Фиг.1
ОО СО ОО СО ОО
со
Изобретение относится к прокатному производству и может быть применено для настройки как непрерывных групп, так и отдельно стоящих клетей, предпочтительно, сортопрокатных станов.
Цель изобретения - увеличение точности настройки путем сокращения расстояния между оптическим прибором и настраиваемыми клетями.
На фиг. 1 представлена схема установбора вводится новая координатная сетка, соответствующая расстоянию от прибора до настраиваемой клети.
При установке клетей в непрерывную группу с одинаковыми межклетьевыми расстояниями настройка клетей может быть произведена в другой последовате.тьности. Прибор устанавливают в середине межкле- тьевого промежутка, после настройки клети 8 прибор поворачивают на 180°, фиксируют по
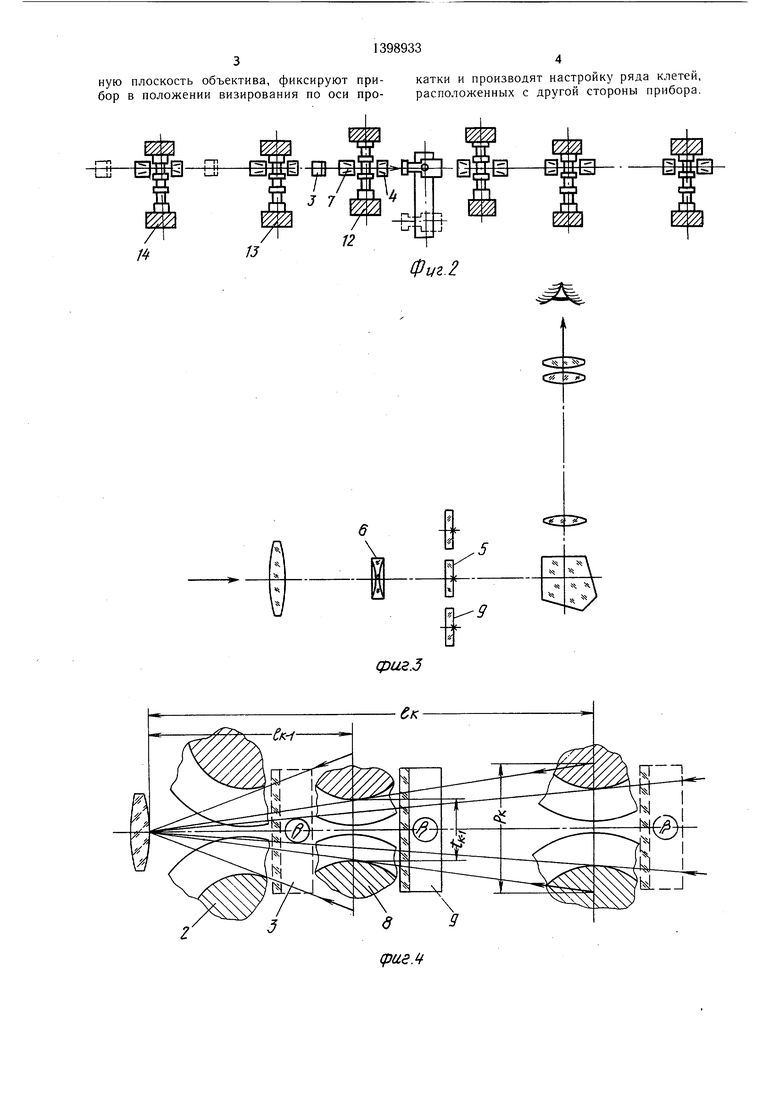
ки оптического прибора на ось прокатки Ш оси визирования и производят настройку при настройке в одном направлении; на клети 12, установленной с другой стороны фиг. 2 - то же, в другом направлении после поворота; на фиг. 3 - установка
25
прибора, далее вводят новую координатную сетку, фокусируют прибор и производят настройку клети 13, затем поворачивают прибора; на фиг. 4 - схема полей зрения по бор на 180° и производят настройку кле- предлагаемому способу контроля ряда распо- ти 8. После настройки клети 8 вводят
новую координатную сетку, производят настройку клети 10, поворачивают прибор на 180° и производят настройку клети 14.
