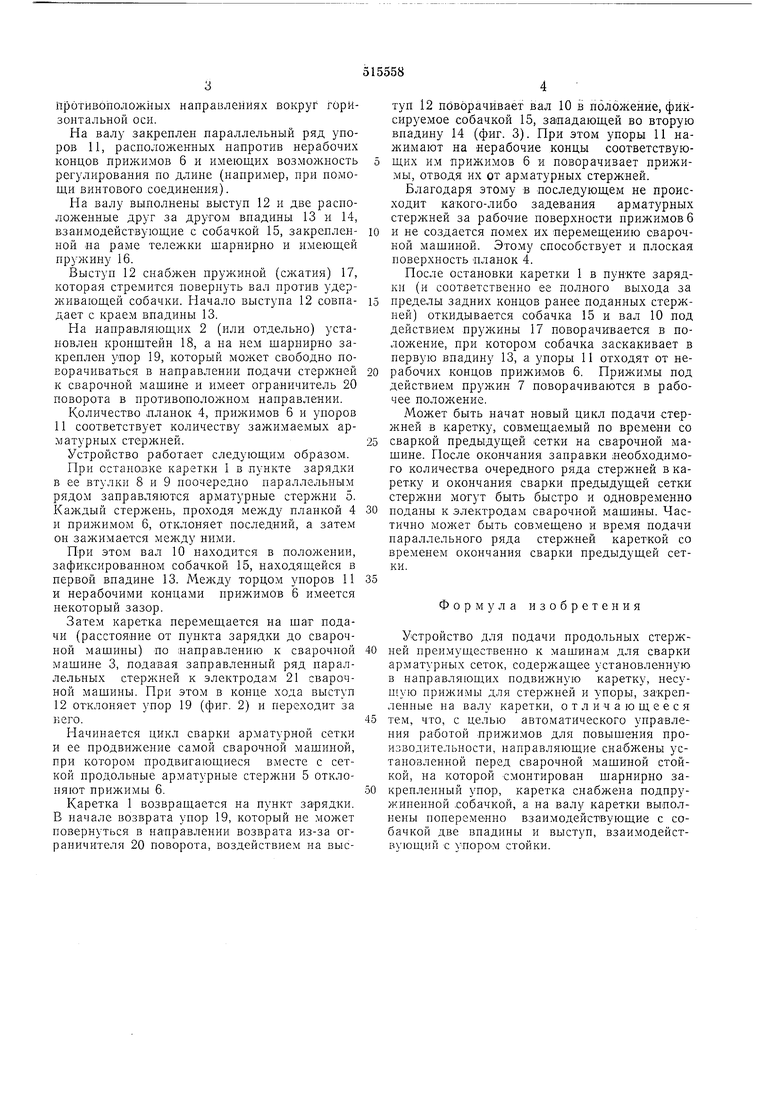
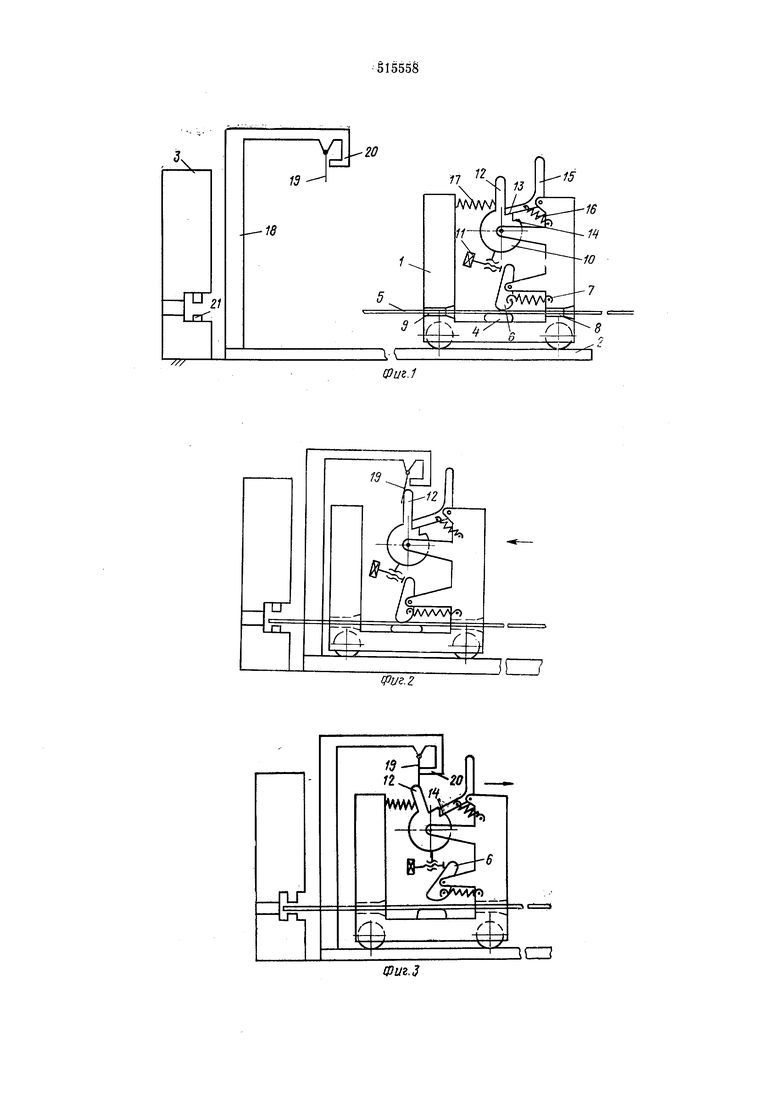
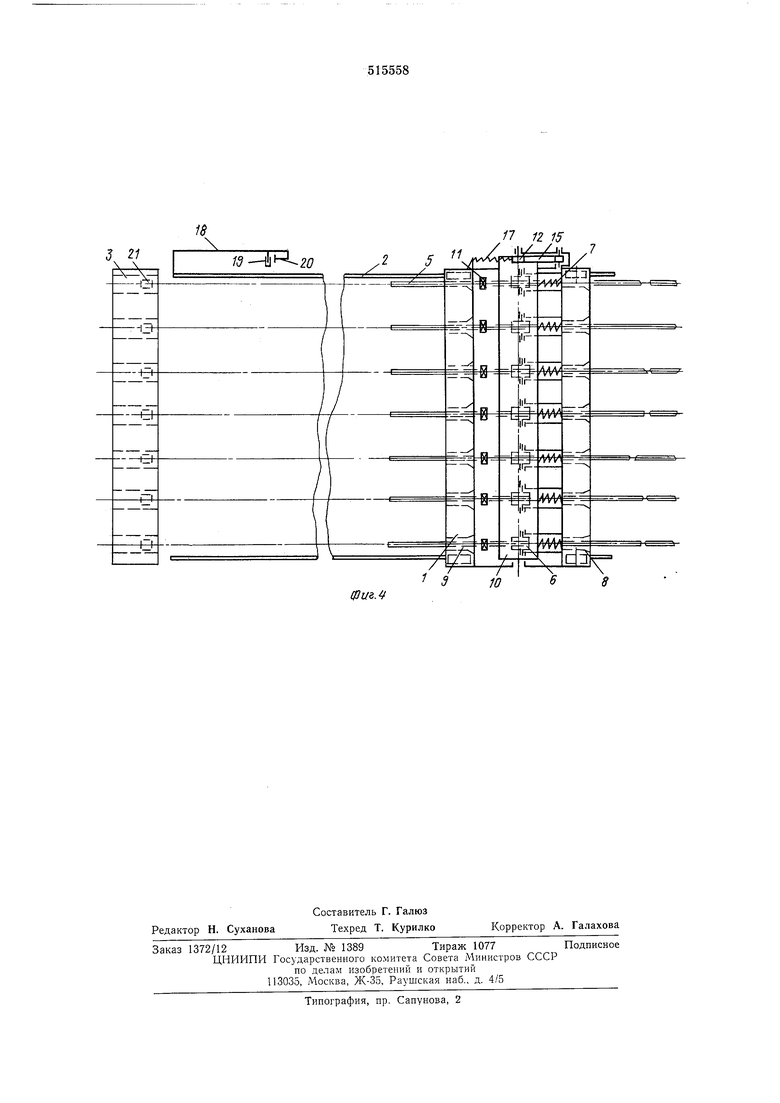
Противоположных направлениях вокруг горизонтальной оси. На валу закреплен параллельный ряд упоров И, расположенных напротив нерабочих концов прижимов 6 и имеющих возможность регулирования по длине (например, при помощи винтового соединения). На валу выполнены вьгступ 12 и две расположенные друг за другом впадины 13 и 14, взаимодействующие с собачкой 15, закрепленной на раме тележки шарнирно и имеющей пружину 16. Выступ 12 снабжен пружиной (сжатия) 17, которая стремится повернуть вал против удерживающей собачки. Нача.чо выступа 12 совпадает с краем впадины 13. На направляющих 2 (или отдельно) установлен кронщтейн 18, а на нем шарнирно закреплен унор 19, который может свободно поворачиваться в направлении подачи стержней к сварочной машине и имеет ограничитель 20 поворота в противоположном направлении. Количество планок 4, прижимов 6 и упоров 11соответствует количеству зажимаемых арматурных стержней. Устройство работает следующим образом. При остановке каретки 1 в .