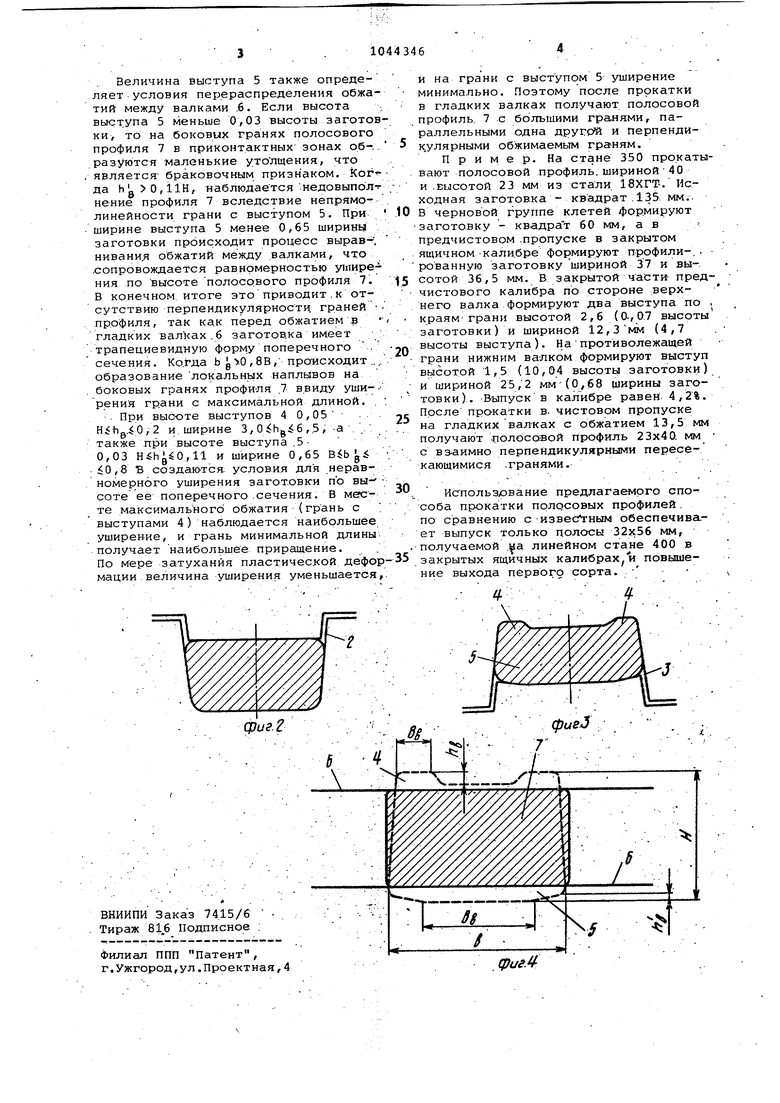
Йэрбретение относится к прокатног| у, производству, в частности к пр H3BpfiCTBy сортового проката, и може использовано Для получения про ката полосового типа на существующем оборудовании прокатных станов. Из-вестен спос.об прокатки полосовых профилей,., заключающийся в том, что полосовой -профиль пр.о;катывагот .в нес коль ко проходов, на ступенчатых валких со свободным уширением раска та -из заготовки квадратного сечеиия с параллельными йлИ вогнутыми боко:выми гранями Ci . Недостатком способа явд1яется .то-, что боковые кромки полос имеют непрямолинейнре очертание боковых. граней,. .. Известен такжеспособ калибровки гаечной полосы , заключающийся в. том, что полосу с соотношением /h ,2--1,4. .ширины к высоте -получают., из кв;адрата. и заданной во.гну-тостью сторон за один проход на гладких валках с.о свободным уширением 2 .. ; Однако способ имеет.узкую област применения, ргранич.енную допускаемым и,з условий захвата обжатием, в чистовом проходе.. - Наиболе.е б.ризким потехническрй .: сущности к предлагаемр.му является способ прокатки. полосовых пррфиле.й включающий деформацию заготовки в закрытых, калибрах-с чередованием положенияразъема. валков и окончательное деформирование профилЯ; на гладкой бочке. СЗ 3. Недостатком известного способа является то, чтр из-.за :наличия уклона боковых стенок калибра готовый профиль- и.меет в поперечном сечении не прямоугольную, а трапециевидную форму . .. . . Цель изобретения -повышение качества профилей путем получения их с взаимно.перпендикулярными перемещающимися гранями. .. - Поставл.енн-ая цель достигается тем, чтЬ согласно способупрокатки полосовых, проф.илей, включающему деформацию заготовки в закрытых калиб :рах с .чередованием положения разъем валков и окончательное формирование профиля на гладкой бочке , в закрытой части предчистового калибра фор мируют два симметрично расположенны по краям заготовки выступа высотой 0,05-0,2 высоты-заготовки и шириной 3,0-6,5 высоты вы.