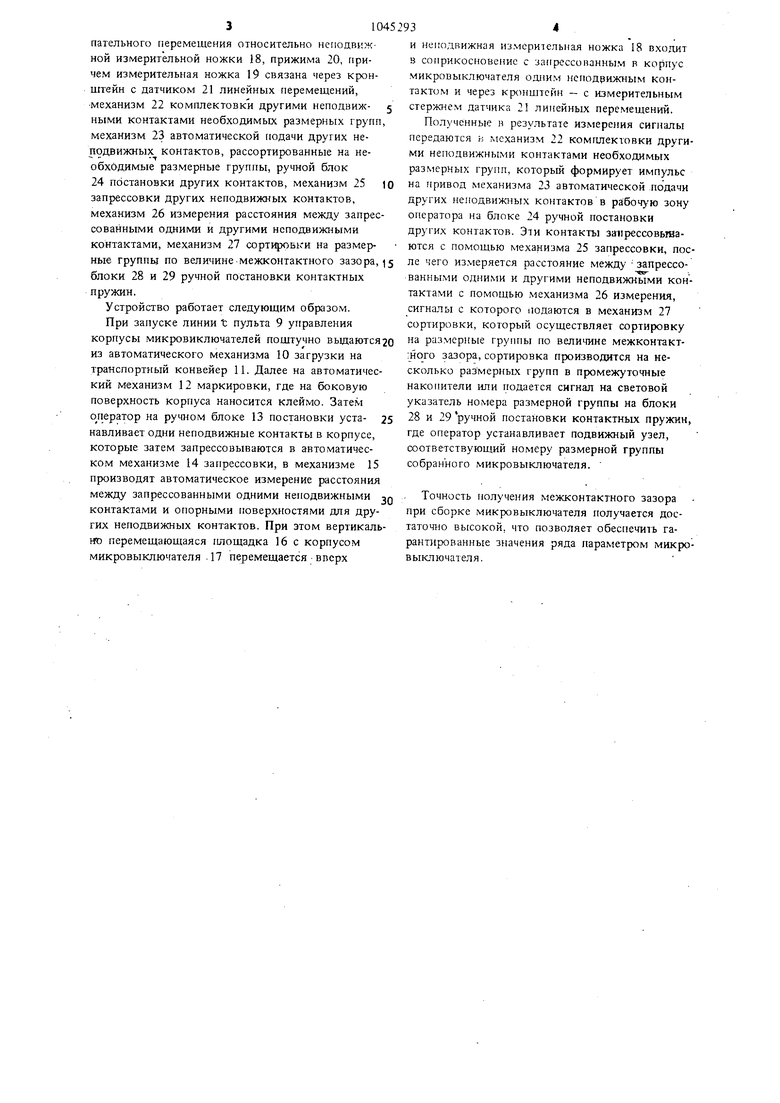
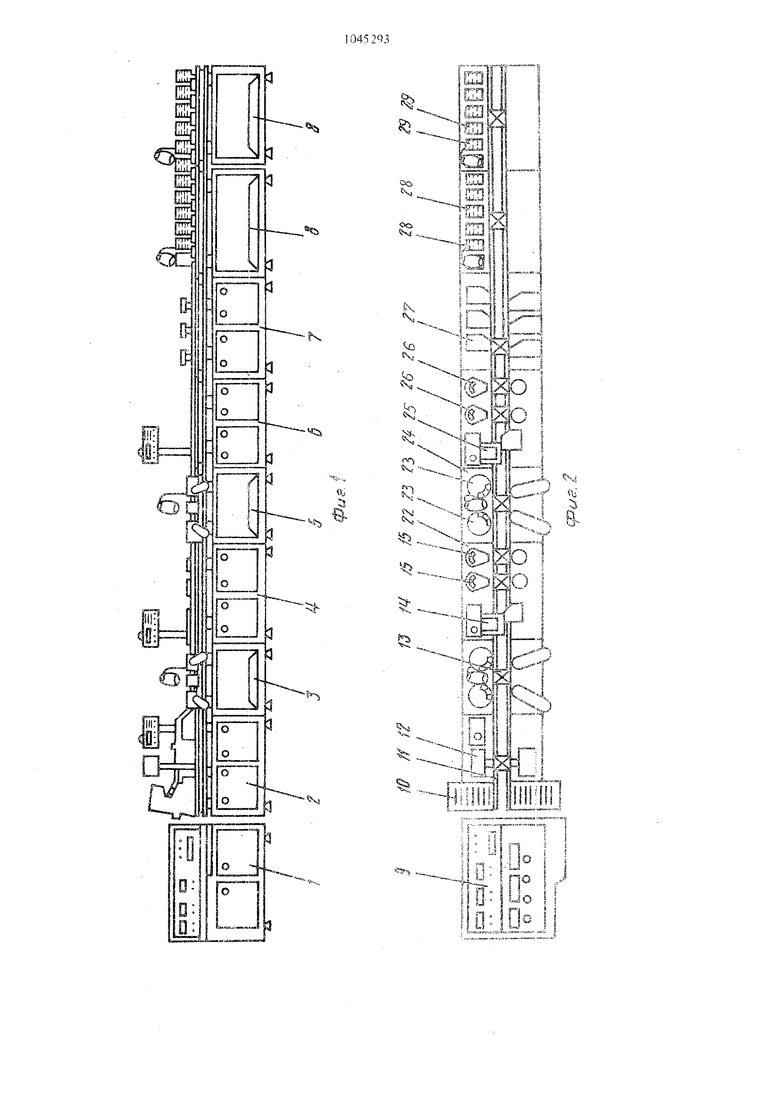
Изобретение относится к электротехкике, а более конкретно к сборке коммутащ-юнных anifaparoB, в частности микровыключателей. Известка автоматизированная линия сборки Ь1икровьи а ючателей, содержащая автономные устройства загрузки корпусов микровьжлючате лей, подачи к установки неподви 1а ых контакто блоки ручной постановки контактов пружин и транспортные конвейеры ПИзвест :а также автоматизированная линия сборки микровыклюштелей. содержащая автоматические механизг /ы затрузки корпусов мик ;юв,ыключател.ей, подачи и запрессовки одних г.еиодввжкых контактов, громеж)точные накопители, а также блоки рушюй постановки коитак1НЫА fipyxaiH. при этом все упомянутые механизмы ишоки соединеггы транспортным кОНвейером 2. Известные устройства обладают невь сокой Точностью сборки. Цель изобрете1:;ия -- повышение точности сборки. Поставлепнак цель достигается тем,.что авто лгатизкр1 ванпая линия сборки микровыключателей, содержащая автоматические механизмы загрузк - корпусов микровыключателей, подачк и заттрессозки одних неподвижных контактов, про.межуючнье накопители, а также блоки руч ной постановки контактных ripyxGSH, пря этом все упомя;,1 утьземеханизмы и блоки соединены транспорткь(м конвейером, снабжена механизмо из мереи.« расстояния между запрессованными одними иеподвихдаымй контактами и опорным tioiiep.xHi.riHr.ijE для других неподвижнь х кон-тактоБ 3 корпусе г-.1икровыключателя, механизмо KONsiLTeKTOBKH другими неподвиядаыми контакт ми необходи.мых размерных групп, механизмом автсматизеской подачи упомянутых других непоД1;И кнь х контактов, рассортированных на не обходимые размерные группы, механизмом заирсссоики друп-LX неподвижных ко}Ггак10Б. мехакизгиом из.мерепия расстояния между заг1рсссованнь ми упомянутыми одними к другими негюдвижпыми контактами, механизмом сортир)йки на размерные группы по величине Ме.жкоатзктного зазора микроныключателя, .