Изобретение относится к оборудованию, предназначенно1-1у для изготовления керамических изделий, например хозяйственного фарфора, методом ли - тья и-может быть использовано в производствах стройкерамики,
Цель изобретения - повышение производительности агрегата„
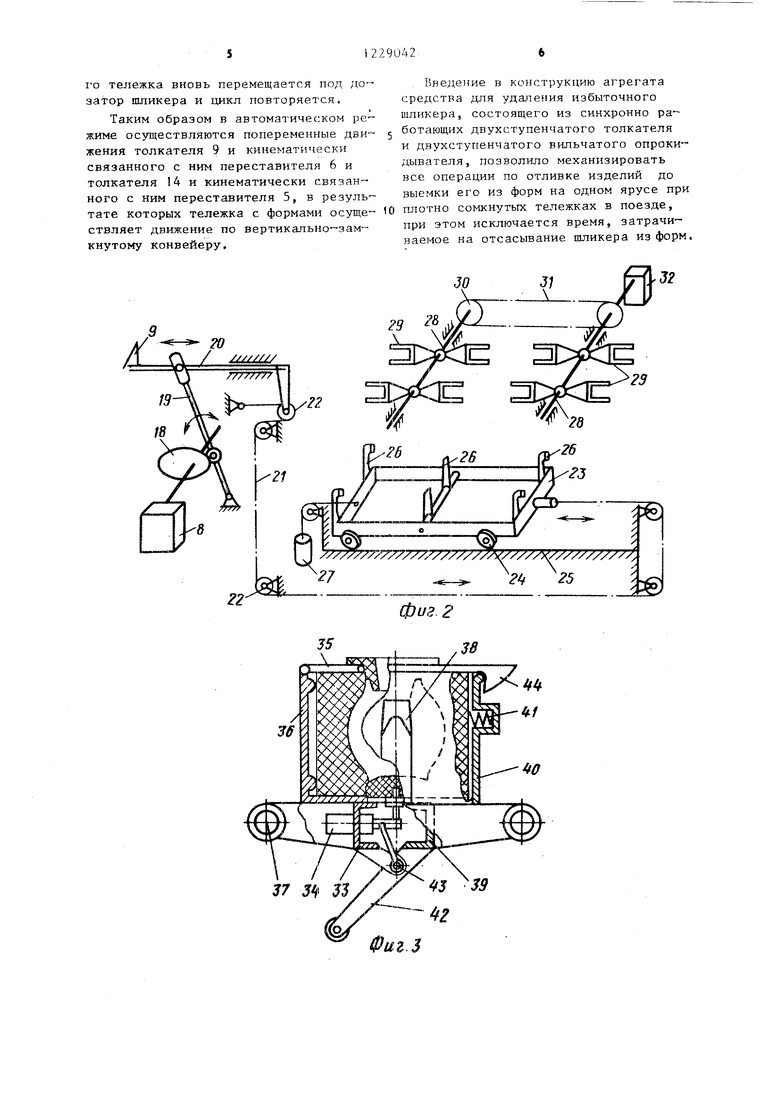
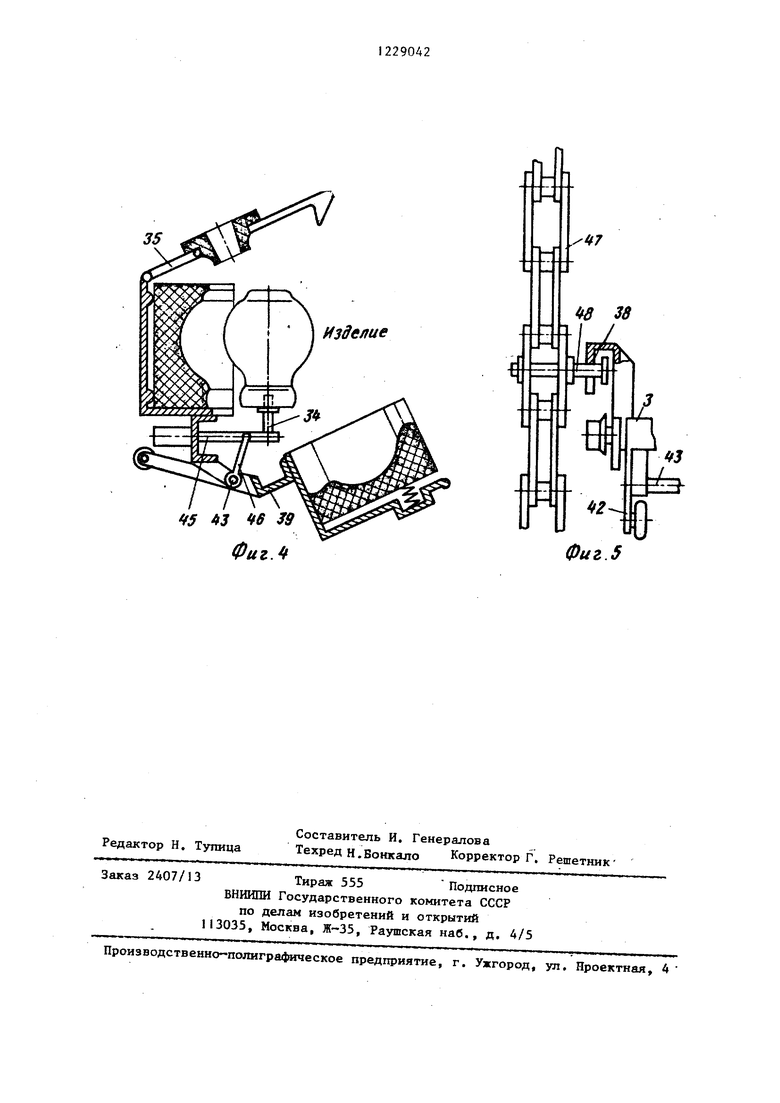
На фиг, 1 изобр.чжена схема агрегата; на фиГ;, 2 - схема двухступенчатого толкателя с вильчатьп опрокидывателем тележек; на фиг, 3 тележка с собранной формой; на фиг, 4 - то же „ с разобранной формой; на фиг, 5 - узел сцепления цепи переставителя с тележкой,,
Агрегат для изготовления керамических изделий представляет собой вертикально-замкнутый конвейер с верх-- ним и нижним 2 ярусагси, по направляющим которьпс перемещаются тележки 3 HecyBjjie разборные литейные фор.Ы 4, и межьярусные торцовые цепные пв реставнтели 5 и 6, леремещаюш;Е- е тележки с яруса на ярус и приводимые в двюкение -от индивидуальных приводов 7 Н 8,
На нижнем ярусе агрегата размеща- ется двухступекчать й толкатель 9 и вильчатый опрокидыватель 10 тележек, образующие средство для удаления иэ- быточнот о гпликера, дозатор 1 i шпике-- pa.f позиция 2 выборки изделий и упор 3 раскрьп ия фор1-г.
