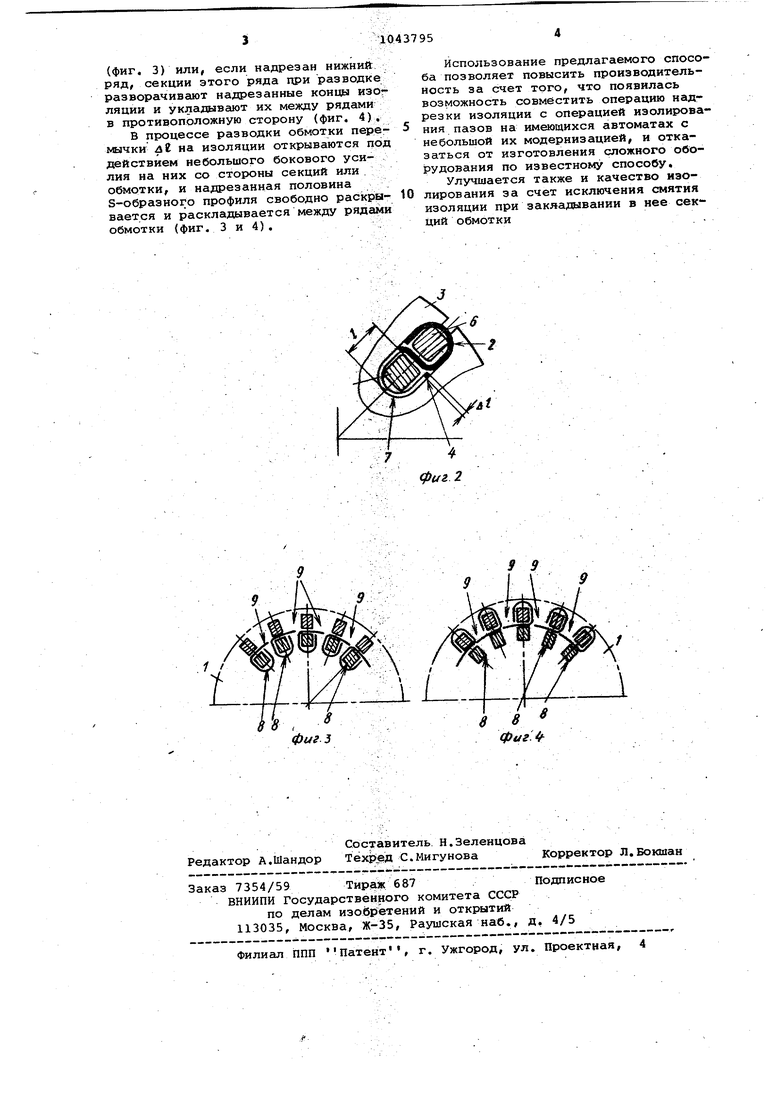
Изобретение относится к технол гии изготовления электрических ма шин, например якорей автомобильны стартеров, и может найти широкое применение в электротехнической промышленности. Изв естен способ изолирования л бовой части обмотки, при котором лобовые части изолируются до уклад ки обмотки в пазы магнитопрогода, путем намотки вполнахлестV про питанной стеклотканевой ленты на отдельные секции 1 J. Однако данный способ Является трудоемким и малопроизводительным Он применяется для единичного про изводства при изготовлении крупны электрических машин. Наиболее близким по технической сущности и достигаемому эффекту является способ изолирования лобо части обмотки, при котором в пазу якоря размацают пазовую изоляцию S-образного профиля с выступающим за торец якоря концами, предназнач ными для изолирования лобовой час Обмотки,надрезают выступающие кон цы изоляции у торца якоря параллельно ему до середины S-образного профиля то с верхней, то с нижней стороны в шахматном порядке вставляют обмотку в паз и укладывают надрезанные концы изоляции в противоположные стороны между ниж и верхним рядами лобовой части обмотки в процессе их разводки 2. Недостатками известного способа являются сложность выполнения надрезов изоляции в шахматном порядке и малая устойчивость выступа ющих концов изоляции и результате отпружинивания и раскрытия .надрезанной части половины S-образной фор№1, что приводит к смятию изол в процессе закладывания в нее секций обмотки ротора или статора эле рической машины, . Цель изобретения - улучшение ка чества и повышение производительности. Поставленная цель достигается тем, что согласно способу изолирования обмотки электрической машины, например якоря автомобильного стартера, при котором в пазу якоря размещают пазовую изоляцию S-об разного профиля с выступающими за торец якоря концами, предназначенными для изолирования лобовой части обмотки, надрезают выступающие концы изоляции у торца якоря параллельно ему до середины S-образного профиля с одной из сторон, вставляют обмотку в паз, разводят концы лобовой части обмотки, раскладывая при этом надрезанные концы изоляции между нижними и верхни ми рядами обмотки, при надрезании выступающих концов изоляция S-образного профиля оставляют перемычку с надрезаемой стороны у кромки, после чего при разведении концов лобовой части обмотки указанную перемычку разрывают. На фиГ. ,1 показана изолированная лобовая часть обмотки до разводки с надрезанной верхней стороной изоляцией; на фиг. 2 - то же, с надрезанной