ступа, одновременно на противоположной грани заготов ки формируют выступ по середине гра ни .высотой 0,03-0,11 высоты заготов ки и шириной 0,65-0,8 ширины загото На фиг. 1-4 изображены схемы последовательной прокатки полосово го профиля. . -Заготовку 1 (фиг-. 1 ) прокатывают в системе закрытых калибров 2 и 3 . (фиг. 2.. и 3), в последующем .калибре 3 изменяют положение разъемов на противоположное по сравнен.ию с .калибром 2. В предчистовсм калибре 3 формируют на-заготовке 1 высту1;к 4 «закрытой частьюкалибра. Выступы 4. .расположены симметрично по -краям заготовки 1, высота выступа 4 равна .0,05-0,2 высоты заготовки в предчистовом калибре,, т-.е. hg (0 ,05-0 , 2 )Н , Ширина высту.пов4 составляет 3,06,5 вы.соты этих выступов,, т.е. b g ( 3-G, 5 )h g. На противрположн.ой грани заготовки формируют выступ 5. расположенный по середине грани, высота выступа 5 р;авна 0,03-о, ll высоты заготовки, h (0,03-0 ,11 ).Н. Ширина выступа 5 равна 0,65-0,8 ширины заготов.ки в предчистовом калибре, . -т.е. Ь (О, 65-0,8 )В. После деформирования в предчистовом калибре 3(фиг. -3) .заготовки с выступами 4 и 5 ее прокатываютв гладких валках 6 (фиг.. 4 ), формируя- гтолосовой профиль 7. 9 чистовом пррходе происхо-ди.т неравнрмерная по ширине заготовки и различная по -закону, распределения- со стороных верхнего .и нижнего валков деформация металла, в результате чего . из-за неравномерното по высоте.заготорки уширения из заготовки с трапециевидной формой поперечно-го сечения получают -готовый ,поло-. СО-вой прокат правильного прямоугольного сечения.. - - ; . -При ра-вных радиусах валков 6 вследствие разности п.лощадей ко-нтакта металла с валками величина рбжатия .загот-о ки распределяется между, валками неравномерно. Максимальное обжатие наблюдается с.о стороны грани заготовки с двумя выступами 4,- поэтому максимал.ьная величина абсолютногр ущирения также имеет :viecTO на . участке выступов 4 при их деформации. Распределение о бжатий между валками определя-етс-я соотношением выступов. 4 и 5. Если вьасрта выступа 4 менее 0,05 вь1соты заготовки, то велйчина вынужденного уширения недостаточна получения пе.