Изобретение относится к прессам для непрерывного изготовления древесностружечных плит и может быть применено в деревообрабатывающей промышленности.
Известен пресс непрерывного действия для изготовления плит из измельченной древесины, включающий прессующие ленты с клиновой зоной уплотнения и зоной выдержки, верхние и нижние ролики и барабаны 1.
Однако вследствие тяговых усилий, возникающих в нижней ленте, последняя «всплывает в клиновой зоне уплотнения, отрываясь от роликов, в результате чего равенство горизонтальных составляющих скоростей верхней и нижней лент нарушается, что приводит к смещению слоев и нарушению структуры сформированного стружечного ковра.
Наиболее близким техническим решением к изобретению является пресс для непрерывного изготовления древесностружечных плит, включающий верхнюю и нижнюю прессующие ленты, огибаемые ими прес сующие ролики, натяжные и приводные барабаны, а также приспособление для регулирования скорости лент, содержащее датчик толщины ковра, датчики скорости верхней и нижней лент с головками для-снятия сигнала блок фазового сравнения, вход которого связан с датчиками скорости лент, а выход подключен через модулятор к приводу верхней прессующей ленты 2.
Известный пресс уменьщает неравенство горизонтальных составляющих скоростей лент, а не исключает его совсем, в результате чего в зоне прессования происходит смещение слоев и нарушение структуры сформированного ковра, а Ka4ectBO плиты ухудшается.
Цель изобретения - повышение качества плит.
Поставленная цель достигается тем, что приспособление для регулирования скорости лент дополнительно содержит усилитель и соединенный с ним двигатель головки датчика скорости верхней ленты, при этом вход усилителя подключен к датчику толщины ковра, а датчик скорости верхней ленты непосредственно подключен к блоку фазового сравнения.
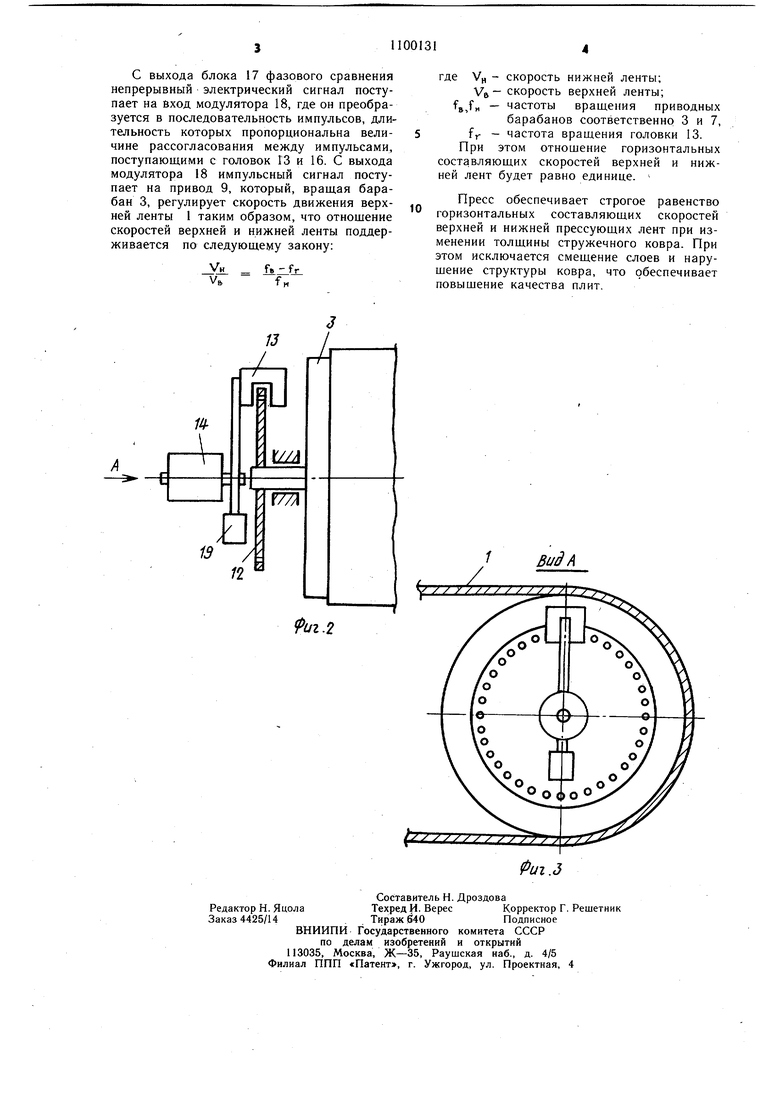
На фиг. 1 представлен пресс для непрерывного изготовления древесностружечных плит, общий вид; на фиг. 2 - крепление датчика скорости верхней ленты и подвижной головки датчика; на фиг. 3 - вид по стрелке А на фиг. 2.
