i(i
О
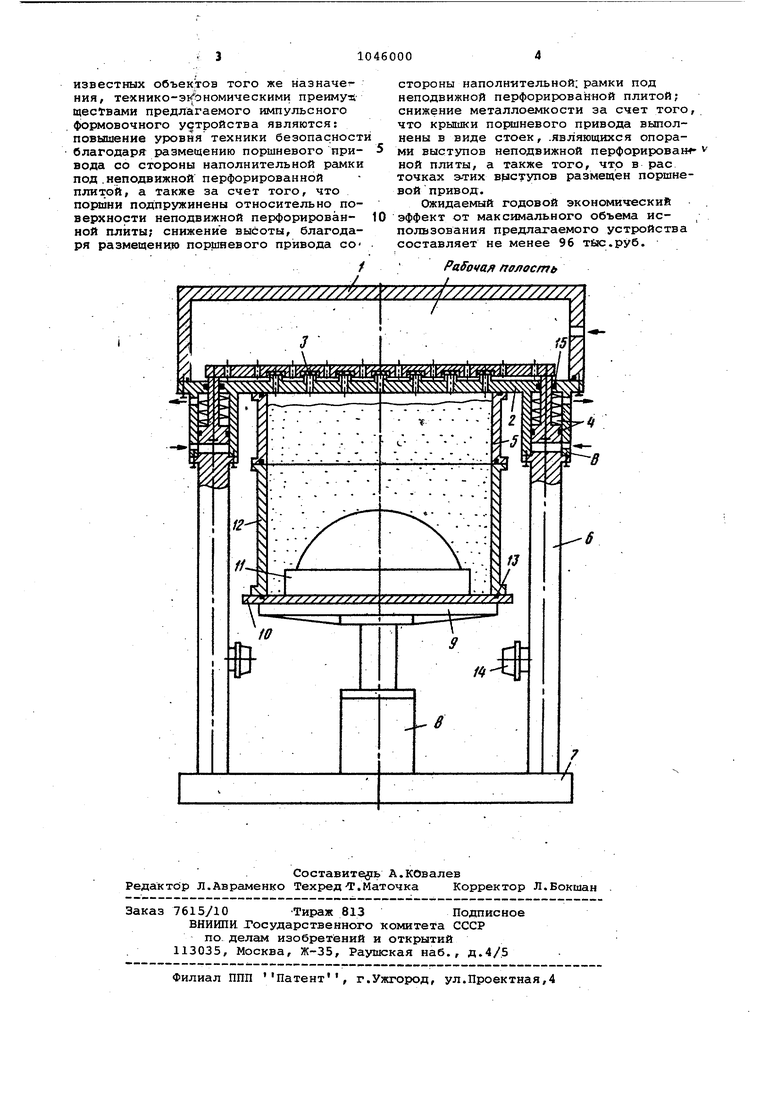
О Изобрете ие относится к литейном производству, в частности к устрой ствам для изготовления литейных форм импульсом сжатого воздуха. Известно импульсное фор овочное устройство, содержащее корпус с рабочей полостью, подпружиненный относительно крышки клапан и последовательно расположенные ниже распр делительной полости неподвижную и подвижную перфорированные плиты, отверстия которых смещены относител но друг друга tl. Недостаток известного устройства заключается в. малом ресурсе работы из-за того, что с каждь 4 импульсом неподвижнаяiпрефорированная плита воспринимает Значительные динамичес кие нагрузки, приводящие к ее де- . формации. Кроме того, известная конструкци способствует непроизводительным потерям сжатого воздуха, поскольку после импульса в распределительной . полости остается тот его объем, который не использовался по прямому назначению для уплотнения литейнйй формы. Наиболее близким к предлагаемому по технической сущности является импульсное формовочное устройство, содержащее корпус с рабочей полость неподвижную перфорированную плиту, а также расположенную над ней в рабочей полости подвижную плиту,соед ненную с поршневым приводом, поршен которого установлен в возвышаквдемся над корпусом, выступе и подпружинен относительно крышки, перекрывающей расточку этого выступа, причем магистраль рабочей среды подведена штоковую полость поршневого рривода 2 .; За счет размещения подвижной плиты над неподвижной перфорированной плитой данное устройство увеличивает свой ресурс работы и уменьшает расход сжатого воздуха. Однако описанное .устройство характеризуется следующими недостатками: самопроизвольны11 импульс сжатого воздуха из рабочей полости при установке между корпусом и штоком поршневого привода уплотнения со скрытым дефектом или при износе это уплртнения, поскольку при. этом сжатый воздух из рабочей полос-аи поступает в штоковую- лолость портине вого. привода и поднимает его поршен связанный с подвижной плитой, что может стать причиной травмы обслуживающего персонала; значительный габарит устройства по высоте,пприводящий к увеличению его металлоемкости из-за того, что поршневой при вод установлен в возвышающемся над корпусом выступе. Цель изобретения - повышение уро.в-ня техники безопасности при одновреенном снижении металлоемкости и высоты импульсного формовочного устройства. Цель достигается тем, что в импульсном формовочном устройстве, содержащем корпус с рабочей полостью, неподвижную перфорированную .плиту, а также установленную над ней и соединенную с подпружиненнымпоршневым приводом подвижную плиту, поршневой привод установлен со стороны наполнительной рамки над неподвижной перфорированной плитой, относительно нижней поверхнос.ти которой подпружинены поршни, при этом крышки поршневого привода выполнены в виде стоек. На чертеже изображено импульсное формовочное устройство, разрез. Устройство содержит корпус 1 с рабочей полостью, неподвижную.