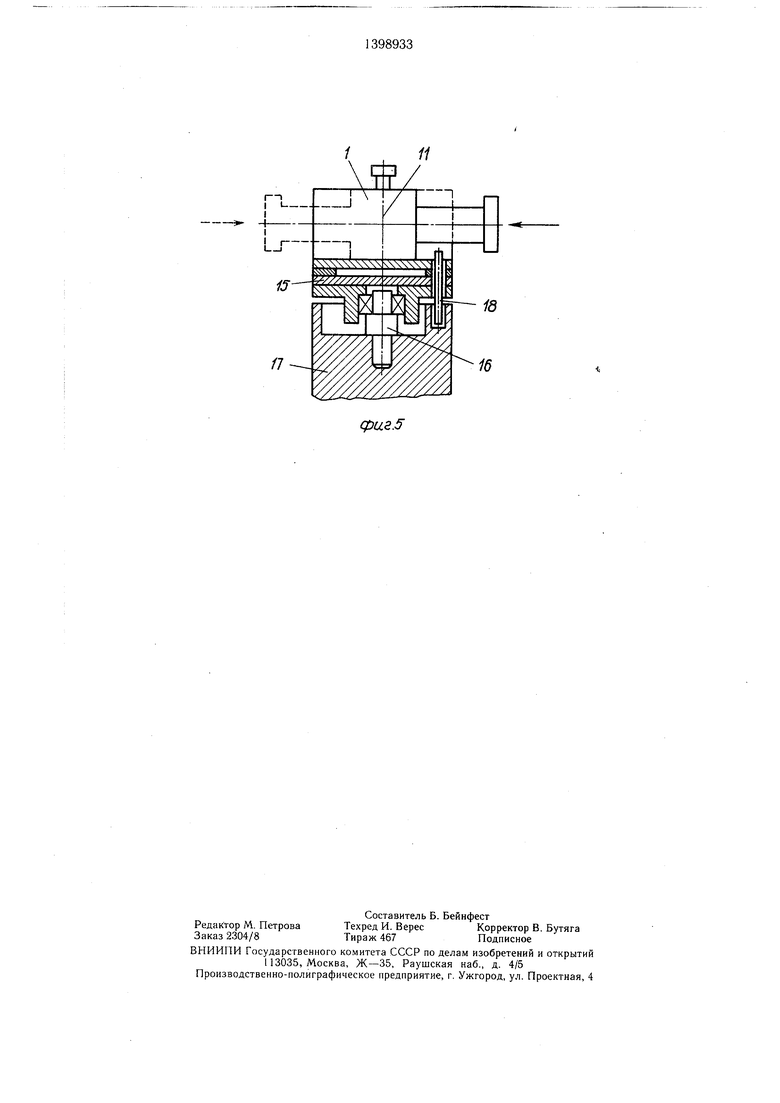
Для осуществления предлагаемого спосо- после окончания процесса прокатки во вре- 20 ба оптический прибор 1 устанавливают на мя остановки стана на перевалку валков или платформу 15 (фиг. 5), которая смонтирована на поворотной оси 16, закрепленной в корпусе 17. Прибор снабжен фиксатором 18 для его точной установки по оси прокатки после поворота на 180°. Корпус 17 установлен на подвижном основании, имеющем вертикальное и горизонтальное перемещение для обеспечения ввода прибора на ось прокатки в линии стана. Средняя точность настройки размеров калибров и проводковой вой от объектива прибора 1 клетью 2 уста- арматуры при использовании поворота отно- навливают осветитель 3, после чего прибор 1 - тического прибора на 180° значительно уве- фокусируют в плоскости вводной проводки 4 и производят настройку проводок на заданный размер по шкале 5 (фиг-. 3) оптического прибора 1 (фиг. 1) и фокусирующей линзе 6 прибора (фиг. 3). Далее по то при использовании поворота прибора это этой же щкале производят последова- расстояние сокращается до 7,5 м, точность тельно настройку калибра клети 2 и замера в этом случае увеличивается до настройку выводной арматуры 7 (фиг. 1). 0,03 мм, т.е. почти в 2 раза. Кроме того, при Далее осветитель (фиг. 3) убирают, а за настройке клетей, установленных с одина- следующей клетью 8 (фиг. 1) устанавли- ковыми промежутками, упрощается конструк- ливают осветитель 3, вводят на оптическую ция оптического прибора, т.е. при этом не- ось прибора новую шкалу 9 (фиг. 3), со- обходимо его оснащение вдвое меньшим ко- ответствующую увеличенному расстоянию от личеством координатных сеток (например, настраиваемой клети 8 до оси прибора для шестиклетьевой группы только тремя), (фиг. 1 и 4).также сокращается общее время настройДалее при настройке проводковой арма- ки, количество операций в рассматривае- туры и калибров клети 10 производят one- мом случае снижается с 13 до 9.
