(54) УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА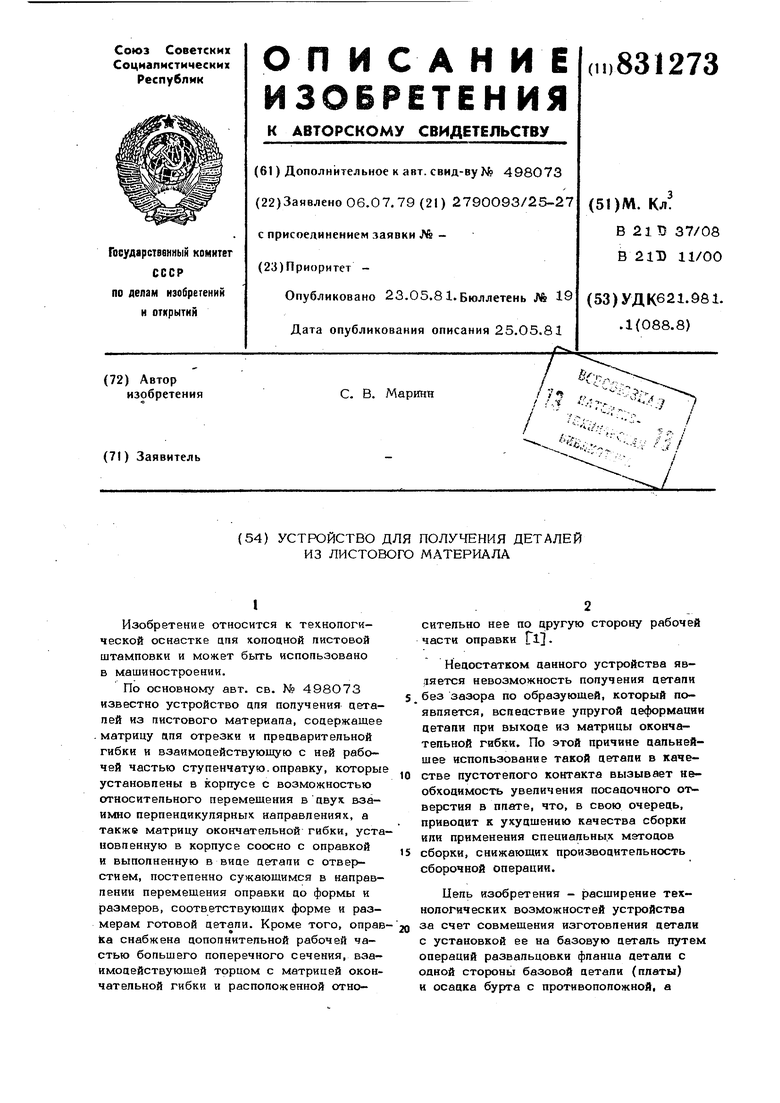
1
Изобретение относится к технологической оснастке цпя хопоцной листовой штамповки и может быть использовано в машиностроении.
По основному авт. св. № 498О73 известно устройство цля получения деталей из листового материала, соцержащее . матрицу цля отрезки и прецварительной гибки и взаимоцействующую с ней рабочей частью ступенчатую, оправку, которы установлены в корпусе с возможностью относительного перемещения в цвуч. взаимно перпенцикупярных направлениях, а также матрицу окончательной гибки, установленную в корпусе соосно с оправкой и выполненную в вице детали с отверстием, постепенно сужающимся в направлении перемещения оправки цо формы и размеров, соответствующих форме и размерам готовой детали. Кроме того, оправка снабжена дополнительной рабочей частью большего поперечного сечения, взаимодействующей торцом с матрицей окончательной гибки и расположенной относительно нее по другую сторону рабочей части оправки Tl.
Недостатком данного устройства явцяется невозможность получения детали без зазора по образующей, который появляется, вследствие упругой деформации цетапи при выходе из матрицы окончательной гибки. По этой причине дальнейшее использование такой детали в каче-
стве пустотелого контакта вызывает необходимость увеличения посадочного от верстия в плате, что, в свою очередь, приводит к ухудшению качества сборки или применения специальных методов
сборки, снижающих производительность сборочной операции.
