Предметом изобретения является устройство для отливки керамических изделий в разъемных формах с горизонтальным разъемом, с применением цепного транспортера, несущего шарнирно подвешенные разъемные формы, нижняя половина которых свободно перемещается в вертикальных направляющих.
Особенность описываемого устройства заключается в механизации процесса смыкания форм, для чего применен вспомогательный, движущийся синхронно с основным, транспортер, снабженный валиками, взаимодействующими с гнездами в нижних половинах разъемных форм.
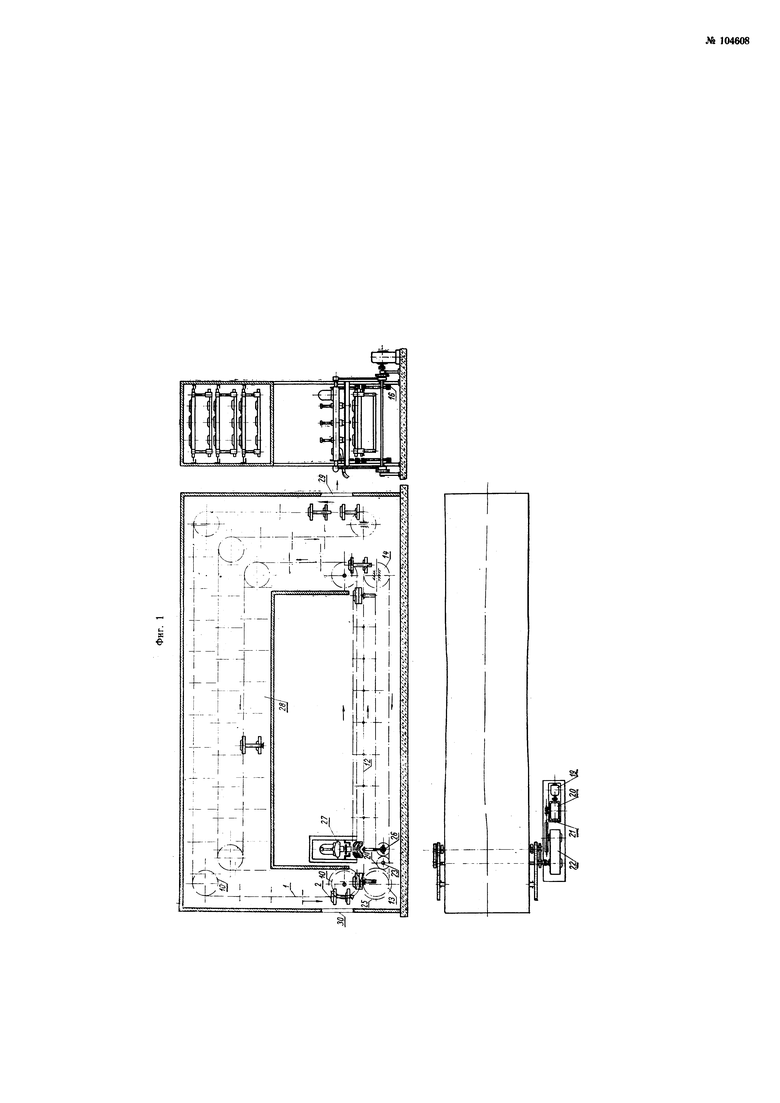
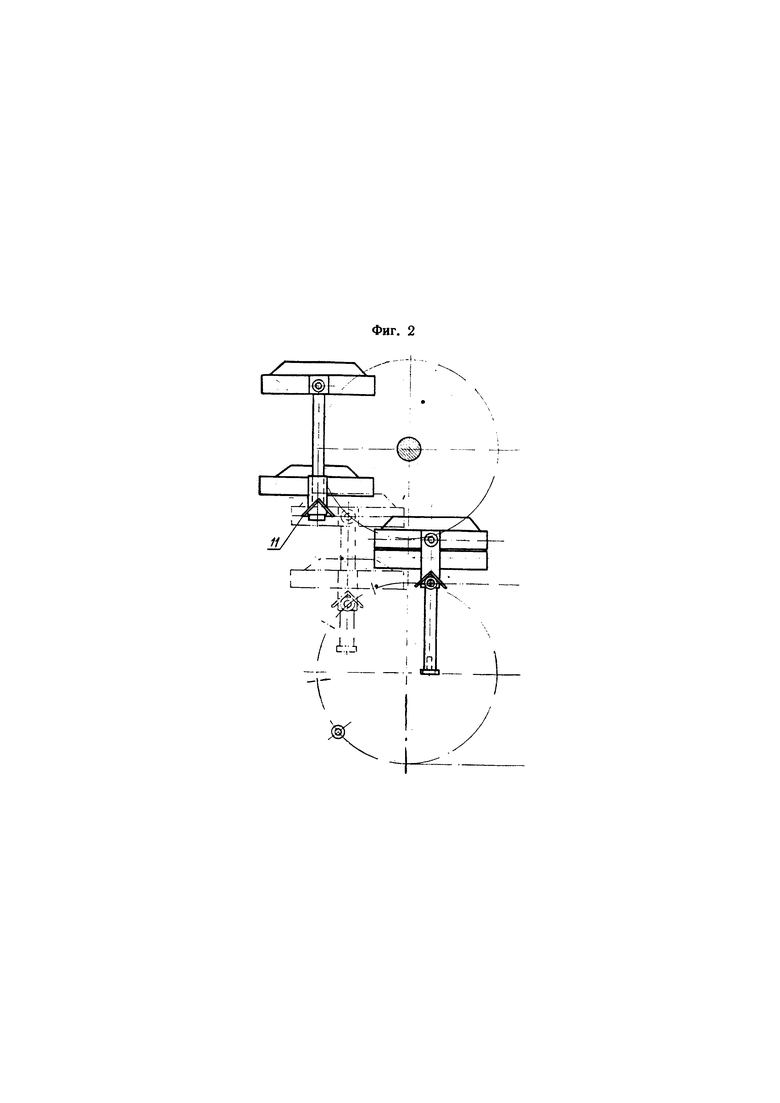
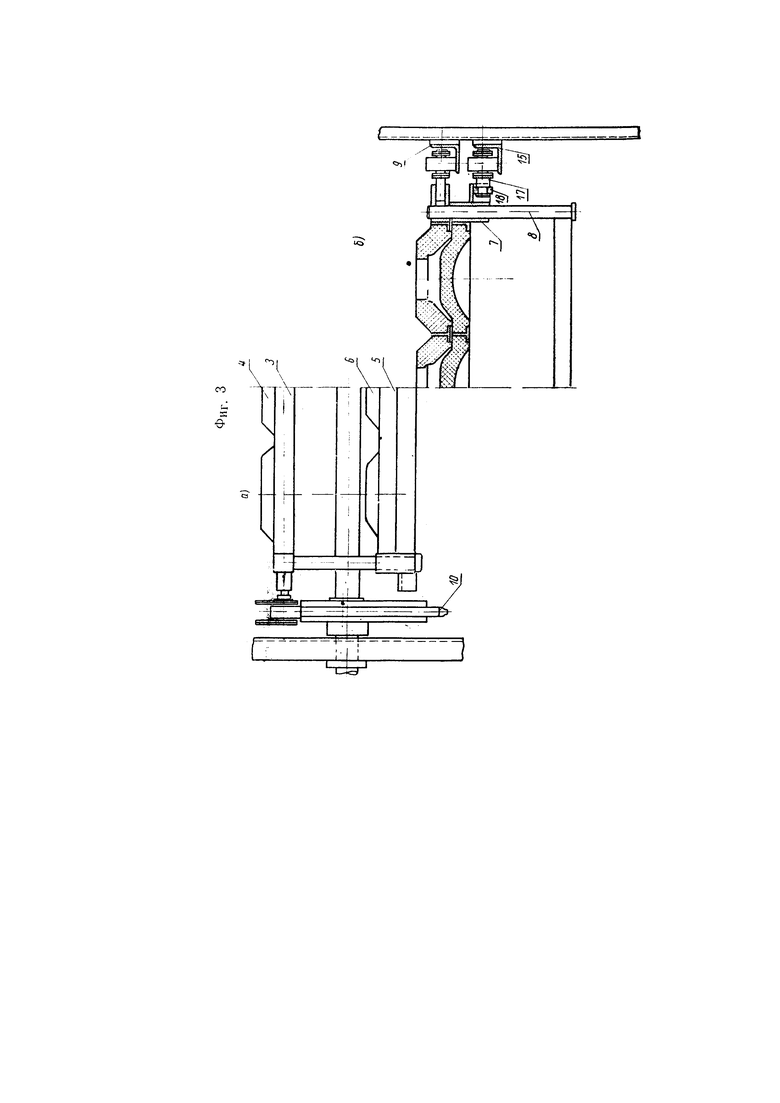
На фиг. 1 схематически изображен вид устройства в трех проекциях; на фиг. 2 - кинематическая схема процесса смыкания форм; на фиг. 3 - частичный вид формы в разомкнутом (а) и сомкнутом (б) положениях.