рпендикулярности ; пересекающихся сторон поперечнрго сечения готового профиля. Если h.g 0,2Н,. тогда наступает искажение формы готового профиля вследствие потери устойчивости выступа 4. В том случае, когда ширина выступа 4 .йеньше 3,0 .дысоты выступа, возмож-но образование закатов между выступами 4 на грани готового, профиля. Если b;g 6,5hg, тогда происходит выравнивание обжатий между валками и не достигается правильТ1ая геометрическая форма полосового профиля из-за нарушения перпендикулярности граней. -.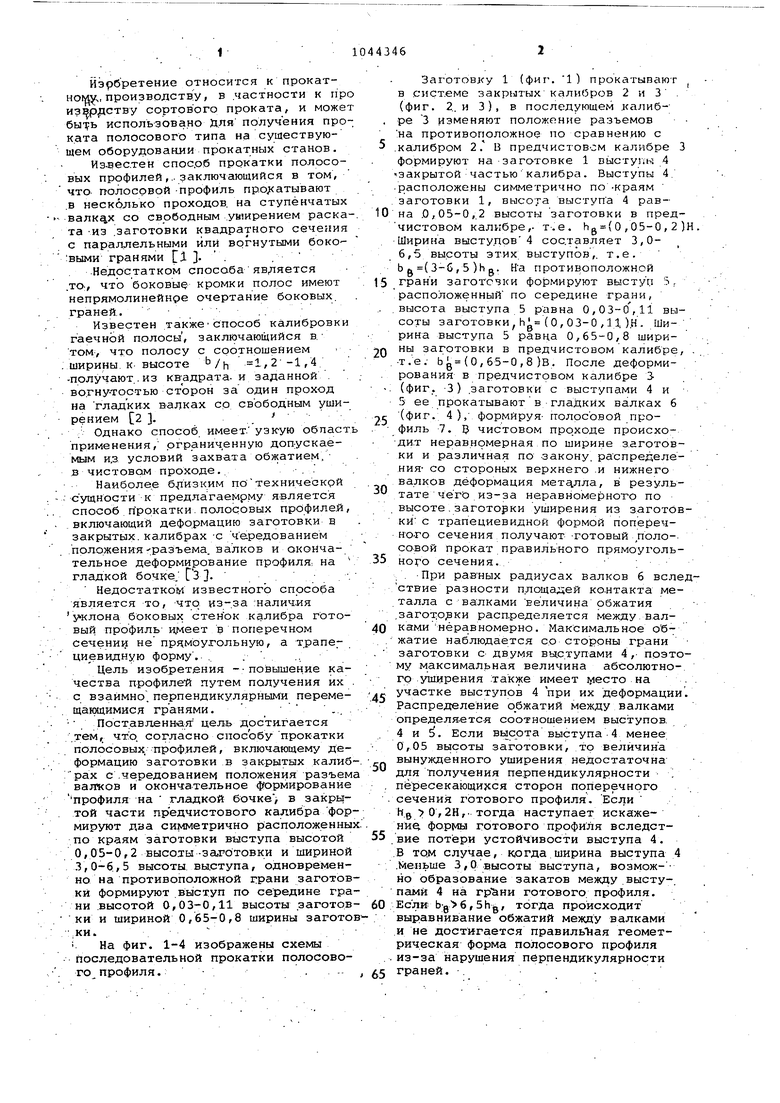
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ ШЕСТИГРАННОЙ СТАЛИ | 1991 |
|
RU2025152C1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| Способ прокатки полос | 1987 |
|
SU1503904A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Способ прокатки полосовой стали | 1989 |
|
SU1674998A1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
СПОСОБ ПРОКАТКИ ПОЛОСОВЫХ. .ПРОФИЛЕЙ, включающий деформацию за-. готовки..в закрытых калибрах с чередованием положения разъема валков и окончательное деформирование профиля на гладкой бочке, отличающийся тем, что, с целью повышения качества профилей путем .получения их с взаимно перпендикулярными перемещающимися гранями, в закрытой части предчистового калибра формируют два симметрично расположенных по краям заготовки выступа высотой О,О5-0,2 высоты заготовки и шириной 3,0-6,5 высоты выступа, одновременно на прот}5вопо ложной грани заготовки формируют выступ по середине грани высотой 0,03-0,11 . (Л высоты заготовки и шириной 0,65-0,8 ширины заготовки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литовченко Н.В., Диомидов Б.В | |||
| и Курдюмов В.А | |||
| Калибровка валков сортовых станов | |||
| М., Металлургиздат, 1963, с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| llO-lll | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и Штернов М.М | |||
| Калибровка прокатных валков | |||
| М., Металлургиздат, 1953 с | |||
| СПОСОБ ПОЛУЧЕНИЯ АЗОПИГМЕНТОВ | 1925 |
|
SU436A1 |
