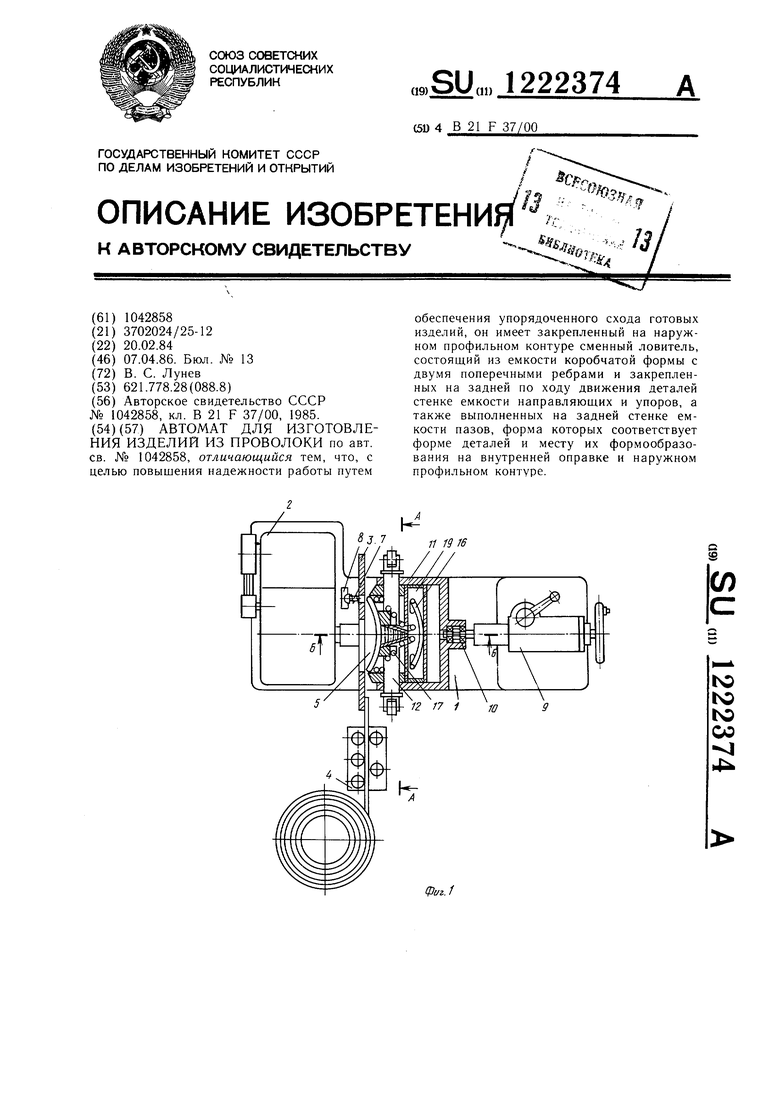
Изобретение относится к обработке материалов давлением, в частности к оборудованию для непрерывного изготовления фасонных деталей из проволоки, и является усовершенствованием известного устройства по авт. св. № 1042858.
Цель изобретения - повышение надежности работы устройства путем обеспечения упорядоченного схода готовых изделий.