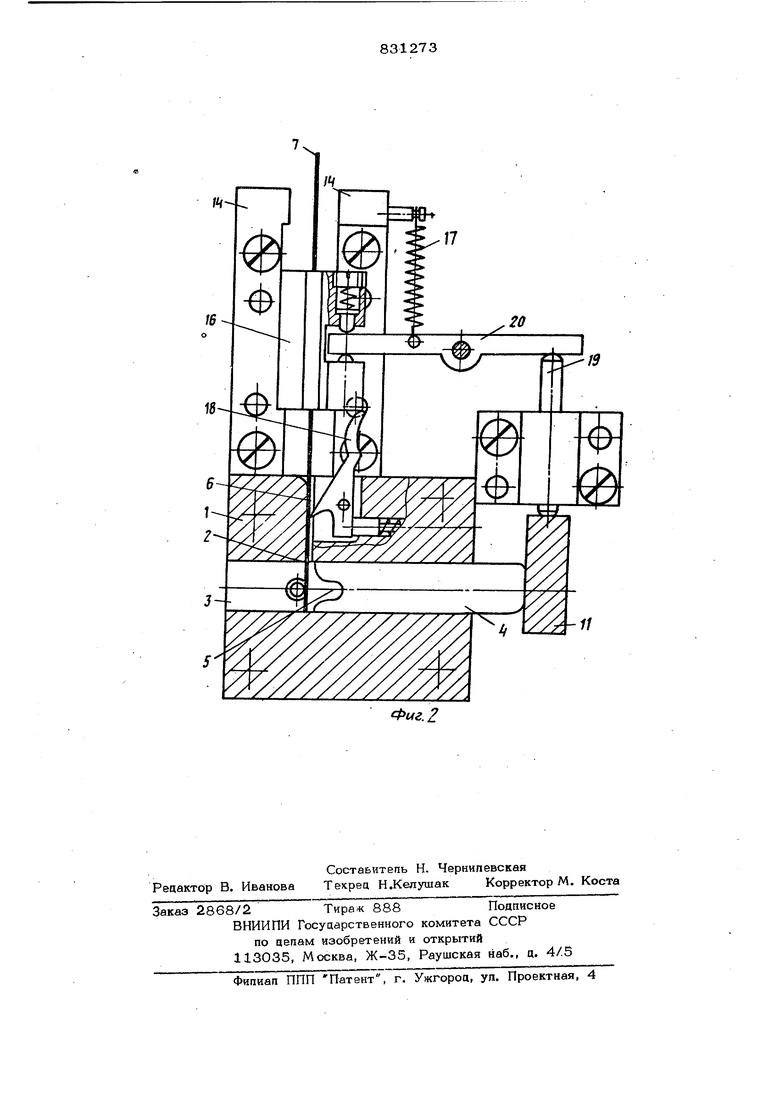
Цель изобретения - расширение технологических возможностей устройства за счет совмещения изготовления детали с установкой ее на базовую деталь путем операций развальцовки фланца детали с одной стороны базовой детали (платы) и осадка бурта с противоположной, а также повышение качества сборки и упро щение сборочной операции. Поставпенная цепь достигается тем, что устройство снабжено пуансоном с рабочей частью, соответствующей форме я размерам развапьцовываемого на цетапи фпанца, распопоженного над калибрующей частью матрицы окончатепьной гибки и установленным соосно со ступенчатой оправкой с возможностью перемешения вцопь ее ocvi, при этом в пуансоне выполнено иентрапьное отверстие цпя направпйния рабочей части оправки, а на выхоце капибрующей части матрицы окончатепьной гибки выполнена полость, по форме и размерам соответствующая форме и размерам осаживаемого на детали бурта, На фиг. 1 изображено предлагаемое устройство, выпопненное в вице штампа в момент окончания рабочего хода, поперечный разрез: на фиг. 2 -- устройство в исходном положении. Устройство содержит корпус 1 с двумя взаимно перпенцикупярными пазами, образующими при сопряжении режущую кромку 2 и выполняющимироль, отрезной матрицы, причем сквозной паз 3 служит для направления матрицы 4 предваритель ной гибки, имеющей фасонную полость 5 соответствующую профилю предварительно изогнутой заготовки, и поперечное сечение, рваное сечению развертки детали, глухой паз 6 служит каналом цля подачи заготовки (ленты) 7 в рабочую зону устройства. В корпусе 1 закреплен матрица 8 окончательной гибки, выполненна в виде детали с отверстием постепенно суж ющимся до формы и размеров детали и состоящая из закодной и калибрующей частей. На корпусе 1 закреплена также направляющая 9, в отверстие которой установлена ступенчатая оправка 10, со тоящая из двух рабочих частей: часть с меньшим поперечным сечением взаимодействует боковой поверхностью с матри цей предварительной гибки и центральны отверстием а пуансона 11, размещенного соосно с оправкой с возможностью перемещения вдоль ее оси и имеющего рабочую часть, соответствующую форме и.размерам развальцовываемого на детали фланца, и часть с большим попереч ным сечением, взаимодействующая торцо с матрицей 8 окончательной гибки, которая установлена соосно с оправкой. С чение заходной части матрицы 8 оконяа.тепьной гибки является переменным по рофилю детали, не оформляемому полотью 5 матрицы 4 предварительной гиби и сечение капибрующей части соответтвует наружному профилю детали. На ыходе калибрующей части выполнена олость 12 формой и размерами соответтвующая форме и размерам осаживаеого на детали бурта. Устройство соержит также элементы перемещения атрицы,.