нижней стороной изоляцией; на фиг. 3 - изолированная лобовая часть обмотки после разведки, с надрезанной верхней стороной; на фиг. 4 - то же, с надрезанной нижней стороной изоляцией. Предлагаемый способ изолирования лобовой части обмотки электрической машины осуществляется следующим образом. Сначала производят изолирование пазов якоря 1 на известных автоматах бумажной или полимерной изоляцией, предварительно отформованной в Б-образный профиль. Причем внутренняя изоляция 2 выступает за торец 3 (фиг, 1 и 2) магнитопровода. Затем концы изоляции 2 надрезают у торца 3 Якоря 1 к середине S-образной формы на величину 2 либо с верхней стороны (фиг. 1), либо с нижней стороны (фиг, 2), оставляя при этом кромочную nepeNKnjKy 4 на надрезаемой половине малой величины ЛЕ, Надрезы 5 можно выполнять различными методами, например: -в процессе - изолирования пазов якоря фрезой, совмещая.эту операцию с отрезкой изоляции; - после изолирования пазов якоря фрезой или ножом при относительном перемещении якоря и режущего инструмента;-до закладки.внутрипазовой изоляции S пазы магнитопровода, например, просечкой на штампе. Наиболее простым и высокопроизводительным методом надрезки изоляции является надрезка, .совмещенная с изолированием пазов якоря, В результате того., что S-образный профиль недорезан до середины на величину /i2 (фиг, 1 и 2),отрезанная ее половина не отпружинивает и не теряет S-образную форму , сохраняя тем самым достаточную устойчивость, при закладывании в нее концов б и 7 обмотки 8 якоря 1, Далее в пазы якоря 1 выставляют обмотку 8 и производят разводку концов 6 верхнего ряда и концов 7 ни5Кнего ряда обмотки в разнУе стороны, причём в момент разводки обмотки верхний ряд секций разворачивает надрезанные части 9 и укладывает в одну сторону между рядами обмотки В
(фиг. 3) или, если надрезан нижний. ряд, секции этого ряда при разводке разворачивают надрезанные концы изогляции и укладывают их между рядами в противоположную сторону (фиг. 4).
В процессе разводки обмотки перемычки на изоляции открываются под действием небольшого бокового усилия на них со стороны секций или обмотки, и надрезанная половина S-образного профиля свободно раскрывается и раскладывается между рядами обмотки (фиг. 3 и 4). . .
Использование предлагаемого способа позволяет повысить производительность за счет того, что появилась возможность совместить операцию надрезки изоляции с операцией изолирования пазов на имеющихся автоматах с небольшой их модернизацией, и отказаться от изготовления сложного обо1РУдования по известному способу.