при этом механизм изгугерения расстояния меж заирессованными одними неподвижными контактами и ог орными поверхностями ДЛ1Я других неподвижных контактов в корпусе микровь:Ю Ючате.пя расположен на автоматизированно линии за механизмом загфессовки одних негюд .ВИЖН.ЫХ ко.нтактов, механизм комплекговки дpyги.fи неподвижными контактами, необходимых размерных групп дистангионно связан с механизмом измерения расстояния мехсду запрессованными одними неподвижными контакт ми к огюрными поверхностями для друг1- Х неп контактов и механизмом автоматическ подачи других неподви сь;ь:х контактов, рассортировэн1 Ь Х на необходимые размерные группы, механизм измерения расстояния между запрессованными и дpyги и непо.цнижными контактами расположен на автоматизиртванной линии за механизмом загцзессовки других неподвижных контактов, мех.анизм сортировки на размерные группы яо величине межконтактного зазора расположен на азтоматизирова;п;ой линии за механизмом измерения расстояния между за ipeccoBatiHbiMH одними и другиг-ли неподви) контактарли и .дкс;а.чщ-1онно связан с и.им. Механизм -- змерения рнсстояния между за.прессованными нег;од15кж;-;ь :ч- н контактами и опорными поверх - ос:Г1Ми .а.пя .других неподвижных контактов в корпусе микровыключателя выпол1ген и 1яде двух мзмер1ие1:ы ьс ножек, одна из которых неподвижна, а другая установлена с возможностью нозглэатно-поступательного перемещения относитсяJKO неподвижной измерительной ножки, причем госадо-иая часго неггодвижНО.Й измерительной г.ожк,к имеет размеры, равные требуемым размерам иоеадоч.ной части неподвижного контакта.; На фиг. 1 представлена ехемэ азто.матизироаанкой линии сборки микровыключат-елей, общий вид; на фиг. 2 -- то же, вид в плане; на фиг. 3 - схемг устройств;: измерения расстояния меж.