Пресс содержит верхнюю прессующую ленту 1, огибаемый лентой 1 барабан 2, являющийся натяжным, приводной барабан 3 и прессующие ролики 4, нижнюю прессующую ленту 5, огибаемые лентой 5 натяжной барабан 6, приводной барабан 7 и прессующие ролики 8. Пресс также содержит привод 9 верхней ленты 1, приспособление для регулирования скорости лент 1 и 5, состоящее из датчика 10 толщины ковра, установленного перед входом в пресс и выполненного в виде потенциометрического усилителя 11, выполненного в виде усилителя постоянного тока, датчика 12 скорости верхней ленты 1 с подвижной головкой 13 для снятия сигнала, приводимой ,в движение двигателя 14, датчика 15 скорости нижней
Q ленты 5 с неподвижной головкой 16 для снятия сигнала, блок 17 фазового сравнения, выполненный в виде балансного усилителя, модулятор 18, выполненный в виде мультивибратора. Вход блока 17 фазового сравнения связан с датчиками 12 и 15 ско5 рости лент, а выход подключен через модулятор 18 к приводу 9 верхней прессующей ленты. Датчик 15 установлен на оси барабана 7. Датчик 12, представляющий собой вращающийся диск, по окружности которого равномерно нанесены светопроводящие отверстия, установлен на оси барабана 3, получающего вращение от привода 9. Головка 13 содержит осветительную лампу и фотодиод (не показаны), а также противовес 19, которые закреплены на валу дви5 гателя 14 таким образом, что головка 13 имеет возможность вращатьс:я вокруг датчика 12. Количество светопроводящих отверстий в датчика 12 и 15 одинаково.
Вход усилителя 11 подключен к датчику 10 толщины ковра, а датчик 12 скорости верхней ленты подключен непосредственно к блоку фазового сравнения.
Пресс работает следующим образом. Усилитель il настраивают так, что при толщине ковра, равной зазору между лентами 1 и 5 в зоне выдержки пресса, двигатель 14 не вращается. Верхняя 1 и нижняя 5 ленты одновременно прйводятя в движение, приводя в движение барабаны 2, 3,6 и 7 и ролики 4 и 8. Сформированный ковер
подают в пресс. Датчик 12 скорости верхней ленты вырабатывает импульсы, частота следования которых пропорциональна скорости вращения барабана 3, т. е. скорости движения ленты 1. В процессе работы толщина ковра меняется в зависимости от размеров, формы, степени ориентации стружки и т. д. Изменение толщины ковра преобразуется датчиком 10 в электрический сигнал, который усиливается в усилителе 11 и подается на двигатель 14. Последний вращает головку 13 с частотой, пропорциональной толщине ковра, при этом происходит вычитание частот вращения барабана 3 и головки 13. С головки 13 сигнал, пропорциональный скорости движения верхней ленты 1 и толщине ковра, поступает на первый
вход блока 17 фазового сравнения, на второй вход которого подается сигнал с головки 16, пропорциональный скорости движения нижней ленты 5.
с выхода блока 17 фазового сравнения непрерывный электрический сигнал поступает на Вход модулятора 18, где он преобразуется в последовательность импульсов, длительность которых пропорциональна величине рассогласования между импульсами, поступающими с головок 13 и 16. С выхода модулятора 18 импульсный сигнал поступает на привод 9, который, вращая барабан 3, регулирует скорость движения верхней ленты 1 таким образом, что отнощение скоростей верхней и нижней ленты поддерживается по следующему закону:
VB, fH
где VH - скорость нижней ленты; VB - скорость верхней ленты; fgj - частоты вращения приводных барабанов соответственно 3 и 7, f - частота вращения головки 13. При этом отнощение горизонтальных составляющих скоростей верхней и нижней лент будет равно единице.