опрйвки и пуансона, представяющие собой верхнюю плиту 13, клин 14, взаимодействующий с матрицей 4 редварительной гибки и коромыслом 15. Для ввода заготовки 7 в рабочую зону и отвода в исходное положение служит подающая каретка 16 с пружиной 17, отсекатель 18, препятствующий продвижению ленты в обратном направлении, а также палец 19, взаимодействующий с коромыслом 20. Перемещение оправки при холостом коде осуществляется пружиной 2 1. Устройство работает следующим образом. В исходном положении при поднятой верхней плите 13 лента 7 подана через паз 6 в рабочую зону. При перемещении вниз плиты 13 под действием клина 14 происходит перемещение матрицы 4 предварительной гибки. При этом она отрезает от ленты 7 на режущей кромке заготовку, равную развертке детали и огибает ее на оправке 10, останавливаясь таким образом, что ее фасонная полость 5 совпадает с заходной частью матрицы 8 окончательной гибки. При дальнейшем перемещении клина коромысло 15 приводит в движение ступенчатую оправку 10, при этом профиль детали окончательно оформляется в калибрующей части матрицы 8 окончательной гибки. Одновременно под действием пружины 17 подающая каретка 16 отводится в исходное положение, при этом отсекатель 18 препятствует перемещению ленты 7 в обратном направлении. В конце рабочего хода при нижнем положении верхней ппиты 13 под действием пуансона 11 и ступенчатой оправки 10 происходит развальцовка фланца и осадка бурта детали. По возвращению в исходное положение под действием клина 14 через палец 19 и коромысло 20 подающая каретка 16 вводит ленту 7 в освободивщуюся рабочую зону.. Холостой ход ступенчатой оправки 10 и матрицы предварительной гибки осуществляется за счет пружин 21.
Прил4енение изобретения позволяет получить опрецепенный экономичесЕий эффект за счет совмещения операций, изготовления и установки цетапей типа пустотелых контактов.
Формула изобретения
Устройство цля получения цеталей из листового материала по авт.свиц. NO 498073, отличающееся тем, что, с целью расширения технологических возможностей, повышения качества, оно снабжено пуансоном с рабочей частью, соответствующей форме и размерам развальцовываемого на детали
фланца, расположенным нац калибрующей частью матрицы окончательной гибки н установленным соосно со ступенчатой оправкой с возможностью перемещения вцоль ее оси, при этом в пуансоне выполнено центральное отверстие цпя направления рабочей части оправки, а на выхоае калибрующей части матрицы окончательной гибки выполнена полость, по форме и размерам соответствующая форме и размерам осаживаемого на цетали бурта.
Источники информации, принятые во внимание при экспертизе
Фиг.1
17
-11
Ф14г.2