пункте зарядки в ее втулки 8 и 9 поочередно параллельным рядом заправляются арматурные стержни 5. Каждый стержень, проходя между планкой 4 и прижимом 6, отклоняет последний, а затем он зажимается мелсду ними. При этом вал 10 находится в положении, зафиксированном собачкой 15, находящейся в первой впадине 13. Между торцом упоров 11 и нерабочими концами прижимов 6 имеется некоторый зазор. Затем каретка перемещается на щаг подачи (расстояние от пункта зарядки до сварочной машины) по направлению к сварочной машине 3, подавая заправленный ряд параллельных стержней к электродам 21 сварочной машины. При этом в конце хода выступ 12отклоняет упор 19 (фиг. 2) и переходит за него. Начинается цикл сварки арматурной сетки и ее продвижение самой сварочной машиной, при котором продвигающиеся вместе с сеткой продольные арматурные стержни 5 отклоняют прижимы 6. Каретка 1 возвращается на пункт зарядки. В начале возврата упор 19, который не может повернуться в нанравлении возврата из-за ограничителя 20 поворота, воздействием на выступ 12 поворачивает вал 10 в положение, фиксируемое собачкой 15, западающей во вторую впадину 14 (фнг. 3). При этом упоры 11 нажимают на нерабочие концы соответствующих им прижимов 6 и поворачивает прижимы, отводя их от арматурных стержней. Благодаря этому в последующем не