цу заг ресеованным одними неподьиж -;ыми ко{тактамн ч опорнь Л1И поверулостями ;и:я других ;1егюд;;нж1- ых к-энтактов в корпусе микровь ключателя. Линия состоит нз блоков-мо,з,лей управле; Ий i, зггрузк;- и маркировки .. лостамовкк одних неподвг- югых контактов 3, запрессовки и измерения 4, лосганозки других неподвижных контактов 5, запрессовкЕ и измерения 6, сортировки 7, постановки подвижного узла 8, Блоки--модули содержат пульт 9 управления, автоматггческий механизм 0 загрузки корпусов микровыкяючателей, траисп;.) конвейер 1 1, автомгтичес)скй механизм 12 маркировки, ручной блок 13 постановки одних негюдвиж-тых кхзнтактов, автоматический .механизм 14 запресеовки одних иеподз;1:ж1;ых контактов, механизм 15 измерения расстояния между запрессован1-гыми о.гщими неподвижными контактами и опорными поверхностями для других негютвижлых контакгов в корггусе микровьи лючате.ля. состоящий из вертикально перемещаюшейси гшощадки 16, на которой pa3-vrt:iueH микр(Л Ыключателя 17 с запрессованными нег одвижными контакта.ми,. ие1к.)движтюй излгерительной ножки 18, взакмо.иействугСшей е опорной поaepxiLOCibso /хля другого неподвижного контакта, гюсадочная часть KOjopou имеет размеры, равные требуемы.-/ размера.м лоеадо-: -:ой част.и 1е1 одвюкиого контакта, .чруюй кзмерг-пельной Hc/iCKH 19, установленной с возмож - ОС-ЬК} оозвп.пго-посту31045
пательного перемещения относительно неподвижной измерительной ножки 18, прижима 20, причем измерительная ножка 19 связана через кронштейн с датчиком 21 линейных перемещений, механизм 22 комплектовки другими неподвиж- 5 ными контактами необходимых размерных групп, механизм 23 автоматической подачи других неподвижных контактов, рассортированные на необходимые размерные группы, ручной блок 24 постановки других контактов, механизм 25 ю запрессовки других неподвижных контактов, механизм 26 измерения расстояния между запрессованными одними и другими неподвижными контактами, механизм 27 сортировки на размерные группы по величине-межконтактно го зазора, 15 блоки 28 и 29 ручной постановки контактных пружин.
Устройство работает следующим образом.