сменных координатных сеток в схеме при- - схема полей зрения п( предлагаемому способу контроля ряда распо ложенных одна за другой клетей; на фиг. 5 - схема установки оптического прибора для осуществления предлагаемого способа.
Предлагаемый способ состоит в том, что
при смене катающих калибров оптический прибор 1 (фиг. 1) вводят в участок рабочих линий стана обязательно в межклетье- вой промежуток и фиксируют по оси прокатки, если все клети передвижные поперек оси прокатки, или фиксируют по оси катающего калибра первой по ходу от него прокатной клети, если настраиваемые клети ус- тановлень стационарно. После этого за перличивается. Так, например, если при обычной настройке без поворота прибора точность, подтвержденная опытными замерами, составляет на расстоянии 15 м не менее 0,05 мм.
рации настройки, аналогичные настройке клети 8, при этом наблюдение за элементами клети 10 ведут через отверстия, образованные вводной проводкой 4, калибром валков и выводной арматурой 7 кле- 50 го стана по авт. св. К 1044354, отличаю- тей 2 и 8. После настройки клетей 2, 8 и 10, щийся тем, что, с целью увеличения точ- стоящих в одном направлении от прибора, оптический прибор 1 поворачивают на угол 180° вокруг главной плоскости объектива 11, фиксируют в положении визирования
на прокатки и производят настройку 55 в средней части настраиваемой группы про- клетей 12, 13 и 14, стоящих с другой стороны катных клетей, и после настройки ряда кле- оптического прибора 1.
Перед каждым переходом на настройку последующей клети на ось визирования приФормула изобретения Способ настройки клетей сортопрокатноности настройки путем сокращения расстояния между оптическим прибором и настраиваемыми клетями, оптический прибор вводят в межклетьевой промежуток, находящийся
теи, расположенных с одной стороны от оптического прибора, поворачивают прибор на 180° вокруг оси, проходящей через главбора вводится новая координатная сетка, соответствующая расстоянию от прибора до настраиваемой клети.
При установке клетей в непрерывную группу с одинаковыми межклетьевыми расстояниями настройка клетей может быть произведена в другой последовате.тьности. Прибор устанавливают в середине межкле- тьевого промежутка, после настройки клети 8 прибор поворачивают на 180°, фиксируют по
оси визирования и производят настройку клети 12, установленной с другой стороны
Для осуществления предлагаемого спосо- ба оптический прибор 1 устанавливают на платформу 15 (фиг. 5), которая смонтирована на поворотной оси 16, закрепленной в корпусе 17. Прибор снабжен фиксатором 18 для его точной установки по оси прокатки после поворота на 180°. Корпус 17 установлен на подвижном основании, имеющем вертикальное и горизонтальное перемещение для обеспечения ввода прибора на ось прокатки в линии стана. Средняя точность настройки размеров калибров и проводковой арматуры при использовании поворота отно- тического прибора на 180° значительно уве- то при использовании поворота прибора это расстояние сокращается до 7,5 м, точность замера в этом случае увеличивается до 0,03 мм, т.е. почти в 2 раза. Кроме того, при настройке клетей, установленных с одина- ковыми промежутками, упрощается конструк- ция оптического прибора, т.е. при этом не- обходимо его оснащение вдвое меньшим ко- личеством координатных сеток (например, для шестиклетьевой группы только тремя), также сокращается общее время настройличивается. Так, например, если при обычной настройке без поворота прибора точность, подтвержденная опытными замерами, составляет на расстоянии 15 м не менее 0,05 мм.