Кроме того, средство ; з;ля удаления избыточного шликера располоа:ено меяг- ду дозатор;ом 11 и позицией 12 выборки отлитых изделий:, На верхнем ярусе размещен штоковый толкат1гль 14 и сушило 15 для форм 4с,
Двухстул ычать0я толкатель 9 и што- ковый тсм1кате,ль 14 кинематически связаны с депньп о-г переставителяки 5 и 5„
На цепном переставителе 5,, пере-- сбавляющем тележки с яруса на верхний,, имеется упор 16 закрытия форм и упор 17 поса, крьшжк ФОРЕФН в рксэ,гдо„
Двухступенчатый толкатель 9 го яруса содерШ1Т кулаж: IS качшсс- щийся 19 и штою 20 с упором соединенньй через полиспаст,,, состоящий из Троса 21 и б.поков 22 с толкающей кареткой 2,3,, снабженной каткй В1 2ч, катящиьшся по нз,г1равля ощей 25,, упорами 26 и контргрузом 2,
Вильчатый ощэокидьшатель 10 жек с фopмa s ш.5еет две оси 28 с дву90422
мя парами вилок 29 и звездочками 30j цепь 31 и привод 32.
Каждая тележка имеет неподвижную часть 33, снабженную днодержателем 34,i крьш1кодержателем 35, гнездом 36 .для полуформы, четырьмя катками 37 и боковыми зацепами 38, и подвижную часть 39J снабженную гнездом 40 для полуформы с подпружиненным упором 41 O и рычагом 42.
Подвижная часть 39 крепится к неподвижной 33 осью-шарниром 43 с возможностью поворота в вертикальной плоскости, и обе части сцепляются при ,5 сборке защелкой 44.
