Изобретение относится к литейному производству, в частности к инст рукциям постаментов пресс-форм лить под давлением. Наиболее близким к изобретению по технической сущности и достигаемому результату является постамент пресс-форм машины литья под давлением, содержащий корпус с Т-сбразкыми пазами для элементов крепежа гп. . Однако постоянное (заданное) рас положение Т-образньох пазов . обеспечивает возможность установки на машину литья под давлением только пресс-форм, имеющих расположение крепежных пазов,совпадающих с указа ным, в то время, как при многономенклатурном мелкосерийном характере производства часто возникает необходимость установки на машину литья под давлением пресс-форМ с отличным от постамента расположение пазов крепления. Указанная задача н может быть решена за счет увеличени количества Т-образных пазов в поста ментах известных конструкций, а тре бует доработки пресс-форм и применения лереходных плит. Объясняется это тем, что из-за требуемого близкого расположения пазов в постаменте (5 - 30 мм) они . или перекрывают друг друга, или несущее сечение металла между ними не обладает достаточной для закреп ления пресс-форм механической прочностью. Таким образом, выполнение в постаменте элементов крепления . пресс-форм в виде Т-образных пазов с постоянным расположением значител но ограничивает эксплуатационные возможности машин литья под давлением, ухудшает оперативность и гибкость планирования работы литейного цеха. Цель.изобретения - расширение эксплуатационных возможностей машины и унификация постамента. Указанная цель достигается тем, что постамент пресс-форм машины лит под давлением, содержащий корпус с пазом для крепления пресс-форм, сна жен сухарями, установленными в паза с возможностью перемещения, подпруж ненными относительно корпуса и вы. полненными в виде правильного много угольника с четным числом сторон и отверстиями под элементы крепежа. На фиг.1 показан постамент в сбо ре;на фиг.2 - разрез А-А на фиг.1;н фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 и 5 - примеры возможных вари антов расположения крепежных аремен тов. Постамент содержит корпус 1 с сухарями 2, которие размещены в па. зах 3 корпуса 1 с возможностью изме нения положения, снабжены отверстиями 4 для установки крепежа и выполнены подпружиненньп 1и относительно корпуса 1 с помощью пружины 5 и шарика 6, а также блок выталкивания 7 с элементами направления в виде шпонок 8. Корпус снабжен опорами 9 для установки на .колонны машин литья под давлением. Сухари 2 в плане имеют форму правильного многоугольника с четным числом сторон, а поперечные сечения пазов 3 могут быть любыми, обеспечивающими удерживание в них сухарей 2. Кроме того, конструкция элементой направления блока выталкивания может быть любой, обеспечивающей параллельное расположение монтажных и направляющей частей (например, штифт, ось с подшипником и др.). Работа постамента осуществляется следующим образом. Постамент- вводят в монтажное пространство машины литья под давлением и устанавливают так, чтобы размещенные на корпусе 1 опоры 9 опирались на колонны машины литья под давлением, регулируют положение постамента до совмещения его осей с осями машины и закрепляют постамент на подвижной плите машины. Пос ле пяти-шести холостых ходов машины, позволяющих убедиться в том, что постамент перемещается по колоннам машин литья под давлением без перекосов и заеданий, переходят к монтажу пресс-формы. Установкой крепежа (болты, винты) в соответствующие отверстия 4 сухарей 2 и выбором положения последних обеспечивают совпадение расположения крепежа (размеры А, А 2, А j, sB , БЗ В. и др. на фиг.4 и 5) с расположением крепежных пазов прессформы и закрепляют ее на постаменте. При этом количество возможных вариантов расположения крепежа (N) определяется по формуле N-H-q.b, где W-- число сторон правильного многоугольника, форму которо го имеет сухарь в плане; а - количество отверстий, выполненных в сухаре 2; Ъ количество пазов. Конструкция постамента пресс-формы литья под давлением обеспечивает возможность крепления пресс-форм с практически неограниченным числом вариантов расположения пазов крепления. В результате значительно рас ширяются эксплуатационные возмоисности машин литья под давлением, улучшаются оперативность и гибкость планирования работы литейных цехов.
