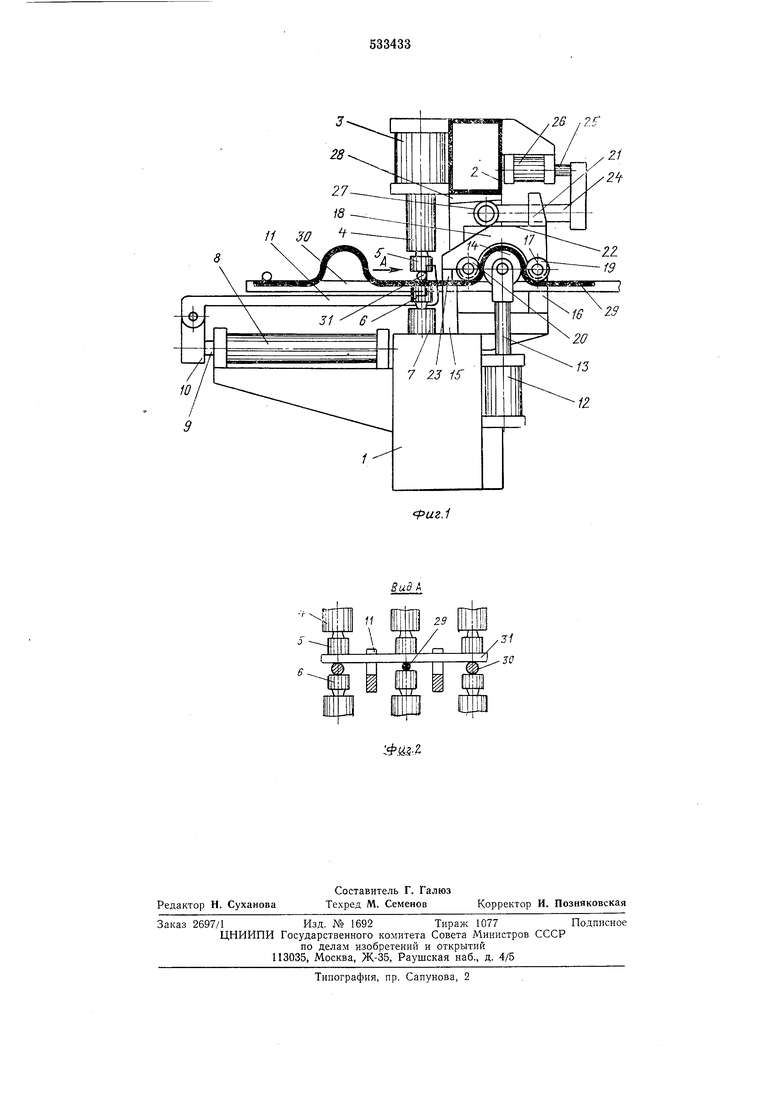
и 6 расположены гибочные цилиндры 12, на штоках 13 которых закреплены ролики 14. Между электродами 6 и штоками 13 расположены нижние упоры 15, установленные на неподвижных опорах 16, на осях 17 которых смонтированы новоротные матрицы 18, снабженные роликами 19 и 20. Поворотные матрицы 18 имеют кронштейны 21, плоскости 22 н верхние упоры 23. Сбоку от кронштейнов 21 расположены толкатели 24, связанные со штоком 25 привода 26. На толкателях 24 установлены ролики 27, над которыми на станине 1 смонтированы клиновые ограничители 28.
Работает машина следуюшим образом.
После заправки продольных стержней 29 и 30 подается поперечный стержень 31 механизмом поперечной подачи (не показан). Вовремя подачи включается привод 26, который перемешает ролики 27 по плоскостям 22 поворотных матриц 18, поворачивая их, и прижимает упорамИ 23 продольные стержни 29 к неподвижным упорам 15, входя в контакт с клиновыми ограничителями 28. По окончании подачи поперечного стержня 31 и зажима продольных стержней 29 дается команда на силовые цилиндры 3, которые перемеш,ают верхние электроды 5 вниз, прижимая места пересечения поперечного стержня 31 с продольными стержнями 29 и 30 к нижним электродам 6, и на гибочные цилиндры 12, которые гнут роликами 14 петли из продольных стержней 29 относительно роликов 19 и 20. В это же время включается сварочный ток и пересечения стержней свариваются. После этого штоки 4 и 13 соответственно цилиндров 3 и 12 возвращаются в исходное положение. При этом приводы 26 также перемешают ролики 27 в исходное положение, которые, дойдя до кронштейнов 21 и воздействуя на них, поворачивают поворотные матрицы 18 относительно
осей 17. Как только поворотные матрицы 18 освободят проход для петель, дается команда на привод 8 продольной подачи, который захватами 11 перемеш,ает сетку на шаг. После этого следующий цикл сварки и гибки повторяется.