Улучшается также и качество изо0лирования за счет исключения смятия изоляции при закладывании в нее секций обмотки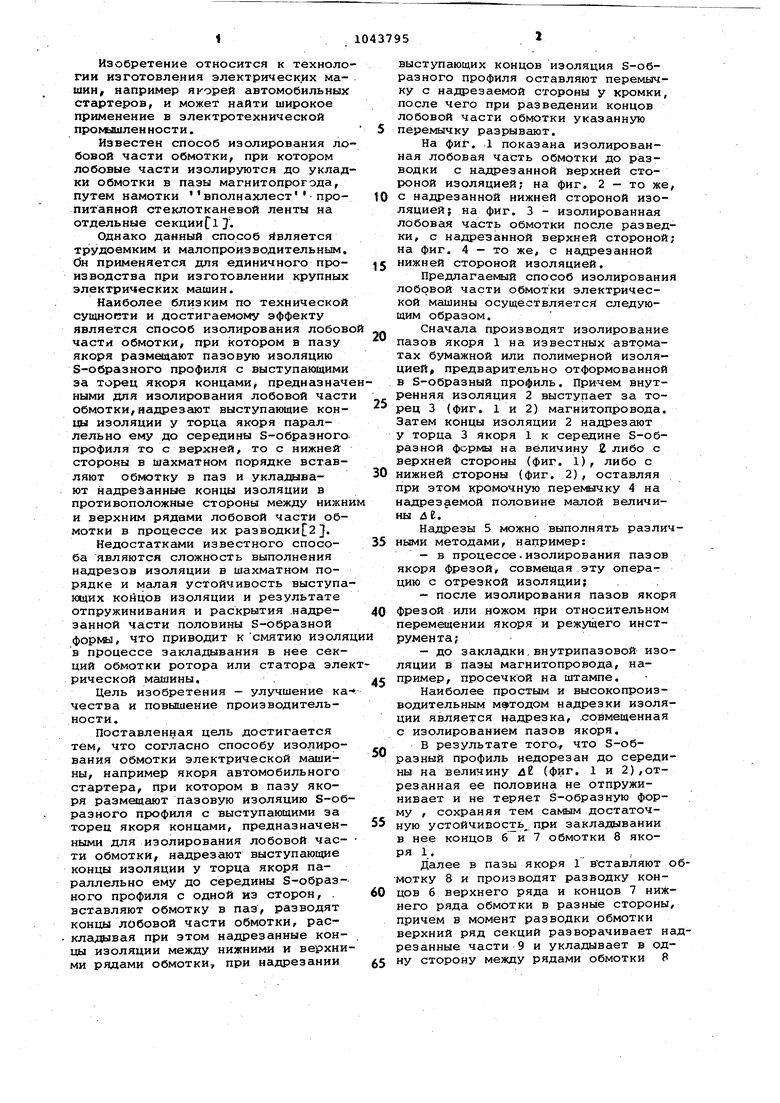
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изолирования обмотки электрической машины | 1978 |
|
SU884040A1 |
| Изоляция одновитковой обмотки электрической машины | 1970 |
|
SU514540A1 |
| Якорь электрической машины | 1980 |
|
SU989682A1 |
| Несинхронная линия для изготовления и укладки одновитковых секций в пазы магнитопроводов электрических машин | 1986 |
|
SU1317574A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ОДНОВИТКОВЫХСЕКЦИЙ | 1970 |
|
SU277921A1 |
| Устройство для разведения концов секций обмоток электрических машин | 1984 |
|
SU1247996A1 |
| Коллектор электрической машины и способ его изготовления | 1982 |
|
SU1019528A1 |
| Станок для намотки якорей коллекторных электрических машин | 1988 |
|
SU1649622A1 |
| Устройство для изолирования пазов магнитопровода электрической машины | 1980 |
|
SU943999A1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2516266C2 |
СПОСОБ ИЗОЛИРОВАНИЯ ОБМОТКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, например якоря автомобильного стартера,при котором в пазу якоря размещают пазо вую изоляцию S-образного профиля с выступающими за торец якоря концами, предназначенными для изолирования лобовой части обмотки, надрезают выступающие концы изоляции у торца якоря параллельно ему до середины З образного профиля с одной из сторон , вставляют обмотку в паз, разводят концы лобовой части обмотки, раскладывая при зтом нгшрезанныа концы изоляции между нижними и верхними рядами обмотки, отличающийся тем, что, с целью улучшения качества и повышения производительности, при надрезании выступающих концов изоляции S-образного профиля оставля1от перемычку с надрезаемой стороны у кромки,после чего при разведении .концов лобо(Л вой части обмотки указанную перемычку разрывают. 4 ОЭ СО СП
9 9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видёрман Б | |||
| Конструкция электрических машин | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изолирования обмотки электрической машины | 1978 |
|
SU884040A1 |