-1
5-5
Кмонна машамм литм noS давлением
Фиг. г
fPuz.S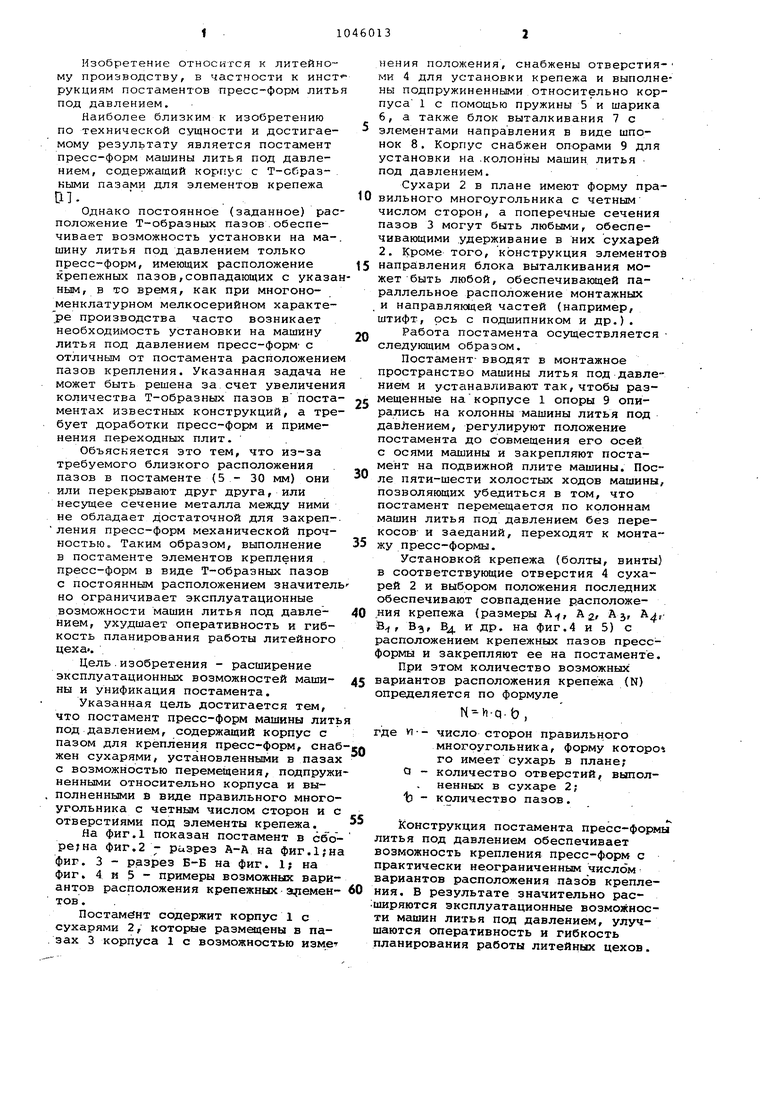
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением металлов и пластмасс | 1977 |
|
SU686814A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU899257A1 |
| Установка для литья под давлением роторов электродвигателей | 1982 |
|
SU1066736A1 |
| Устройство для запирания прессформы машины для литья под давлением | 1972 |
|
SU504464A3 |
| Устройство для двухступенчатого выталкивания отливок из пресс-формы | 1984 |
|
SU1263424A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Машина для литья под низким давлением роторов электродвигателей | 1987 |
|
SU1458074A1 |
| Пресс-форма для литья под давлением | 1960 |
|
SU134403A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| ПРЕСС ДЛЯ ЛИТЕЙНОЙ МАШИНЫ И ЛИТЕЙНАЯ МАШИНА | 2018 |
|
RU2760427C1 |


ПОСТАМЕНТ ПРЕСС-ФОРМ МАШИЯУ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, содержащий корпус с пазами для крепления прессформ, отличающийс я тем, что, с целью расширения эксплуатаitHOHHbix возможностей машины и унификации постамента,он снабжен сухаря-г ми, установленными в пазах с воз можностью перемещения, подпружиненными относительно корпуса и вьтолненными в::виде правильного многоугольника с четным числом сторон и с отверстиями под элементы крепежа. W 05 о. с
«м
Ось постамента
Фиг. It
4
Оси постамента
.5
«
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технологическая оснастка для холодной штамповки прессования пластмасс и литья под давлением | |||
| .Каталог-справочник, ч.З | |||
| М., йИИМаш, 11967, с.95. | |||
