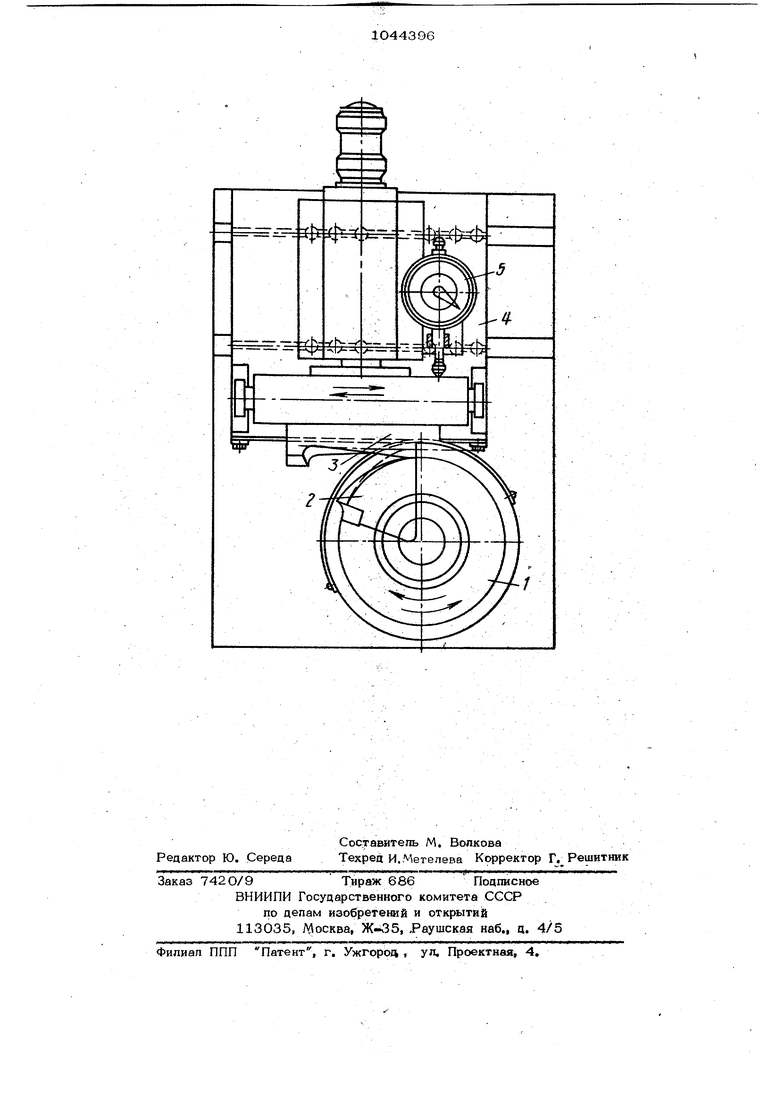
Ис обретение относится к обработке метаплов цавпением и может быть исполь зовано при вальцовке попаток турбома- шин с помощью профильных секторных вставок. Известен способ по; чения рабочего профиля секторной вставки для вальцовки лопаток турбомашин, при котором осуществляют обработку профипьнсй заходной поверхностей fl . Недостатком известного .способа яв ляется то, что при изготовлении лопаток турбомашин секторными вставками,- полученными известным способ, образуются дефекты на поверхности лопато к из-за несоответствия формы заходной поверхно сти секторных вставок форме сопряжения лопатки, что снижает качество готовых лспаток. Известен способ получения рабо чего профиля секторной вставки для вальцовки лопаток турбомашин, при котором осуществляют обработку профильной поверхности и заходной поверхности секторной вставки С2 3 Однако сектсфными вставками, полученными известным способом, вальцевани лопаток выполняют на расстоянии 0,5О,75 величины радиуса сопряжения пера и хвостовика лопатки с последующей до: работкой участка сопряжения, а это снижает производительность изготовления лопаток. Цепь изобретения - повышение производительности качества готовых изделий. Пдставленная цель достигается тем, что согласно способу получения рабочего профиля секторной р тавки для вальцовки лопаток турбомашин, при котором поочередно обрабатывают профильную и заходную поверхности секторной вставки, после поочередной обработки профильной и заходной поверхностей осуществляют их совместную обработку, причем в зону обработки вводят эталонную детель и, используя ее как инструмент, обкатывают сек торную вставку в один проход для полного совмещения контуров эталонной детали с профильной и заходной поверхностями секторной вставки во всех точках касания На чертеже изображена схема обкатки профильной и заходной поверхностей секторной вставки по эталонной детали. Обкатку профильной и заходной поверхностей секторной вставки по эталонной детали осуществляют на приспособлении, состоящем из поворотного диска 1, на ко тором закреплена секторная вставка 2, эталонной детали 3, установленной на базовой плоскости каретки 4, индикатора 5. Каретка с установленной на ней эталонной деталью имеет возможность перемещаться по направляющим. Осуществляется вальцевание участка сопряжения профиля пера лопаток компрессора с длиной 80 мм, хордой 30 мм и радиусом участка сопряжения 3 мм. Материал лопаток - титановый сплав ВТ-8. Припуск на вальцевание по перу и участку сопряхсения составляет 0,4 мм. Вальцевание выполняют на участке для холодного вальцевания типа УВЛ-6. Перед началом вальцевания попаток производят обработку секторной, вставки. Способ осуществляется следующим образом. Предварительно обрабатывают на профилешлифовальном станке профильную и заходную поверхности секторной вставки,, оставляя при этом, острой кромку заход- ной поверхности. Затем секторную вставку 2 устанавливают на поворотный диск 1 приспособления и вводят в контакт с эталонной .