перфорированную плиту 2, подвижную плиту 3, пoдпpy7к шeнный доршневкй привод 4, крышки 5, выполненные в виде стоек; .6, станину 7, силовой цилиндр 9, модельную плиту 10, модель 11, опоку 12, уплотнительный шнур 13, кромочный рольганг 14, и уплотнения 15. .. . Импульсное формовочное устройство работает следующим образом. Через отверстие в рабочую полость подают сжатый воздух до- создания необходимого.давления. Для уплотнения формовочной смеси в поршневые полости под давлением подают рабочую среду, в результате чего поршни перемещают подвижную плиту 3 вверх, открывая сжатому . воздуху доступ из рабочей полости к отверстиям -неподвижной перфорированной плиты -2. Таким образом происходит импульс сжатого воздуха, уплотняющий формовочную смесь. После импульса подвижная.плита 3 возвращается в исходное положение . под действием пружин и перекрывает отверстия неподвижной пёрфорированной плиты 2. . Импульсное формовочное устройство готово к очередному циклу., Если в неподвижной перфорированной плите 2 будут установлены уплот- . нения 15 со скрытыми дефектами или зти уплотнения потеряют герметичность вследствие износа, то это ве приведет к самопроизвольному импульсу, поскольку сжатый воздух, поступив в штоковые полости из рабочей полости, не оказывая воздействия на порщши, уйдет через выхлопные каналы в атмосферу. . По сравнению с лучшим отечественным образцом, которые в данном случае является устройство Г2 , как имегацее наименьшие приведенные затраты среди
| название | год | авторы | номер документа |
|---|---|---|---|
| Импульсное формовочное устройство | 1984 |
|
SU1235623A2 |
| Формовочная машина | 1990 |
|
SU1773551A2 |
| Формовочная машина | 1987 |
|
SU1650329A1 |
| Формовочная машина | 1982 |
|
SU1031635A1 |
| Импульсная головка | 1989 |
|
SU1678505A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 2010 |
|
RU2429935C1 |
| Импульсная головка | 1990 |
|
SU1770036A1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |
| Импульсное формовочное устройство | 1986 |
|
SU1503978A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ЛИТЕЙНОЙ ФОРМОВОЧНОЙ СМЕСИ | 1991 |
|
RU2017566C1 |
ИМПУЛЬСНОЕ ФОРМОВОЧНОЕ VCTF РОЙ(;ТВО, содержащее корпус с.чрабочей полостью, неподвижную перфорированную плитуу а также установленную над ней и соединенную с подпружиненСБМ поршневьля ; приводом подвижную плиту, от л и- ч а. ю щ е е. с я тем, что,, с целью повышения уровня техники безопасности при одновременном снижении металлоемкости и высоты, поршневой «привод расположен сО стороны наполнительной рамкиПОД неподвижной перфорированной плитой, относительно нижней поверхности которой подпружия иены поршни,при этом крышки; поршнево; го привода выполнены в виде стоек. . .S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1972 |
|
SU425719A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Импульсная головка | 1977 |
|
SU606677A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
