Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления вальцовкой компрессорных лопаток.
Цель изобретения - повышение качества изделий путем повышения его геометрической точности и увеличение производительности за счет обработки всего изделия с одной установки.
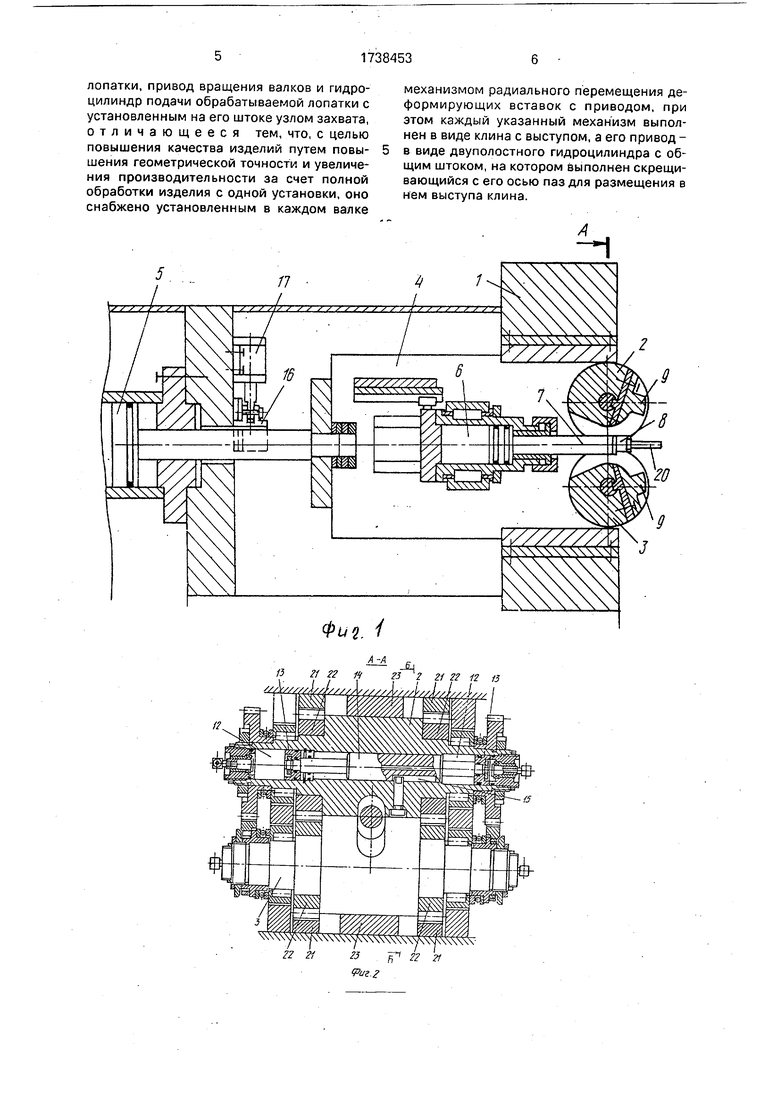
На фиг.1 показано устройство для валь-. цовки лопаток с косым участком, об щи и вид; на фиг.2 - разрез А-А на фиг,1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - внешний вид лопатки с косым участком (в двух изображениях).
Устройство для вальцовки лопаток с косым участком содержит станину 1, валки 2 и 3, размещенные и закрепленные в подвижной клети 4, связанной с приводом в виде силового цилиндра 5. На станине 1 закреплен гидроцилиндр б подачи обрабатываемой лопатки с установленным на его штоке 7 узлом 8 захвата. В полости каждого из валков 2 и 3 размещены деформирующие вставки 9 с механизмом их радиального перемещения, выполненного в виде клина 10 с выступом 11. Привод механизма радиального перемещения деформирующих вставок 9 выполнен в виде двухполостного гидроцилиндра 12 с двумя поршнями 13 и общим штоком 14, на котором выполнен скрещивающийся с его осью паз 15 для размещения в нем выступа 11 клина 10. Для остановки клети 4 в положении начала вальцовки служит жесткий упор 16 с приводом от гидроцилиндра 17.
Поджим деформирующих вставок 9 к плоскости клина 10 осуществляется при помощи винтов 18 и тарельчатых пружинных шайб 19 при наладке стана.
Устройство работает следующим образом.
Лопатку 20 закрепляют в узле 8 захвата. После этого опускают в рабочее положение жесткий упор 16 и начинают работу. Валки 2 и 3 вместе с клетью 4 стана движутся прямолинейно возвратно-поступательно за счет тянущего усилия цилиндра 5, одновременно валки получают вращение от четырех пар реечных передач, в которых рейки 21 жестко закреплены на станине 1, а шестерни 22 посажены на валки.
Кинематическая связь между валками 2 и 3 осуществляется за счет шестерен 22, диаметры делительных окружностей которых равны диаметрам валков. Валки также обкатываются один по другому по своим образующим и вместе с тем по плитам 23, закрепленным на станине 1. Плиты 23 создают суммарный натяг, равный 0,5 мм, за
счет которого обеспечивается большая жесткость системы, что определяет высокую точность обработки.
