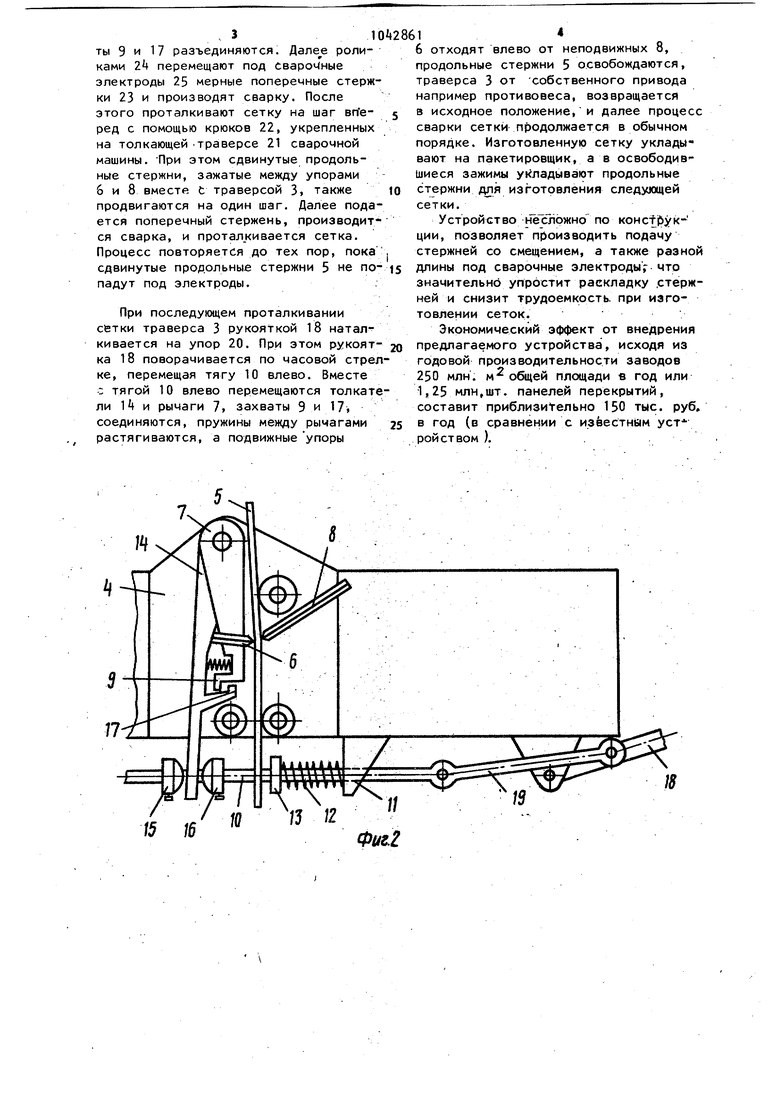
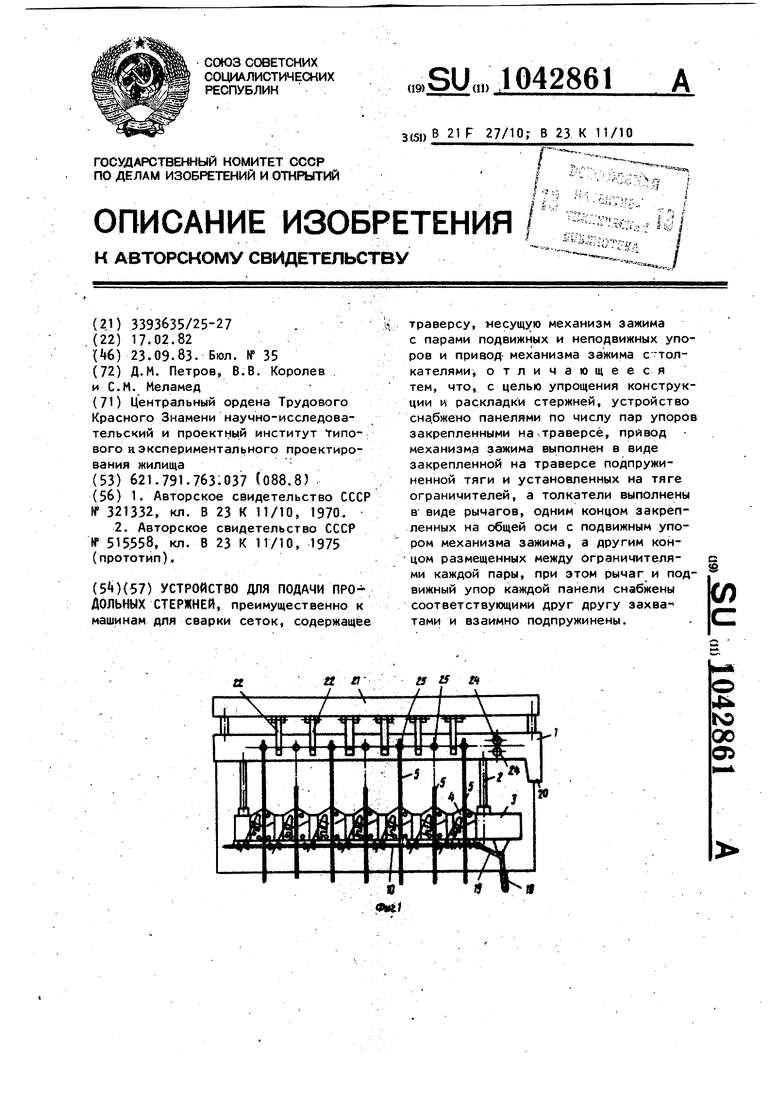
Изобретение относится к производству арматурных сеток и может быть использовано в. строительстве. Известно устройство для подачи продольных стержней к машине для сварки сеток, включающее траверсу с зажимами для продольных стержней и привод Cl 1 . Недостаток данного устройства заключается в том, что при изменени шага продольных стержней производят полную замену всех зажимающих дисков, что требует больших трудозатра Наиболее близким к изобретению по технической сущности и достигаем му результату является устройство д подачи продольных стержней, преимущественно к машинам для сварки сето содержащее траверсу, несущую механи зажима с парами подвижных и неподвижных упоров и привод механизма зажима с толкателями 2 . Недостатком известного устройств является сложность конструкции и трудоемкость раскладки стержней. Целью изобретения является упрощение конструкции и раскладки стерж ней. Поставленная цель достигается тем, что устройство для подачи продольных стержней, преимуществеыно к машинам для сварки сеток, содержа щее траверсу, несущую механизм зажи ма с парами подвижных и неподвижных упоров и привод механизма зажима с толкателями,снабжено панелями по числу пар упоров, закрепленными на тра верее, привод механизма зажима выпол нен в виде закрепленной на траверсе подпружиненной тяги и установленных на тяге ограничителей, а толкатели выполнены в виде рычагов, одним кон цом закрепленных на общей оси с под вижным упором механизма зажима, а другим концом размещенных между ограничителями каждой пары, при этом рычаг и подвижный упор каждой панели снабжены соответствующими друг другу захватами и взаимно подпружинены. На фиг. 1 показано устройство в момент раскладки продольных стержней между упорами, общий вид; на фиг. 2 зажим с закрепленным между упорами продольным стержнем; на фиг. 3 Тпроцесс изготовления сетки; на фиг. - изготовленная сетка. На станине 1 сварочной машины на направляющих 2 устаьювлена траверса 3. По длине траверсы 3 закреплены механизм зажима панелями k и зажимами для продольных стержней 5- Каждый зажим выполнен с подвижным упором 6, закрепленным на соответствующей панели и на рычаге 7 и,соответственно расположенного подвижному упору 6 жестко закрепленного на панели неподвижного упора 8. Каждый рычаг 7 снабжен захватом 9.