стана по авт. св. К 1044354, отличаю- йся тем, что, с целью увеличения точ-
Формула изобретения Способ настройки клетей сортопрокатного стана по авт. св. К 1044354, отличаю- щийся тем, что, с целью увеличения точ-
в средней части настраиваемой группы про- катных клетей, и после настройки ряда кле-
ности настройки путем сокращения расстояния между оптическим прибором и настраиваемыми клетями, оптический прибор вводят в межклетьевой промежуток, находящийся
в средней части настраиваемой группы про- катных клетей, и после настройки ряда кле-
теи, расположенных с одной стороны от оптического прибора, поворачивают прибор на 180° вокруг оси, проходящей через главф1/г.2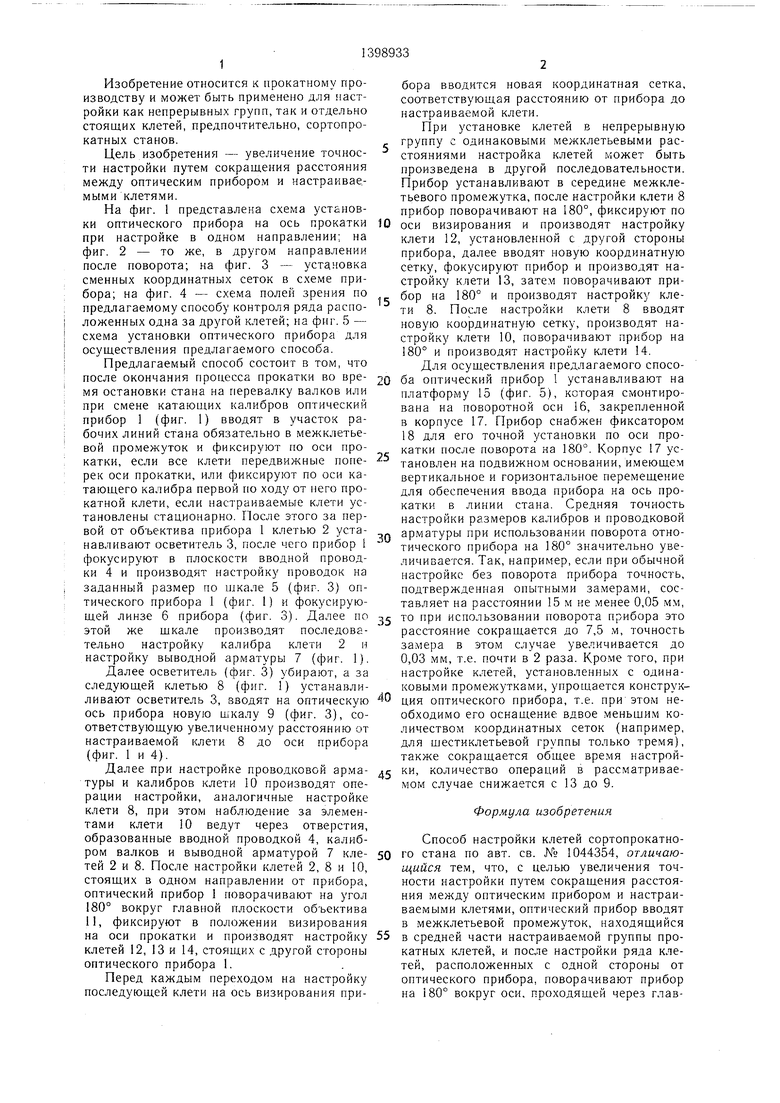
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки клетей сортопрокатного стана | 1982 |
|
SU1044354A1 |
| Устройство для настройки клетей сортопрокатного стана | 1982 |
|
SU1049129A1 |
| Группа клетей прокатного стана | 1990 |
|
SU1731306A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ СОРТОВОГО МЕТАЛЛА | 1998 |
|
RU2135314C1 |
| Способ контроля осевой настройки прокатной клети и устройство для его осуществления | 1978 |
|
SU749474A1 |
| ИН. Ф. ГрИЦуКI ^' TPvgjjqt.,'., II,",..г,а>&. •,.,.•'«-«-«l/tj^i_ ?^'5лиотг;.л | 1966 |
|
SU183703A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| Валковая арматура прокатной клети | 1983 |
|
SU1132995A1 |
| Устройство для автоматической коррекции осевой настройки валков сортопрокатной клети | 1981 |
|
SU969344A1 |
Изобретение относится к прокатному производству и может быть применено для настройки как непрерывных групп, так и отдельно стоящих клетей, предпочтительно, сортопрокатных станов. Цель изобретения - увеличение точности настройки путем сокращения расстояния между оптическим прибором и настраиваемыми клетями. Оптический прибор 1 вводят в промежуток между клетями 2, 8, 10, 13 и 14 настраиваемой группы в ее средней части. Вначале настраивают клети, находящиеся по одну сторону прибора, выводя оси всех калибров клетей на оптическую ось прибора, a затем после поворота прибора на 180° настраивают остальные клети. Поскольку расстояние от прибора до наиболее удаленных клетей вдвое меньше, чем у известного, точность настройки возрастает. 5 ил.
.5
фиг.З
/7
16
фи.г.5
| Способ настройки клетей сортопрокатного стана | 1982 |
|
SU1044354A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