Устройство для отливки керамических изделий в разъемных формах в основном состоит из двух цепных транспортеров: основного и вспомогательного.
Основной транспортер составлен из двух роликовых пластинчатых цепей 1, к которым на равных расстояниях шарнирно подвешены люльки 2. Каждая люлька состоит из верхней полки 3, в гнезда которой вкладывают верхние половины форм 4, и нижней полки 5, служащей для укрепления нижней половины 6 форм.
Полка 5 своими вертикальными втулками 7 свободно надета на направляющие стержни 8, составляющие каркас люльки.
Ролики цепного транспортера катятся по горизонтальным направляющим 9; отклонение цепей 1 в вертикальной плоскости осуществляется звездочками 10.
Нижние половины разъемных форм 6 имеют по торцам два выступающих гнезда 11 в форме шатра.
Вспомогательный транспортер расположен под нижней горизонтальной ветвью основного транспортера и состоит также из двух роликовых пластинчатых цепей 12, огибающих две пары звездочек 13 и 14 и движущихся по горизонтальным направляющим 15 и 16. Цепи 12 снабжены удлиненными валиками 17 с роликами 18, расположенные между собою на таком же расстоянии, как и люльки на основном транспортере. Движение транспортерам передается от электродвигателя 19 через редуктор 20, цепную передачу 21 и второй редуктор 22. Приводной вал 23 посредством зубчатых колес 24 и 25 передает вращение ведущим звездочкам 10 и 13 обоих транспортеров. Кулачковый вал 26 управляет работой дозатора 27. Основной цепной транспортер заключен в камеру 28, имеющую окна 29 и 30.
Устройство работает следующим образом.
Основной транспортер, пройдя через зону просушки форм в камере 28, опускается к звездочке 10 и во время огибания последней в гнезда 11 нижней половины формы входят валики 17 цепей 12 вспомогательного транспортера и плавно смыкают обе половины форм. В сомкнутом положении формы проходят по направляющим 9 и 15, поступают под дозатор 27, где наполняются жидкой массой. Через определенный отрезок времени, необходимый для затвердевания массы, оба транспортера отклоняются звездочками на 90°: основной - вверх, вспомогательный - вниз, размыкая при этом формы. Во время дальнейшего движения основного транспортера изделия, находясь на нижней половине форм, подвергаются подвяливанию и затем снимаются через окно 29. Через другое окно 30 производится наблюдение за работой устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2090307C1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ОТЛИВИКИ И СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1946 |
|
SU69127A1 |
| Агрегат для изготовления керамических изделий методом литья | 1984 |
|
SU1229042A1 |
| Литейный конвейер | 1977 |
|
SU737114A1 |
| Устройство для изготовления гофрированных волокнистых изделий | 1980 |
|
SU937430A1 |
| КОКИЛЬ С ВЕРТИКАЛЬНЫМИ ПЛОСКОСТЯМИ РАЗЪЕМА | 1991 |
|
RU2020038C1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| Установка для изготовления керамических изделий | 1985 |
|
SU1286414A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
Устройство для отливки керамических изделий в разъемных формах с горизонтальным разъемом, с применением цепного транспортера, несущего шарнирно подвешенные разъемные формы, нижняя половина которых свободно перемещается в вертикальных направляющих, отличающееся тем, что, с целью смыкания форм, применен вспомогательный, движущийся синхронно с основным, транспортер, снабженный валиками, взаимодействующими с гнездами в нижних половинах, разъемных форм.