Привод зажимов выполнен с тягой 10,расположенной в отверстиях кронштейнов 11, укрепленных на траверсе 3. Тяга 10 подпружинена (пружина 12 расположена между упором 13, укрепленном на тяге, и кронштейном 1.1 . Натяге 10 подвижно посажены толкатели 1. Толкатели 14 расположены между ограничителями 15 и 16,укрепленными на тяге 10. Приводные толкатели закреплены одним концом на шарнире -соответствующего ему рыч-ага 7 зажиме и выполнены с захвататами 17, контактирующими с захватами 9 рычагов 7 зажимов. Соответствующие друг другу толкатели и рычаги 1 и 7 взаимно подпружинены. На траверсе 3 шарнирно укреплена рукоятка 18, связанная с шарнирным рычагом 19 с тягой 10. На станине 1 имеется упор 20 для рукоятки 18. Механизм для проталкивания сетки выполнен в виду укрепленной подвижно на станине 1 дополнительной траверсы 21 с крюками 22. Для перемещения поперечных мерных стержней 23 на станине 1 укреплены ролики 2. На станине 1 укреплены сварочные электроды Устройство работает следующим образом.. Под сварочные электроды 25 раскладывают сверху в открытые зажимы между Г1ОДВИЖНЫМИ упорами 6 и неподвижными 8, продольные стержни 5. Стержни 5 укладывают через один со смещением, так как одни стержни находятся под электродами, другме - со смещением на шаг или более. Далее поворачивают рукоятку 18 против часовой стрелки. При этом рычаг 19 перемещает тягу 10 вправо, сжимая пружину 12. Толкатели 14 также перемещаются вправо до упора в ограничители 16, сжимая пружины толкателей и рычагов 7 и 14 и перемещая рычаги 7 с подвижными упорами 6 к неподвижным упорам 8, тем самымЗажимая между ними . продольные стержни 5. Приэтом захваты 9 и 17 разъединяются. Далее роликами 2k перемещают под Сварочные электроды 25 мерные поперечные стержки 23 и производят сварку. После этого проталкивают сетку на шаг вперед с помощью крюков 22, укрепленных на толкающей .TpaBepce 21 сварочной машины. При этом сдвинутые продольHbfe стержни, зажатые между упорами 6 и 8 вместе t траверсой 3, также продвигаются на один шаг. Далее подается поперечный стержень, производится