При запуске линии t пульта 9 управления корпусы микровиключателей поштучно вьщаются20 из автоматического механизма 10 загрузки на транспортный конвейер 11. Далее на автоматический механизм 12 маркировки, где на боковую поверхность корпуса наносится клеймо. Затем о ператор на ручном блоке 13 постановки уста- 25 навливает одни неподвижные контакты в корпусе, которые затем запрессовываются в автоматическом механизме 14 запрессовки, в механизме 15 производят автоматическое измерение расстояния между запрессованными одними неподвижными о контактами и опорными поверхностями для других неподвижных контактов. При этом вертикально перемещающаяся гшощадка 16 с корпусом микровыключателя Л7 перемещается вверх
2934
и неподвижная измерительная ножка 18 входит в соприкосновение с запрессованным в корпус микровыключателя одним неподрнжным контактом и через кро(штейн - с измерительным
стержнем датчика
линейных перемещении.
Полученные в результате измере)1ия сигналы передаются и механизм 22 комплектовки другими неподвижными контактами необходимых размерных групп, который формирует импульс на привод механизма 23 автоматической .подачи других неподвижных контактов в рабочую зону оператора на блоке 24 ручной постановки других контактов. Эти контакты заирессовьгеаются с помощью механизма 25 запрессовки, после чего измеряется расстояние между -запрессованными одними и другими неподвижными контактами с помощью механизма 26 измерения, сигналы с которого подаются в механизм 27 сортировки, который осуществляет сортировку на размерные rpyinibi по величине межконтакт;ного зазора, сорти ювка производится на несколько размерных групп в промежуточные накопители или подается сигнал на световой указатель номера размерной группы на блоки 28 и 29 ручной постановки контактных пружин, где оператор устанавливает подвижный узел, соответствующий номеру размерной группы собранного микровыключателя.
Точность получения межконтактного зазора при сборке микровыключателя получается достаточно высокой, что позволяет обеспечить гарантированные значения ряда параметром микровыключателя.
У
-К
-ь
-,
о Ч..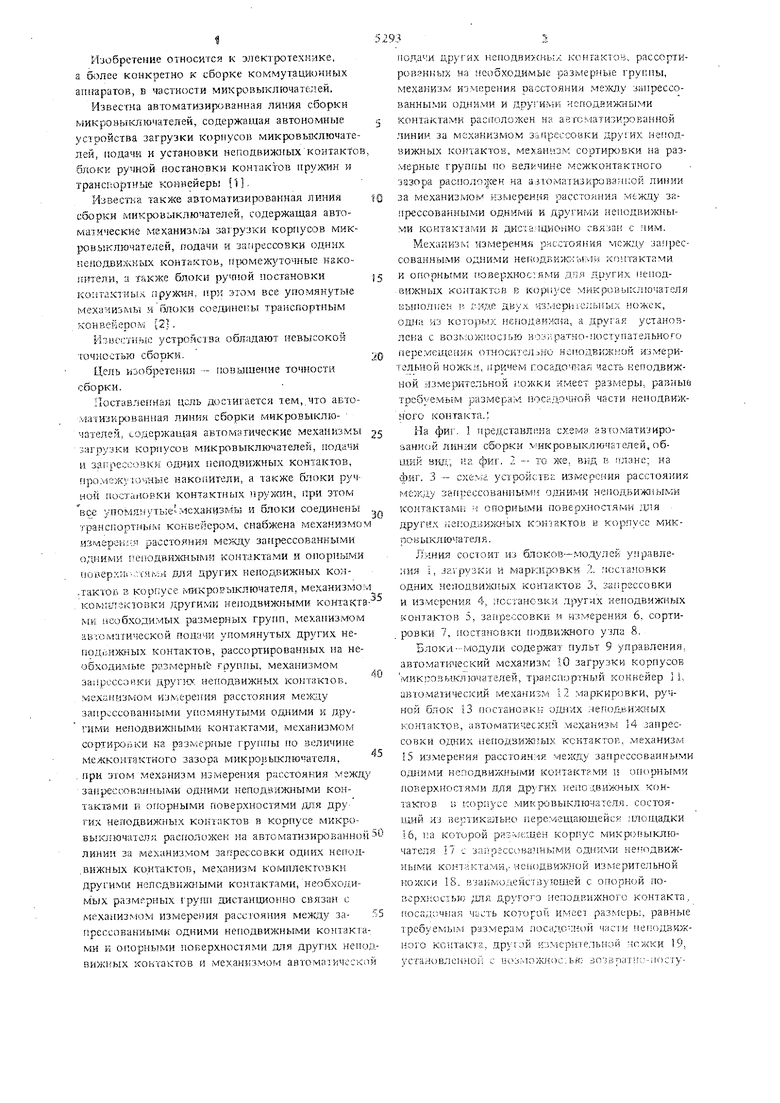
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ селективной сборки микровыключателя | 1978 |
|
SU967211A1 |
| Автомат для сортировки деталей | 1990 |
|
SU1789311A1 |
| АВТОМАТ ДЛЯ СБОРКИ КОМПЛЕКТОВ РАДИАЛЬНЫХ ПОДШИПНИКОВ КАЧЕНИЯ | 1970 |
|
SU261155A1 |
| Способ комплектования трехточечного шарикоподшипника | 1988 |
|
SU1590732A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| Устройство для сборки и контроля электронных узлов | 1983 |
|
SU1196816A1 |
| Установка для сборки звеньев гусениц | 1990 |
|
SU1729679A1 |
| Устройство для контроля и сортировки линз | 1980 |
|
SU910231A1 |
| Способ сборки контактных узлов микровыключателей с двойным разрывом цепи и устройство для его осуществления | 1980 |
|
SU1035660A1 |
| Способ кселективного комплектования деталей для сборки подшипников качения | 1974 |
|
SU570729A1 |
1. АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ МИКРОВЫКЛЮЧАТЕЛЕЙ, содержащая автоматические механизмы за1рузки корпусов микровыключателей, подачи и запрессовки одних неподвижных контактов, промежуточные накопители, а также блоки .ручной постановки контактных пружин, при этом все упомянутые механизмы и блоки соединены транспортным конвейером, отличающаяся тем, что, с целью повышения тошюсти сборки, она снабжена механизмом измерения расстояния между запрессованными од)1ими неподвижными контактами и опорными поверхностями для других неподвижных контактов и корпусе микровыключателя, механизмом комплектовки другими неподвижными контактами необходимых размерных групп, механизмом автоматической подачи упомянутых друтих неподвижных контактов, рассортированных на необходимые размернь е группы, механизмом запрессовки других неподвижных контактов, механизмом измерения расстояния между за11рсссог4анными упомянутыми одними и другими неподвижными контактами, механизмом сортировки на размерные группы по величине межконтактного зазора, микровыключателя, при этом механизм измерения расстояния между запрессованными одними неподвижными контактами и опорными поверхностями для других неподвижных контактов в корпусе микровыключателя расположен на автоматизированной линии :за механизмом запрессов ки одних неподвижных контактов, механизм комплектовки другими ненодвижными контактами необходимых размерных групп дистанционно связан с механизмом измерения расстояния между за1 рессованными одними ненодвижными контактами и опорными поверхностями для других неподвижных контактов и механизмом автоматической подачи других неподпи кнь1Х контактов, рассортированных па необходимые размерные группы, механизм измерения расстояния между С 9 запрессованными одни.ми и другими ненодвижными коптакта.ми расположен на автоматизиро(Л ванной линии за механизмом запрессовки других неподвижных контактов, механизм сортировки на размерные группы по величине межконтактного зазора расположен на автоматизированной линии за механизмом измерения расстояния между запрессованными одними и другими неподвижными кснпактами и дистанционно связан с ним. 2. Линия сб.чрки по п. 1, о т л и ч а ю щ а яс я тем, что механизм измерения расстояния между запрессованными одними неподвижными контактами и опорными поверхностями для дру1-их ненодвижных контактов в корпусе микровыключателя выполпен в шше двух измерительных пожек, одна из которых неподвижна, а друтая установлена с возможностью возвратно-поступательного перемещения относительно ненодвижной измерительной ножки, причем посадочная часть неподвижной измерительной ножки имеет размеры, равные требуе.мым размерам посадочной части неподвижного контакта.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия сборки фирмы Lonca ; Швейцария | |||
| - Technische Rundschan, 1968, i | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия сборки ирмы Татеиси Денки, Япония, - Даидоку шдзюцу, 1974, т | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