В положении валков 2 и 3, показанном на фиг.З, клеть 4 останавливается при помощи жесткого упора 16. Обрабатываемая лопатка 20 поршнем гидроцилиндра 6 подается до упора торца замка полки в деформирующие вставки 9.
Гидроцилиндры 12 верхнего валка 2 пе0 ремещают общий шток 14, на котором размещен паз 15, скрещивающийся с его осью. Паз 15 взаимодействуете выступом 11 клина 10 и перемещает последний в тангенциальном направлении. Клин 10, двигаясь по
5 поверхности полости валка 2, перемещает деформирующую вставку 9 в радиальном направлении (показано стрелками В на фиг.З).
Аналогично работают гидроцилиндры
0 12 нижнего валка 3.
В результате происходит внедрение за- ходных частей деформирующих вставок 9 верхнего 2 и нижнего 3 валков в тело косого участка 24 лопатки 20. После обработки ра5 диуса перехода косого участка 24 лопатки жесткий упор 16 поднимается и клеть 4 стана продолжает движение, формируя дальнейший профиль пера лопатки 20.
Внедрение заходиых частей деформи0 рующих вставок9 (вальцующих поверхность лопаток 20) осуществляется при остановленных на жестком упоре 16 валках и при этом получают только заходной отпечаток. При снятии жесткого упора 16 валки 2 и
5 3 вместе с деформирующими вставками 9 продолжают прямолинейное движение, получая при этом вращение от жестко закрепленных реек 21. Профильной частью деформирующих вставок 9 формируют
0 остальную часть лопатки 20.
Реализовать предлагаемое устройство можно на базе вальцовочного стана типа ВС-2.
Использование устройства для вальцов5 ки позволяет существенно снизить трудоемкость изготовления компрессорных лопаток с косым участком путем обработки косого участка лопатки и ее пера холодной пластической деформацией с одного установа и
0 обеспечивает повышение качества лопатки благодаря созданию возможности плавного перехода от косого участка лопатки к ее перу.
Формула изобретения
5 Устройство для вальцовки лопаток с косым участком, содержащее установленные в станине валки с размещенными в них деформирующими вставками с рабочим профилем для формообразования профиля
лопатки, привод вращения валков и гидроцилиндр подачи обрабатываемой лопатки с установленным на его штоке узлом захвата, отличающееся тем, что, с целью повышения качества изделий путем повышения геометрической точности и увеличения производительности за счет полной обработки изделия с одной установки, оно снабжено установленным в каждом валке
механизмом радиального перемещения деформирующих вставок с приводом, при этом каждый указанный механизм выполнен в виде клина с выступом, а его привод - в виде двуполостного гидроцилиндра с общим штоком, на котором выполнен скрещивающийся с его осью паз для размещения в нем выступа клина.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки пера лопаток | 1979 |
|
SU863111A1 |
| 63/25-2711.09.78"Устройство для образования утолщений на полосе"казанс | 1978 |
|
SU770630A1 |
| Устройство для холодной вальцовки профиля пера лопатки | 1972 |
|
SU446156A1 |
| Устройство для вальцовки пера лопатки | 1977 |
|
SU707667A1 |
| Устройство для холодной вальцовки профиля пера лопатки | 1980 |
|
SU927408A2 |
| Устройство для обработки несимметричных профилей | 1978 |
|
SU770631A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1999 |
|
RU2174056C2 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Клеть для прокатки клиновидных профилей | 1988 |
|
SU1586805A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления вальцовкой компрессорных лопаток. Целью является повышение качества изделий путем повышения его геометрической точности и увели- чение производительности за счет обработки изделий с одного установа. В полости каждого из валков (В) 2 иЗ размещены деформирующие вставки (ДВ) 9. Механизм 6-5 их радиального перемещения выполнен в виде клина (К) 10 с выступом (Вс) 11. Привод механизма радиального перемещения выполнен в виде гидроцилиндра со штоком (Ш 14), размещенным в полости В 2 и В 3. На Ш 14 выполнен скрещивающийся с его осью паз 15 для размещения в нем Вс 11 К 10. Обрабатываемая лопатка 20 подается до упора торца замка полки в ДВ 9. Гидроцилиндр перемещает Ш 14, который, взаимодействуя пазом 15 с Вс 11, перемещает К 10 втангенциальном направлении. За счет клиновой поверхности К 10 осуществляет радиальное перемещение ДВ 9. ДВ 9 деформирует косой участок Л 20, после чего клеть с В 2 и В 3 перемещается и осуществляется вальцовка остальной части пера Л 20. Изобретение позволяет существенно снизить трудоемкость изготовления компрессорных лопаток с косым участком за счет обработки косого участка лопатки и ее пера холодной пластической деформацией с одного установа. 4 ил, СО С ч| со Ј СА)
5
01/1 /
| ФОН! ЗНШЕРТОВ | 0 |
|
SU406611A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