Предлагаемая машина позволяет выполнять все операции па одном месте и только за счет сокращения производственных плошадей и количества занятых рабочих обеспечивает экономию в размере 5 тыс. рублей.
Формула изобретения
Машина для контактной точечной сварки арматурных сеток, содержащая верхние электроды с приводом давления, нижние электроды и механизм для продольной подачи сетки на шаг, отличающаяся тем, что, с целью
обеспечения изготовления сеток с нетлями для расширения номенклатуры изготавливаемых изделий и снижения трудоемкости процесса изготовления, она снабжена установленным перед сварочными электродами со стороны подачи элементов сетки механизмом для гибки, выполненным в виде жестко закрепленных на станине неподвижных опор, оснащенных нижними упорами и шарнирно закрепленными на упомянутых опорах приводными поворотными матрицами с ответными верхними упорами и прижимными роликами. Источники информации, принятые во внимание при экспертизе.
1.Авт. св. № 268571, М. Кл. В 23К И/Ю, 1969.
2.Бродский А. Я. Сварка арматуры железобетонных конструкций. М., Государственное издательство литературы по строительству, архитектуре и строительным материалам,
1961, с. 312.
2В ,25
21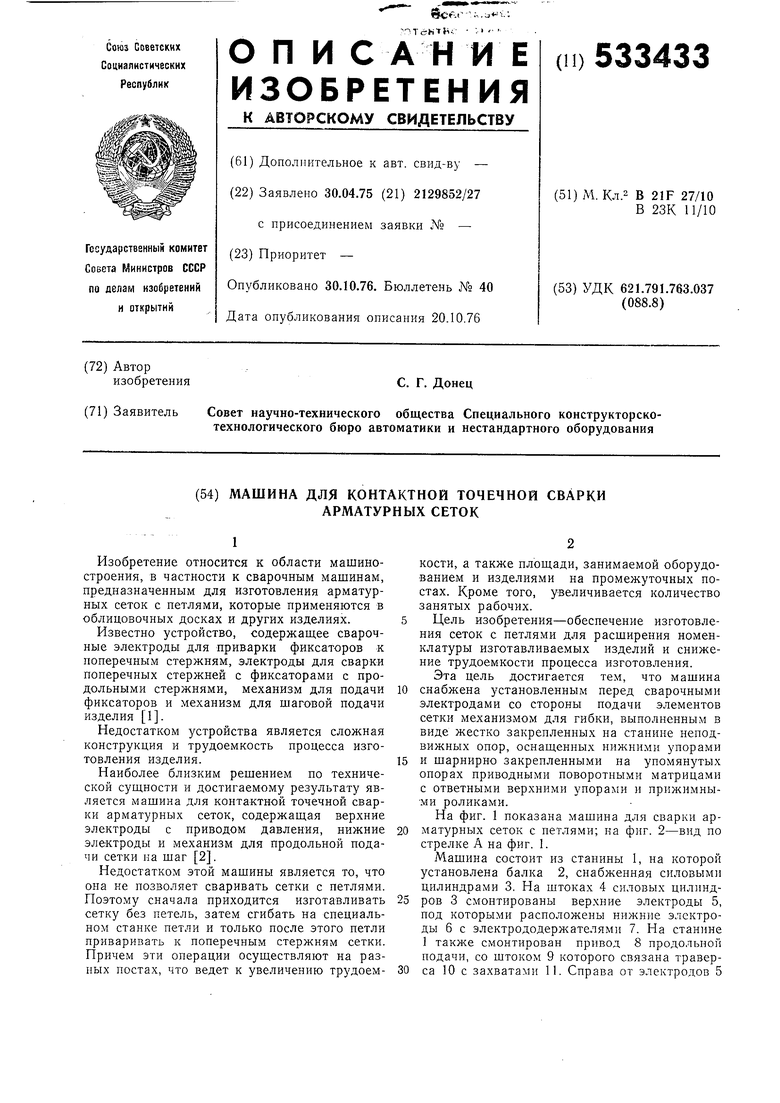
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU555954A1 |
| Машина для контактной точечной сварки сеток | 1982 |
|
SU1031603A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| Машина для контактной точечной сварки арматурных сеток | 1976 |
|
SU592497A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Машина для контактной точечнойСВАРКи CETOK | 1978 |
|
SU837668A1 |
| Способ изготовления арматурных каркасов и линия для его осуществления | 1985 |
|
SU1399040A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |