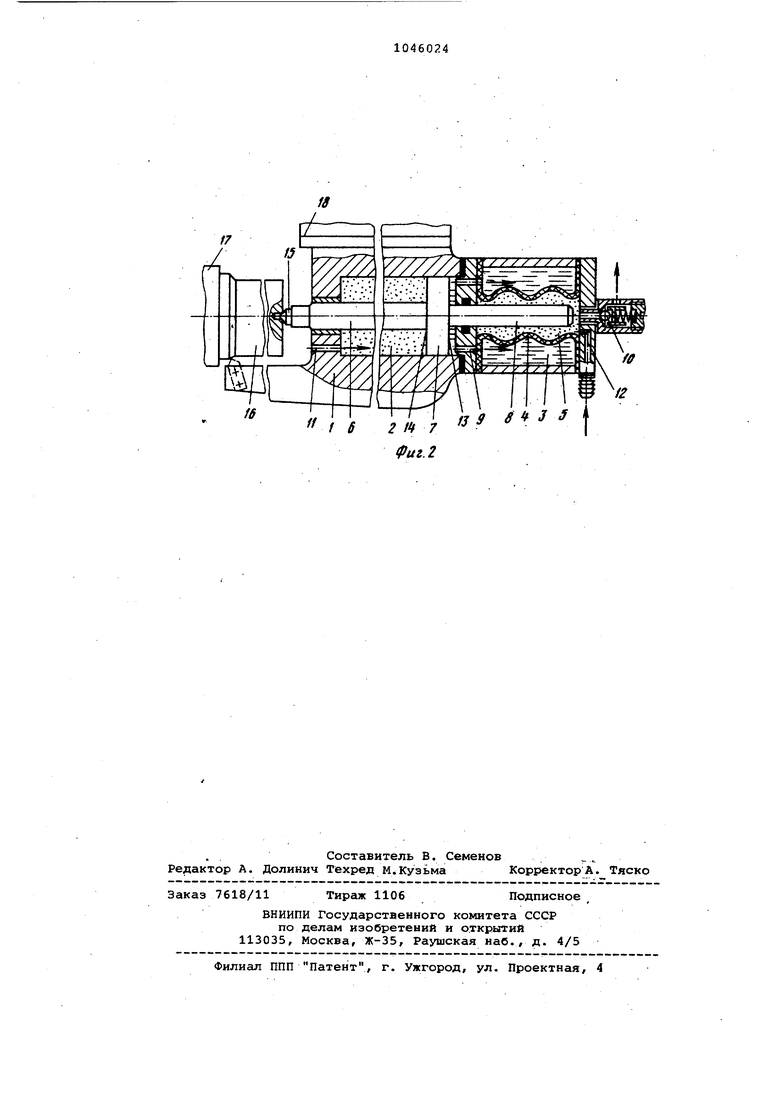
Изобретение относится к технологи машиностроения и может быть использовано на машиностроительных предприятиях при механической обработке деталей на металлорежущих станках, не имеющих задней бабки, Известно устройство для продольного точения на металлорежущем станке, не имеющем задней бабки, содержашее корпус и подвижный относительно корпуса поджимной узел с приводом 1.-. . Недостатком этого устройства явля ется переменное усилие поджима, которое в начале поджима перед обрабо кой равно нулю, а в конце обработки достигает максимального значения. Это приводит к неравномерному выбиранию зазоров, неи: бежно имеющихся в подвижных соединениях стайка,, приспособления и самого устройства, что искажает геометрическую форму обрабатываемой поверхности нежестко детали и, как следствие, не обеспечивает получения стабильной точност размеров, Цель изобретения - создание постоянного усилия поджима, Указанная цель достигается тем, что в устройстве для продольного- то чения на металлургическом станке-, не имеющем задней бабки, содержаще корпус и подвижный относительно кор пуса поджимной узел с приводом, под жимной узел выполнен с виде скалки с поршнем, а его привод-в виде размещенных в корпусе и соединенных между собой каналами цилиндров, в одном из которых размещен поршень скалки, а другой снабжен оболочкой, образующей дополнительный цилиндр, который снабжен предохранительным клапаном и в котором расположен хвостовик.скалки, На фиг, 1 изображено устройство продольного точения в начале обработки, общий вид; на фиг, 2 - то же в конце обработки. Устройство для продольного точения содержит корпус 1 с цилиндром 2 и цилиндром 3, снабженным оболочкой 4,образующей дополнительный цилинд 5,В цилиндре 2 расположена скалка 6 с поршнем 7, а ее хвостовик 8 расположен в дополнительном цилинд ре. Каналы 9 соединяют цилиндры 2 и 3 между собой. Дополнительный цилиндр снабжен предохранительным кла паном 10, взаимодействующим с атмос ферой. Цилиндр 2 сообщается с атмос . .ферой через канал 11, а дополнитель ный цилиндр 5 соединен с пневкюсетью сжатого воздуха через канал 1 Цилиндр 3 заполйен жидкостью, котор через каналы 9 поступает в цилиндр и воздействует на торец 13 поршня. В свою очередь торец 14 поршня взаимрдействует с атмосферным, воздухом, находящимся в цилиндре 2, На торце скалки размещен вращающийся центр 15, поджимающий торец детали 16, установленной в приспособлений 17, Устройство размещается на продольном суппорте 18, например, шестишпиндельного патронного полуавтомата. Устройство работает следующим образом, Перед началом обработки устройство находится в положении,, указанном на фиг, 1, После включения полуавтоматического цикла работы станка начинают вращаться шпиндели, после чего осуществляется быстрый подвод продольного суппорта, затем его рабочая подача. При этом скалка 6 вращающимся центром 15 поджимает торец детали. 