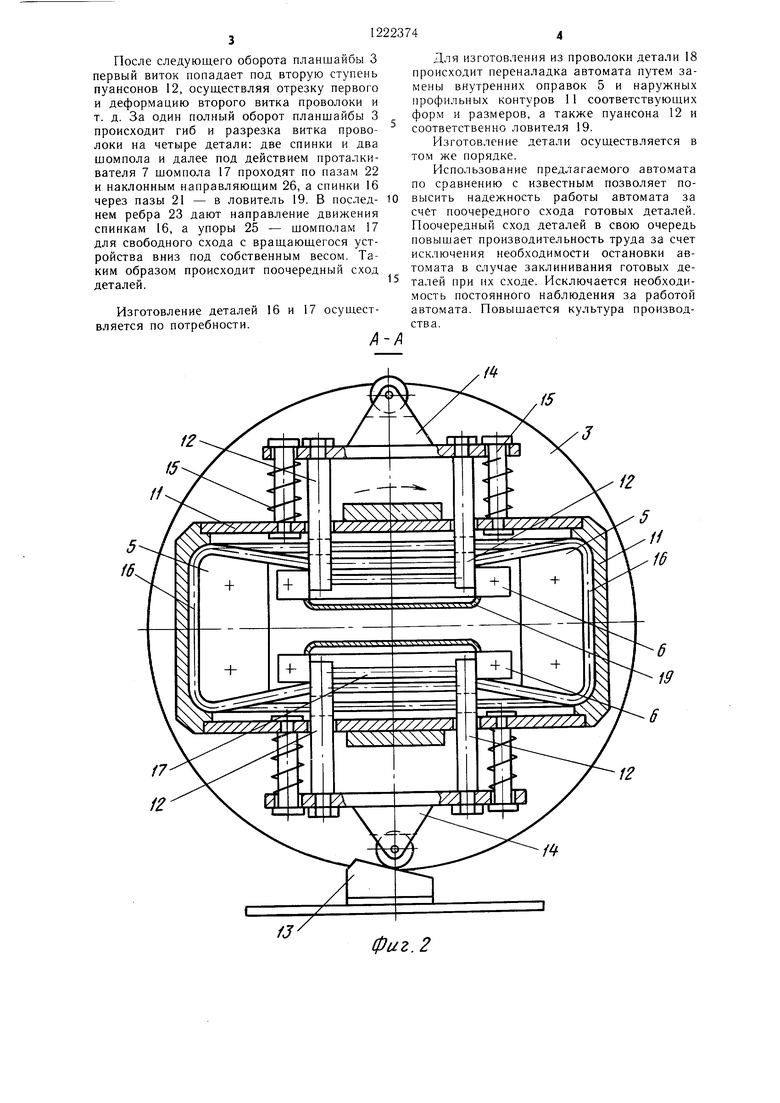
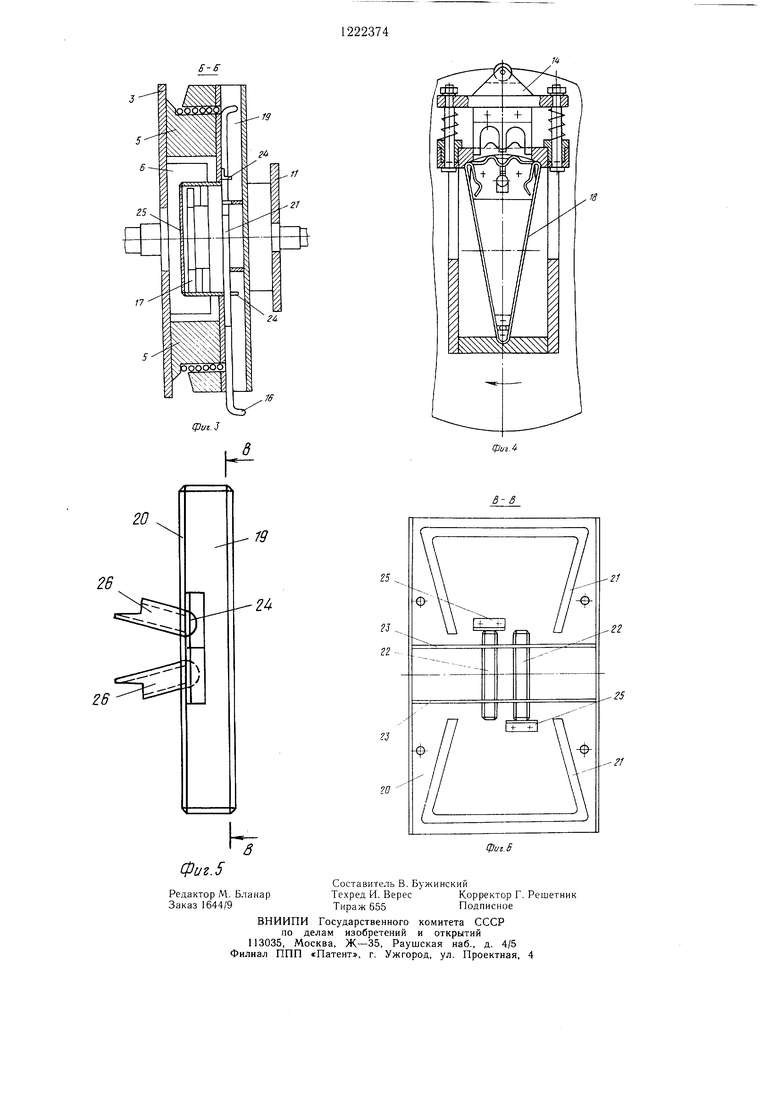
На фиг. 1 изображено устройство, раз- рез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - установка изготавливаемой детали на планшайбе; на фиг. 5 - устройство ловителя; на фиг. 6 - разрез В-В на фиг. 5.
