильный контур имеет два диаметрально расположенных подпружиненных ползуна, на которых попарно закреплены г бочные штыри и отрезные пуансоны, имеющие ступени по числу переходов фЬрмообразования, причем средство дпя обеспечения свободного схода изделий с оправки размещено на планшайбе. На фиг. 1 изображено устройство, разрез; т. фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - установка изготавливаемой детали. Автомат для непрерывного изготовления изделий из проволоки содержит станину 1, на которой размещены механизм 20 привода шпинделя 2 с установленной на нем планшайбой 3. Для непрерывного изготовления дета-, лей.из проволоки, проходящей через : правильно-натяжной механизм 4 и навиваемой в виде спирали, служит механизм соответствующий первому переходу изготовле ния деталей по наружному контуру. несущие гибочные штыри 15 и пуансоны 12. Для быстрой перенапааки автомата ва изготбвпение детапи из провопоки другой формы заменяют внутренние и наружные оправки соответствующей форыы. Автомат используется дпя непрерывного изготовления комплекта деталей для детских кач-елей, содержащего спинку 16 сидения, шомпол 17 и растяжку 18 при соответствующей переналадке автомата. Автомат работает следующим образом. Изготовление комплекта детале.Й к детским качелям производится в два этапа. Первый этап - одновременное взгото пение спинки 16 сидещга и шомпола 17; Второй этап - изготовление растяжки 18 Для изготовления спинок 16 сидания и шомполов 17. используют внутреннюю ., оправку 5, наружный профиль 11 и матрицы 6, которые располагают на планша бе 3 попарно и противоположно одна , чтобы обеспечить замкнутый контур проволоки и возможность навивания его на внутренних оправках 5. На планшайбе 3 закрепляют формообра зующие элементы внутренней оправки 5 диаметрально противоположно один другому с расчетом, чтобы между этин ми оправками, предназначенными для i готовленим сшгнок 16 сидения перпендику лярно им можво было закрепить матрицы 6 для вырезания шомполов 17. На задней бабке закрепляют соответствующий, наружный профильный контур 11. Проволока из бухты пропускается через ролики правильно-натяжногх) механизма 4 и вводится в захват оправки S и, находясь в зацеплении с наружным профильным контуром 11, формуется в двух плоскостях. Находящийся во взаимодействии с внутренней оправкой, толкатель 7 двигает витки проволоки между наружным профильным контуром 11 и внутренней оправ кой 5. После намотки пяти витков спирали нз проволоки, первый виток подходит к гибочным штырям 15 и пуансонам 12, и при взаимодействии их поочередно через 1 ВО с неподвижным упором 13 совершают радиальные перемещения, захватывают поочередно первой ступенью виток проволоки, осуществляется первый переход гиба. После следующего оборота планшайбы 3 первый виток попадает под вторую ступень пуансоиов 12, осуществляя отрезку первого и деформацию второго витка проволоки и т.