Пресс обеспечивает строгое равенство горизонтальных составляющих скоростей верхней и нижней прессующих лент при изменении толщины стружечного ковра. При этом исключается смещение слоев и нарушение структуры ковра, что обеспечивает повышение качества плит.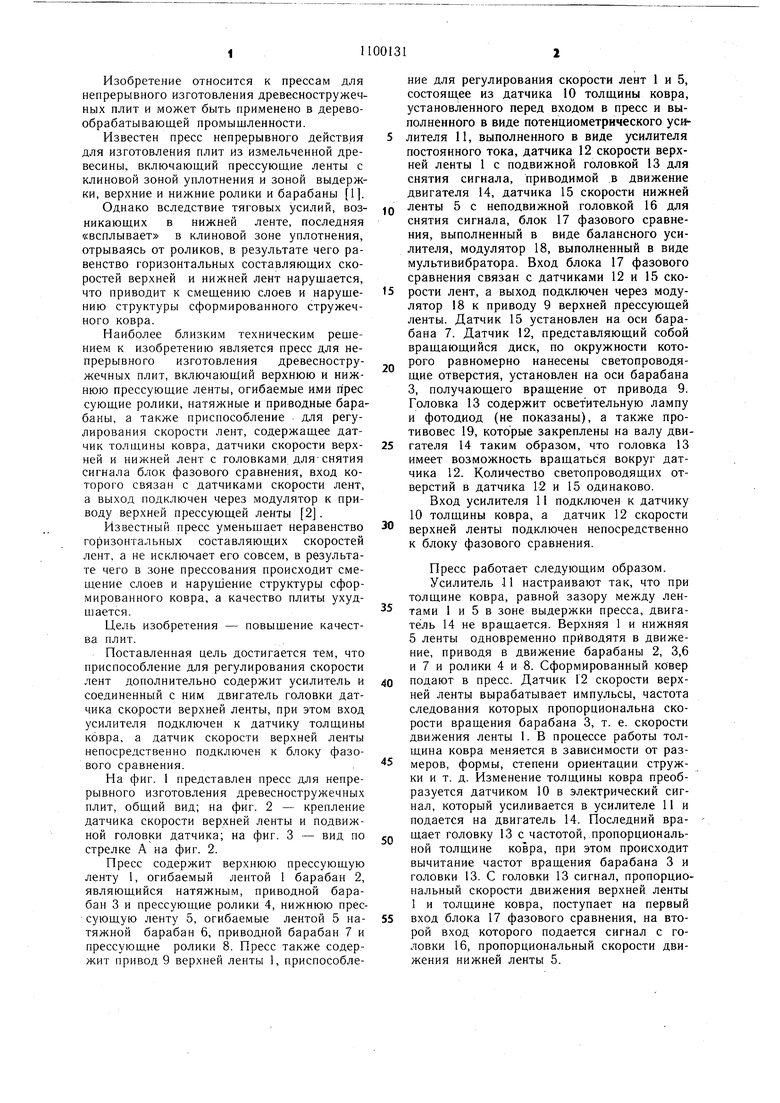
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для непрерывного изготовления древесностружечных плит | 1981 |
|
SU952660A1 |
| Пресс непрерывного действия для изготовления древесно-стружечных плит | 1981 |
|
SU1043024A1 |
| Пресс непрерывного действия | 1980 |
|
SU961990A1 |
| Пресс непрерывного действия | 1974 |
|
SU518374A1 |
| Система управления верхним и нижним приводами пресса непрерывного действия для производства древесностружечных плит | 1978 |
|
SU923356A3 |
| Устройство для ориентации древесных частиц | 1989 |
|
SU1613334A2 |
| Устройство для непрерывного прессования древесных плит | 1989 |
|
SU1678612A1 |
| Установка для непрерывного изготовления древесно-стружечных плит | 1977 |
|
SU653130A2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ НЕПРЕРЫВНОЙ ЛЕНТЫ БРИКЕТА ИЗ ПОДПРЕССОВЩИКА В ПРЕСС | 1973 |
|
SU381559A1 |
| Пресс для подпрессовки древесностружечного ковра в производстве плит | 1980 |