Автомат для непрерывного изготовления изделий из приволоки содержит станину 1, на которой размещены механизм привода шпинделя 2 с установленной на нем планшайбой 3.
ный в виде коробки, на одной стенке 20 которой размеш,ены пазы, соответствующие форме и размерам изготавливаемых деталей 16-18, размещенные соответственно их размещению на наружном профильном контуре 11 и матрицах 6, т. е. пазы 21 под детали 16 (спинки сидения качели) расположены попарно противоположно друг к другу, а пазы 22 под детали 17 (щомполы) расположены между деталями 16. Для исключения заклинивания деталей внутри ловителя 19 и последовательного их схода под собственным весом в последнем установлены ребра 23, имеющие на торцах со стороны, примыкающей к стенке 20 с пазами 21, ложементы 24 под детали 17 { шомполы). Чтобы шомполы имели направленный сход внутри, т.е. один щомпол должен сходить в одну сторону, а другой в другую, на стенке 20 против пазов 22 для шомполов установлены упоры 25. Для направленного схоДля непрерывного изготовления изде- 20 щомполов 17 с матриц 6 на стенке 20
ловителя 19 против пазов 21 установлены наклонные направляющие .
ЛИИ из проволоки, проходящей через правильно-натяжной механизм 4 и навиваемой в виде спирали, на планшайбе 3 установлена фасонная оправка 5, имеющая противоположные один к другому формообразующие элементы, имеющие форму тра- 25 пеции и соответствующие внутренней форме и размерам детали в двух плоскостях на Первом переходе матрицы 6, по форме и размерам соответствующие внутреннему контуру детали на данном переходе, а для ро- талкивания движущейся по внутренней оправке 5 беспрерывной спирали проволоки на планшайбе 3 установлено средство для обеспечения свободного схода изделий с оправки, имеющее подпружиненные толкатели
ловителя 19 против пазов 21 установлены наклонные направляющие .
Автомат работает следующим образом.
Изготовление комплекта деталей к детским качелям производится в два этапа: первый этап - одновременное изготовление спинок сидения и щомполов (комплектно на изделие идет одна спинка и один шомпол), второй этап - изготовление растяжки 18.
Для изготовления спинок сидения и щомполов используют соответствуюолие внутренние оправки 5, наружные профильные контуры 11 и матрицы 6 и располагают их на планшайбе 3 попарно и противоположно друг к другу, чтобы обеспечить замкну7, взаимодействующие с неподвижным упо- ,, тын контур проволоки и возможность навиром на станине 1. На задней бабке 9 установ- лены на подшипниках 10 качения наружный профильный контур 11, по форме и размерам соответствующий первому переходу изготовления деталей по наружному контуру,
и подпружиненные пуансоны 12 механизма 40 готовления спинок сидения 16, перпендику- резки, взаимодействующие при вращении лярно им можно было закрепить матрицы 6 планщайбы 3 с неподвижным упором 13, рас- для вырезания щомполов 17, на задней бабвания ее на внутренних оправках 5.
На планшайбе 3 закрепляют внутренние оправки 5 диаметрально противоположно одна другой с таким расчетом, чтобы между этими оправками, предназначенными для из45
положенным на станине 1 автомата.
Пуансоны 12 выполнены ступенчатыми, каждая ступень которого соответствует одному из переходов формообразования и обрезки, и установлены на наружном профильном контуре 11 в плоскости, перпендикулярной установленным матрицам 6 и внутренней оправке 5. Имеются также два диаметрально расположенные ползуна 14, не- JQ сущие гибочные щтыри 15 и пуансоны 12.