д. За один полный оборот планшаййл 3 происходит гиб и разрезка витка проволоки на четыре детали, т.е. получают две спинки 16 сидения и два шомпола 17. Изготовлет1е деталей 16 и 17 осуществляется по потребности. Для взготовлетш из провопоки детали 18 производится переналадка автомата путем замены внутренних формообразующих элементов 5 и наружного профильного контура 11, а также пуансона . 12. Изготовление детали осуществляется в том же порядке. Такая конструкция автомата позволяет обеспечить непрерывное изготовление деталей из проволоки сложной с иэгибом в двух плоскостях, обеспечить быструю переналадку его путем замены внутренних оправок и наружного профиля для гоготовления деталей других форм и размеров. При расположении на планшайбе нескольких -оправок для изготовления комплекта деталей с целью получения замкнутого контура проволоки повышается производительность труда, поскольку за каждый полный оборот плашшй& 1 изготавливается четыре детали. На планшайбе может быть расположено две, три и т.д. оправок. Котшчестьо их зависит от размеров деталей и формы. Главное условие заключается в том, чтобы обеспечить расположение деталей таким образе, чтобы был замкнутый контур. Кроме того, автомат прост по конструкции и удобен в эксплуатации. Дпя вэготовления небольших габаритов деталей может быть использован токчрный ставок.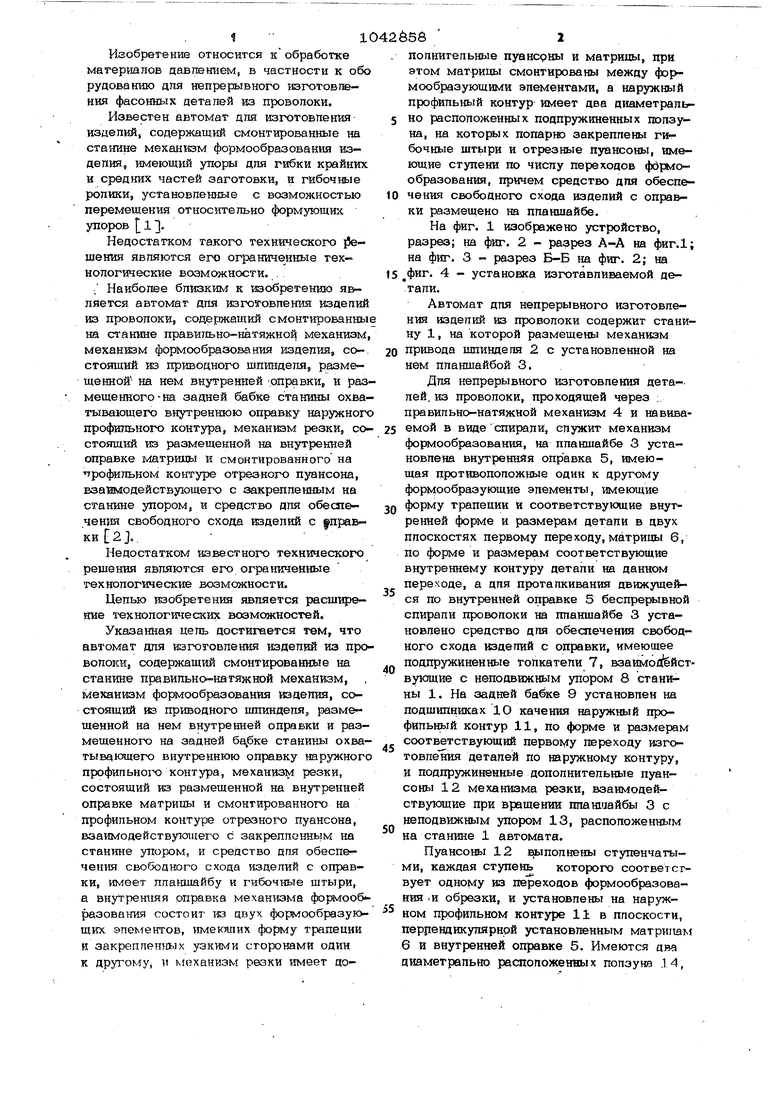
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки | 1984 |
|
SU1222374A2 |
| Устройство для изготовления из проволоки фигурных пружинных деталей | 1989 |
|
SU1688964A1 |
| Гибочно-отрезной автомат для изготовления проволочных деталей | 1984 |
|
SU1232346A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1981 |
|
SU1042860A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ГИБКИ ПРОВОЛОЧНЫХДЕТАЛЕЙ | 1972 |
|
SU433944A1 |
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Автомат для навивки пружин с фигурными концами | 1983 |
|
SU1125083A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1971 |
|
SU311690A1 |
АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, содер Жаший смонтированные на станийа правильно-натяжной механизм, мехав
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления изделий замкнутой формы,типа хомутов | 1977 |
|
SU742008A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КОЛЕЦ ИЗ ПРОВОЛОКИ | 1971 |
|
SU411947A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