|
SU1054097A1 |
ПРЕСС ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ, включающий верхнюю и нюкнюю прессующие ленты, огибаемые ими прессующие ролики, натяжные и приводные барабаны, а также приспособление для регулирования скорости лент, содержащее датчик толщины ковра, датчики скорости верхней и нижней лент с головками для снятия сигнала, блок фазового сравнения, вход которого связан с датчиком скорости лент, а выход подключен через модулятор к приводу верхней прессующей ленты, отличающийся тем, что, с целью повышения качества плит, приспособление для регулирования скорости лент дополнительно содержит усилитель и соединенный с ним двигатель головки датчика скорости верхней ленты, при этом вход усилителя подключен к дат..чику толщины ковра, а датчик скорости верхней ленты непосредственно подключен к блоку фазового сравнения. Г13 00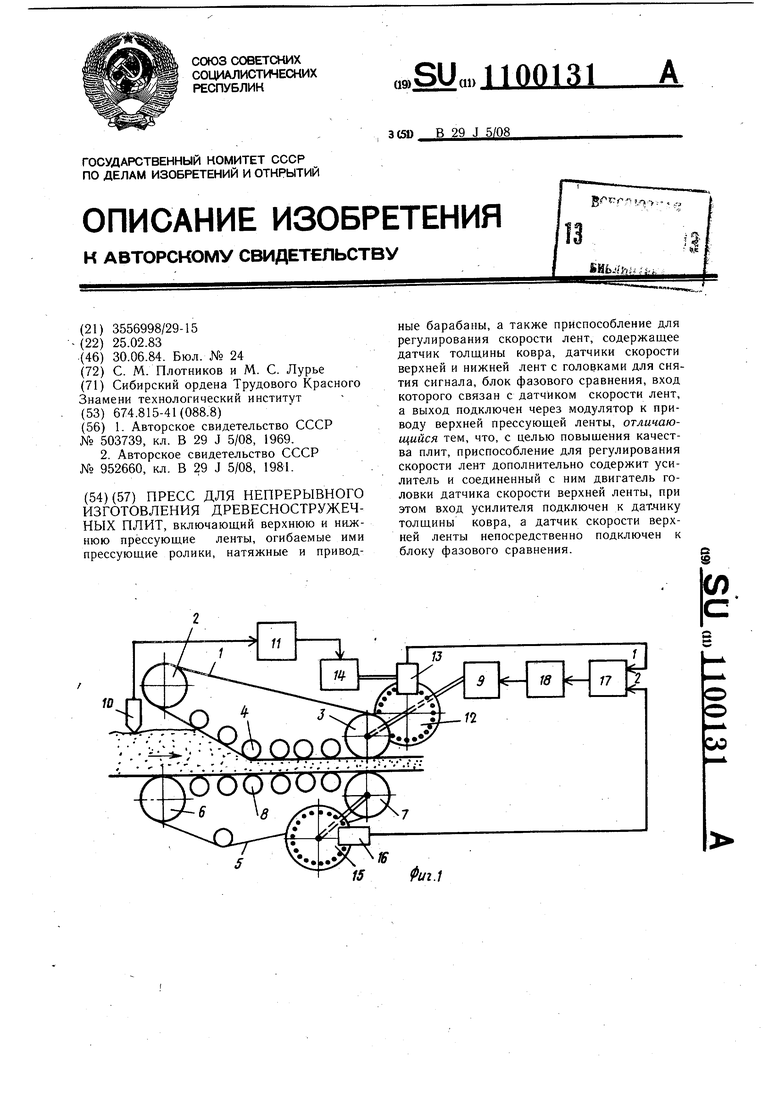
аг.2
А
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс для непрерывного изготовления плит | 1974 |
|
SU503739A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс для непрерывного изготовления древесностружечных плит | 1981 |
|
SU952660A1 |
| Солесос | 1922 |
|
SU29A1 |