Предлагаемый автомат используется для непрерывного изготовления комплекта деталей для детских качелей, содержащего спинку сидения 16, шомпол 17 и растяжке закрепляют соответствующий наружный профильный контур 11. Проволока из бухты пропускается через ролики правильно-натяжного механизма 4, вводится в захват оправки 5 и, находясь в зацеплении с наружным профильным контуром 11, формуется в двух плоскостях. Находящийся во взаимодействии с внутренней оправкой 5 толкатель 7 двигает витки проволоки между наружным профильным контуром 11 и внутренней оправкой 5. Намотав четыре-щесть витков спирали из проволоки первый виток подходит к пуансонам 12, при взаимодействии их поочередно через 180° с неподку 18 при соответствующей переналадке ав-55 вижным упором 13 совершают радиальные
томата.перемещения, захватывают поочередно перНа наружном профильном контуре 1 1 ус-вой ступенью виток проволоки. Осуществлятановлен сменный ловитель 19, выполнен-ется первый переход гиба.
ный в виде коробки, на одной стенке 20 которой размеш,ены пазы, соответствующие форме и размерам изготавливаемых деталей 16-18, размещенные соответственно их размещению на наружном профильном контуре 11 и матрицах 6, т. е. пазы 21 под детали 16 (спинки сидения качели) расположены попарно противоположно друг к другу, а пазы 22 под детали 17 (щомполы) расположены между деталями 16. Для исключения заклинивания деталей внутри ловителя 19 и последовательного их схода под собственным весом в последнем установлены ребра 23, имеющие на торцах со стороны, примыкающей к стенке 20 с пазами 21, ложементы 24 под детали 17 { шомполы). Чтобы шомполы имели направленный сход внутри, т.е. один щомпол должен сходить в одну сторону, а другой в другую, на стенке 20 против пазов 22 для шомполов установлены упоры 25. Для направленного схо щомполов 17 с матриц 6 на стенке 20
щомполов 17 с матриц 6 на стенке 20
ловителя 19 против пазов 21 установлены наклонные направляющие .
Автомат работает следующим образом.
Изготовление комплекта деталей к детским качелям производится в два этапа: первый этап - одновременное изготовление спинок сидения и щомполов (комплектно на изделие идет одна спинка и один шомпол), второй этап - изготовление растяжки 18.
Для изготовления спинок сидения и щомполов используют соответствуюолие внутренние оправки 5, наружные профильные контуры 11 и матрицы 6 и располагают их на планшайбе 3 попарно и противоположно друг к другу, чтобы обеспечить замкнутын контур проволоки и возможность навиготовления спинок сидения 16, перпендику- лярно им можно было закрепить матрицы 6 для вырезания щомполов 17, на задней бабвания ее на внутренних оправках 5.
На планшайбе 3 закрепляют внутренние оправки 5 диаметрально противоположно одна другой с таким расчетом, чтобы между этими оправками, предназначенными для из
ке закрепляют соответствующий наружный профильный контур 11. Проволока из бухты пропускается через ролики правильно-натяжного механизма 4, вводится в захват оправки 5 и, находясь в зацеплении с наружным профильным контуром 11, формуется в двух плоскостях. Находящийся во взаимодействии с внутренней оправкой 5 толкатель 7 двигает витки проволоки между наружным профильным контуром 11 и внутренней оправкой 5. Намотав четыре-щесть витков спирали из проволоки первый виток подходит к пуансонам 12, при взаимодействии их поочередно через 180° с неподПосле следующего оборота планшайбы 3 первый виток попадает под вторую ступень пуансонов 12, осуществляя отрезку первого и деформацию второго витка проволоки и т. д. За один полный оборот планщайбы 3 происходит гиб и разрезка витка проволоки на четыре детали: две спинки и два шомпола и далее под действием проталки- вателя 7 щомпола 17 проходят по пазам 22 и наклонным направляющим 26, а спинки 16
Для изготовления из проволоки детали 18 происходит переналадка автомата путем замены внутренних оправок 5 и наружных профильных контуров 11 соответствующих форм и размеров, а также пуансона 12 и соответственно ловителя 19.
Изготовление детали осуществляется в том же порядке.
Использование предлагаемого автомата по сравнению с известным позволяет почерез пазы 21 - в ловитель 19. В послед- 10 высить надежность работы автомата за нем ребра 23 дают направление движения счет поочередного схода готовых деталей. спинкам 16, а упоры 25 - щомполам 17 Поочередный сход деталей в свою очередь
повыщает производительность труда за счет исключения необходимости остановки автомата в случае заклинивания готовых де- 5 талей при их сходе. Исключается необходимость постоянного наблюдения за работой автомата. Повышается культура производства.
для свободного схода с вращающегося устройства вниз под собственным весом. Таким образом происходит поочередный сход деталей.