деталью 3, фиксируя взаимное положение соответствующих сечений по базовым поверхностям. После чего, покрыв красителем эталонную деталь, производят обкатку до получения отпечатка красителя на поверхностях профильной и заходной частей секторной вставки, при этом обкатку по эталонной детали производят в пределах длины дуги секторной встав-ки, начиная с ее заходной поверхности. Затем снимаЮТ секторную вставку с приспособления и в местах отпечатка красителя производят обработку. Операцию обкатки и обработки поверхностей профильной и заходной частей секторной вставки продолжают до полного совмещения контуров эталонной детали и секторной вставки во всех точках касания, при этом индикатор 5, установленный на торце каретки 4, показывает отклонение при обработке секторной вставки и эталонной детали в пределах О,О2. После вальцевания лопаток данным способом на участке сопряжения дефектов не обнаружено. Использование секторных вставок, полученных предлагаемым способом, позволяет увеличить в два раза производительность офаботки лопаток за счет вальцевания в одном технологическим цикле пера Лопатки и участка сопряжения, повысить качество изготавливаемых лопаток и стабильность их геометрических параметров за счет исключения дополнительной операции по доработке участка сопряжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения рабочего профиля секторной вставки для вальцовки лопаток турбомашин | 1979 |
|
SU919798A1 |
| Устройство для холодной вальцовки профиля пера лопатки | 1980 |
|
SU927408A2 |
| Способ изготовления лопаток турбомашин с заданным пределом выносливости | 1981 |
|
SU1006034A1 |
| Устройство для вальцовки лопаток с косым участком | 1989 |
|
SU1738453A1 |
| Способ шлифования пера лопаток | 1981 |
|
SU986740A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1990 |
|
RU2013179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 2004 |
|
RU2256527C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |
СПОСОБ ПОЛУЧЕНИЯ РАБОЧЕГО ПРОФИЛЯ СЕКТОРН Ж ВСТАВКИ ДЛЯ ВАЛЫЮВКЙ ЛОПАТОК ТУРБОМА Г ШИН, при котором поочереано обрабатывают 1фофига ную в захсцную поверхности секторной вставки, о т л и ч а ю щ и iH с я том, ЧГО| с повышения прсжэвоцнтельностн и качества готовых изделий, после поочередной обработки профиЮ)ной и ааходной поверхностей осуществляют их совместную обработку, причеь в зону обработки вводят эталонную деталь и, используя ее как инструмент,обкатывают секторную. вставку в один прскод до полного совмещения контуров эталонной детали с профи1а ной и заходной поверхностями сектефной вставки во всех (П точках касания.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лебедев В | |||
| М | |||
| Анипиа процесса формирования сопряжения пера с аамкои при хопоцной вальцовке лопаток.-Лвиа | |||
| ционная промышленность, 1978, № 4,, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Брискин Б | |||
| Е., Лебедев В | |||
| М | |||
| iPacчет, проектирование и иэготовлеше осна стки для холодного вальцевания на станке ВС-2 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