16 и становится неподвижной по отношению , к последней, а корпус 1 устройства вместе с продольным суппортом 18 перемещается в направлении рабочей подачи, В это время торец 13 поршня 7 вытесняет жидкость .из цилиндра 2 через каналы 9 в цилиндр 3, Жидкость сжимает оболочку 4, которая вытесняет сжатый воздух из дополнительного цилиндра 5 через предохранител.ьный клапан 10 в окружающую атмосферу, обеспечивая в жидкости постоянное давление. Таким образом, деталь 16 на протя- жении всего периода обработки продольного точения) непрерьавно поджата постоянным усилием. После окончания обточки продольный суппорт, .быстрым перемещением вправо, отводится в исходное положение вместе с устройством, Так как скалка 6 с вращающимся .центром 15 отводится от торца детали ., 16 вместе со всем устройством, а осевое сопротивление со стороны детали 16 отсутствует, сжатый вбзйух из пневмосети под постоянным даблением через канал 12 поступает в дополнительный цилиндр 5, оболочка 4, выжимает жидкость из цилиндра 3 через каналы 9 в правую полость цилинд-. ра 2, Жидкость воздействует на торец 13 поршня 7 и перемещает его со скалкой 6 влево. При этом торец 14 поршня 7 вытесняет воздух из левой полости цилиндра 2 через канал 11 в окружающую атмосферу и скалка 6 с вращающимися центром 15 занимает первоначальное исходное положение. Предлагаемое устройство создает постоянное усилие поджима детали на , протяжении всего периода обработки.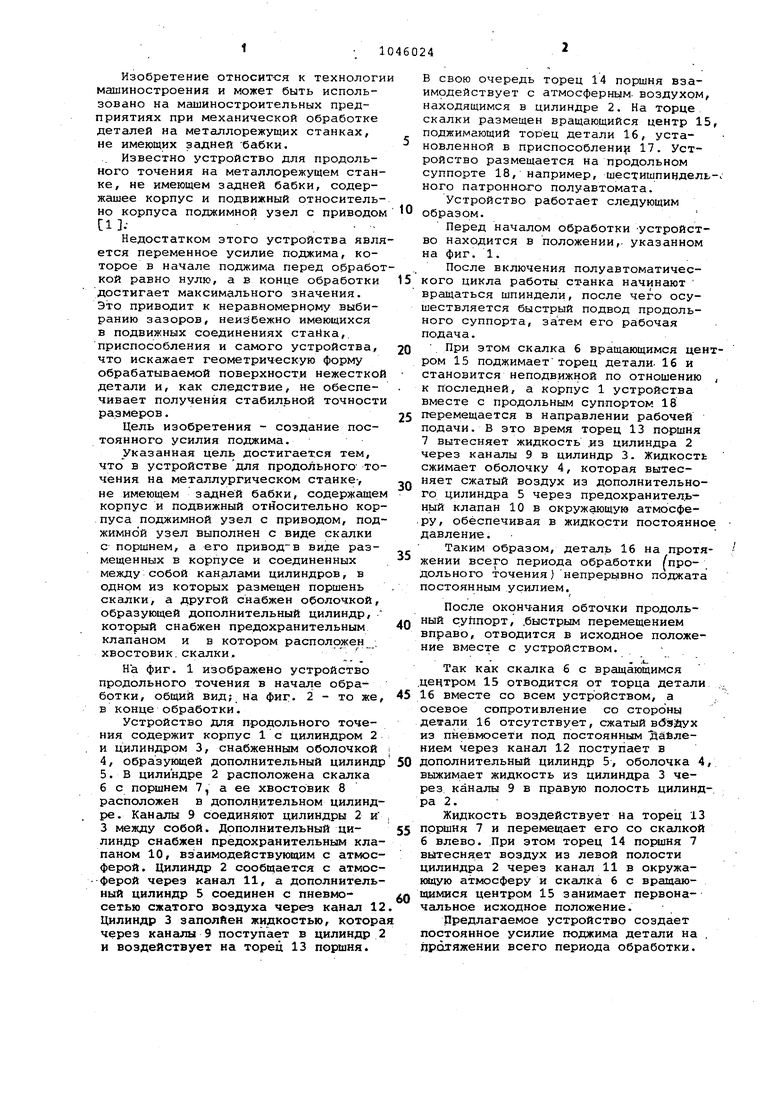
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Деревообрабатывающий токарно-шлифовальный станок | 1990 |
|
SU1787768A1 |
| Металлорежущий станок | 1981 |
|
SU1004005A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Центр | 1976 |
|
SU667332A1 |
| Станок для обработки торцовых поверхностей | 1977 |
|
SU738772A1 |
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ТОЧЕНИЯ на металлорежущем станке, не имеющем задней .бабки, содержащее корпус и подвижный относительно кор.пуса поджимной узел с приводому отличающееся тем, что, с целью создания постоянного поджима/ поджимной узел выполнен в виде скал ки с поршнем, а его привод - в виде размещённых в корпусе и соединенных между собой каналами цилиндров, в одном КЗ которых размещен поршень скалки, а другой снабжен оболочкой, образующей дополнительный цилиндр, который снабжен предохранительным клапаном и в котором расположен хвостовик скалки. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU156027A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