Изготовление деталей 16 и 17 осуществляется по потребности.
(
Для изготовления из проволоки детали 18 происходит переналадка автомата путем замены внутренних оправок 5 и наружных профильных контуров 11 соответствующих форм и размеров, а также пуансона 12 и соответственно ловителя 19.
Изготовление детали осуществляется в том же порядке.
Использование предлагаемого автомата по сравнению с известным позволяет (
12
f5
11
15
12
12
фиг. 2
Б-Б(fuz.J
Фиг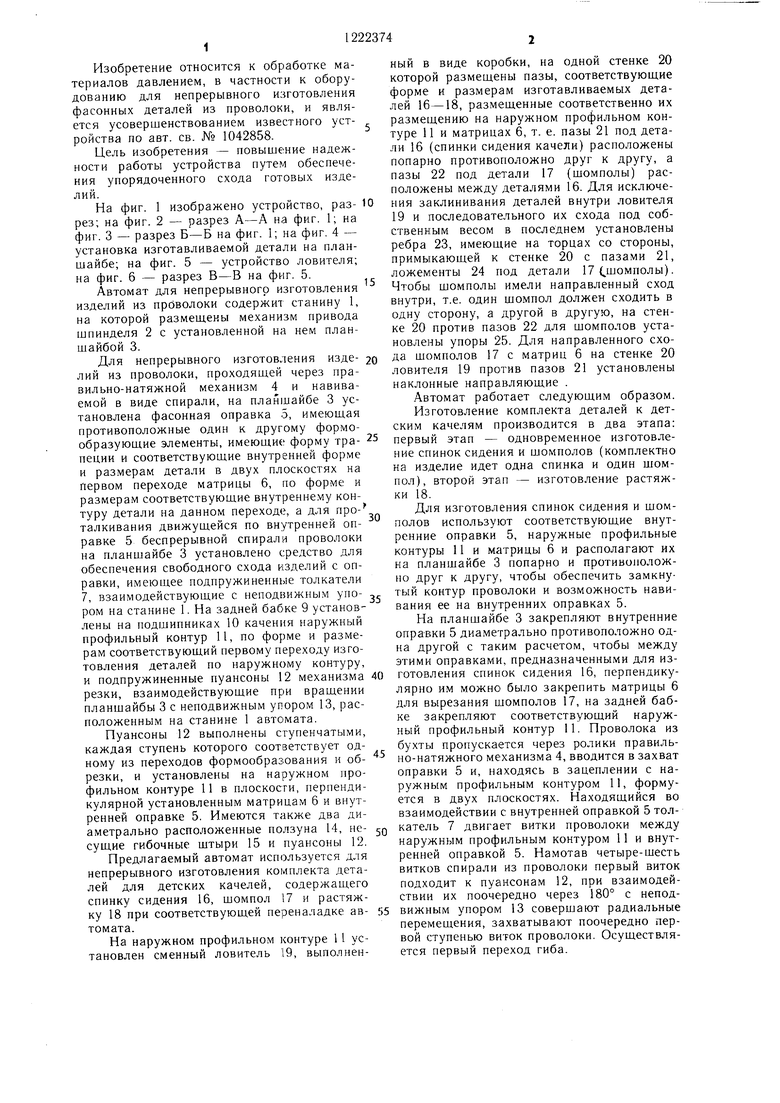
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки | 1981 |
|
SU1042858A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛИ И ДЕТАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И ДЕТАЛЬ МЕБЕЛИ | 1992 |
|
RU2106250C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ОСАДКОЙ | 1992 |
|
RU2006329C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| Автомат для изготовления демпферных и шультерных пружин | 1961 |
|
SU147569A1 |
| Автоматическая линия изготовления спиралей | 1991 |
|
SU1821276A1 |
| Устройство для изготовления колец из проволоки | 1982 |
|
SU1074638A1 |
| Гибочно-отрезной автомат для изготовления проволочных деталей | 1984 |
|
SU1232346A1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| IATEHTiiO-ТГХННЧЕСКАЯ | 1973 |
|
SU377185A1 |
19
28
2U
-21
-22
-25
Uт
70
фиг.В
фиг.5
Составитель В. Бужинскнй Редактор М. БланарТехред И. ВересКорректор Г. Решетник
Заказ 1644/9Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Автомат для изготовления изделий из проволоки | 1981 |
|
SU1042858A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