сварка, и проталкивается сетка. Процесс повторяется до тех пор, пока сдвинутые продольные стержни 5 не попадут под электроды. При последующем проталкивании сетки траверса 3 рукояткой 18 наталкивается на упор 20. При этом рукоятка 18 поворачивается по часовой стрел ке, перемещая тягу 10 влево. Вместе : тягой 10 влево перемещаются толкате ли 1 и рычаги 7, захваты 9 и 17, соединяются, пружины между рычагами растягиваются, а подвижные упоры 1 1 6 отходят влево от неподвижных 8, продольные стержни 5 освобождаются, траверса 3 от собственного привода например противовеса, возвращается в исходное положение, и далее процесс сварки сетки продолжается в обычном порядке. Изготовленную сетку уклады вают на пакетировщик, а в освободившиеся зажимы ykлaдывaют продольные стержни для изготовления следующей сетки. Устройство нёслбжно по конструкции, позволяет производить подачу стержней со смещением, а также разной длины под сварочные электроды что значительисз упростит раскладку .стержней и снизит трудоемкость, при изготовлении сеток. Экономический эффект от внедрения предлагаемого устройства, исходя из годовой производительности заводов 250 млн. м общей площади в год или 1,25 млн,шт. панелей перекрытий, составит приблизительно 150 тыс. руб. в год (в сравнении с известн1ам уст ройством ).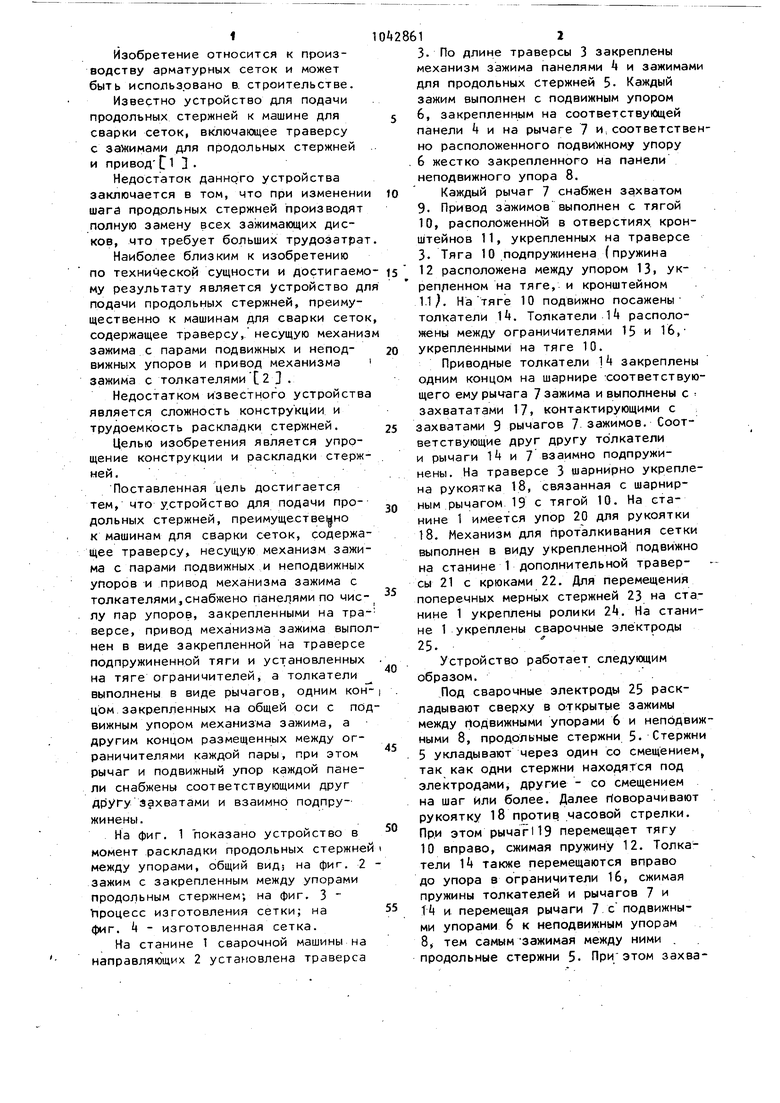
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точности сварки арматурных сеток | 1975 |
|
SU535993A1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1993 |
|
RU2034685C1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |
| Устройство для подачи поперечных стержней | 1988 |
|
SU1528630A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU300986A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU533433A1 |
| Способ изготовления арматурных каркасов и линия для его осуществления | 1985 |
|
SU1399040A1 |
15 16 Фиг2
25
гз
Фиг.Ч
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРОДОЛЬНЫХ СТЕРЖНЕЙ в МАШИНАХ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК | 0 |
|
SU321332A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для подачи продольных стержней | 1975 |
|
SU515558A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