происходит какого-либо задевания арматурных стержней за рабочие поверхности прижимов 6 и не создается помех их перемещению сварочной машиной. Этому способствует и плоская поверхность планок 4. После остановки каретки 1 в пункте зарядки (и соответственно ее полного выхода за пределы задних концов ранее поданных стержней) откидывается собачка 15 и вал 10 под действием пружины 17 поворачивается в положение, при котором собачка заскакивает в первую впадину 13, а упоры 11 отходят от нерабочих концов прижимов 6. Прижимы под действием пружин 7 поворачиваются в рабочее положение. Может быть начат новый цикл подачи стержней в каретку, совмещаемый по времени со сваркой предыдущей 1сетки на сварочной машине. После окончания заправки необходимого количества очередного ряда стержней в каретку и окончания сварки предыдущей сетки стержни могут быть быстро и одновременно подапы к электродам сварочной машины. Частично может быть совмещено и время подачи параллельного ряда стержней кареткой со временем окончания сварки предыдущей сетки. Формула изобретения Устройство для подачи продольных стержней преимущественно к машинам для сварки арматурных сеток, содержащее установленную в направляющих подвижную каретку, песуную прижимы для стержней и упоры, закрепленные на валу каретки, отличающееся тем, что, с целью автоматического управления работой прижимов для повышения производительности, направляющие снабжены установленной перед сварочной машиной стойкой, на которой смонтирован шарнирно закрепленный упор, каретка снабжена подпружиненной .собачкой, а на валу каретки выполнены попеременно взаимодействуюшие с собачкой две впадины и выступ, взаимодействующий с упорОМ стойки.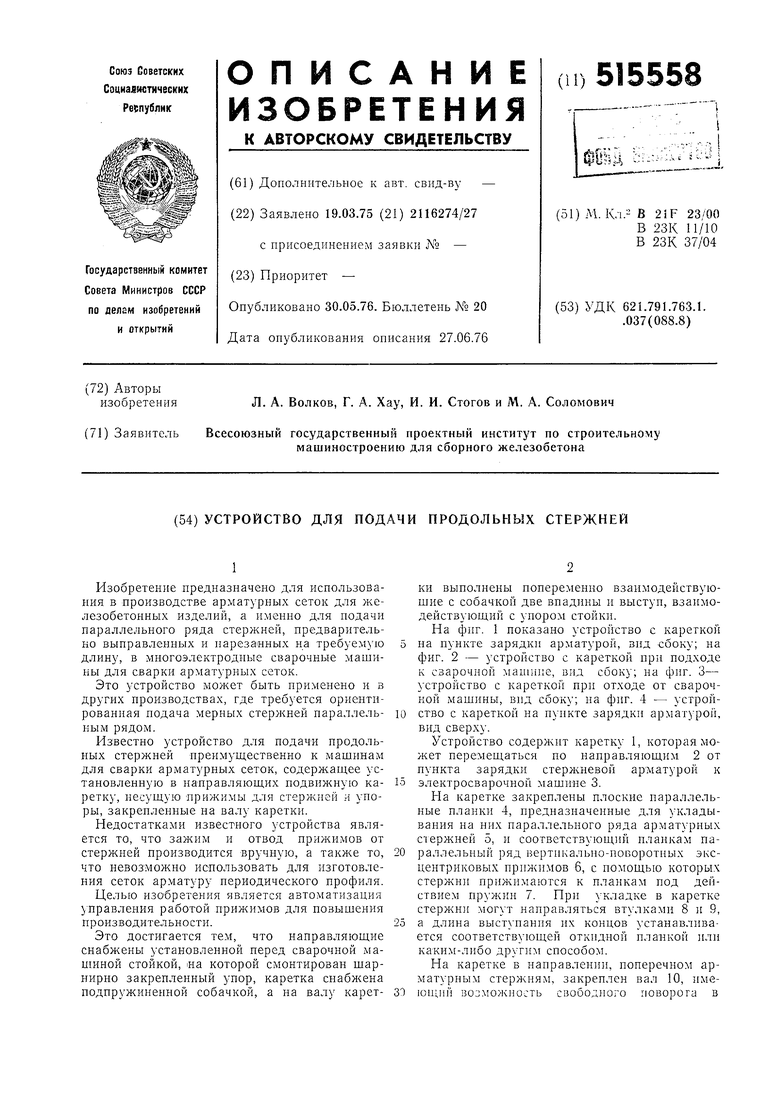
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи продольных стержней к машине для сварки сеток | 1982 |
|
SU1065066A1 |
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| Устройство для подачи продольных стержней, параллельных друг другу | 1977 |
|
SU743761A1 |
| Машина для сварки арматурных сеток | 1979 |
|
SU880664A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Машина для контактной сварки | 1985 |
|
SU1306670A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1993 |
|
RU2034685C1 |
| Устройство для сварки арматурных сеток | 1975 |
|
SU543450A1 |
| Устройство для сварки сеток | 1976 |
|
SU592498A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
сриг.г
ICZJ