Днодержатель 34 имеет шток 45, взаимодействующий с рычагом 46, сидящим на оси-шарнире 43.
MejiObHpycHbje торцовые цепные пере- 0 ставители 5 и 6 имеют боковые цепи 47 с пальцами 48, предназначенные для зацепления с боковыми зацепами 38 те- лелсек „
2 Агрегат для изготовления керамических изделий методом литья работает следутощим образом.
Тележки 3 с укрепленными на них разъемными литейными формами 4 перемещаются в составе поездов по верхнему 1 и нижнему 2 ярусам посредством толкателей 9 и 14 и передаются с яруса на ярус торцовыми цепными переста- вителями 5 и 6, Движение тележек по ярусам переменное.
Каждая тележка несет одну или несколько разборных форм, состоящих из двух полуформ, дна и крышки, закрепленных в соответствукяцих держателях тележки. Формы Moryf состоять и из меньшего количества частей.
Рабочий процесс литья керамических изделий начинается с заливки форм пшикером из дозатора 11, после чего тепажки с формами перемещаются двухступенчатым толкателем 9 к позиции слива избыточного шликера.
За время перемещения из шликера запитого в форму,образуется череп изделия ,
,Цря удаления избыточного шликера из форм тележка взаимодействует с двухступенчатым толкателем 9 и вильчатым Опрокидывателем 10 тележек установленными между дозатором 11 и позицией 12 выборки отлитых изделий, переворачивается вначале вверх дном, а затем возвращается в исходное положение „
,5
0
3
Япя этого тележка с формами заталкивается в зевы двух вилок 29, сидящих на оси 28 первой ступени вильчатого опрокидывателя, с помощью упора штокового толкателя 20, получающего движение от привода 8 переставителя 6 через кулак 18 и рычаг 19.
Одновременно с этим каретка 23 (вторая ступень толкателя 9), получающая движение от штока 20 через трос 21 и систему роликов 22 полиспаста, выталкивает опрокинутую тележку из зевов вилок своими упорами 26, заталкивает опрокинутую тележку в первую пару зевов вилок второй ступени опрокидывателя и выталкивает тележку из второй пары зевов вилок второй ступени опрокидывателя, при этом тележка, выходящая из второй пары зевов вилок второй ступени толкателя тележки концов поезда, выталкивает последнюю тележку на позицию 12 выборки отлитых изделий.
Каретка 23 посредством полиспаста осуществляет ход вдвое больший, чем ход штока 20, создавая зазоры, необходимые для манипулирования тележками.
Двухступенчатый толкатель 9 позволяет второй ступенью раздвинуть тележки в зоне действия опрокидывателя так, чтобы они не задевали одна другую при переворотах.
Опрокидыватель 10, вилки которого получают синхронное вращение в одну сторону посредством звездочек 30 и : цепи 31 от привода 32, в своей первой ступени осуществляет опрокидывание тележки с формами, залитыми шликером, в результате чехю шликер сливается, а во второй ступени вновь возвращаются тележки в исходное положение.
Между первой и второй ступенями опрокидывателя располагается несколько перевернутых тележек, в формах которых подсушивается и закрепляется донышко отлитых изделий.
Тележка, выталкиваемая на позицию I2 выборки отлитых изделий и катящаяся своими катками 37 по направляющим нижнего яруса 2, находит своей защелкой 44 на упор 13, в результате чего защелка, поднимаясь вместе с крышкой формы, расцепляет неподвижную часть 33 тележки 3 от подвижной 39, которая под действием собственной тяжести
29042
поворачиваетсл в вертикальной плоскости вокруг оси-шарнира 43,
При отводе подвижной части 39 тележки от неподвижной 33 полуформа, 5 закрепленная в гнезде 40 тележки, отводится DT полуформы, закрепленной в гнезде 36 неподвижной части 33 тележ ки, а рычаг 46, закрепленный на оси- шарнире 43, своим верхним концом вы10 двигает шток 45 днодержателя 34, на котором сидит доньппко формы, при этом выдвигается из полости неподвижной полуформы отлитое изделие. Такое вы движение в значительной степени об-
15 легчает выборку отлитых изделий.
После выборки изделий тележки перемещаются с нижнего яруса на верх™ НИИ торцовым цепным переставителем 5, которьш, получая движение от при- 20 вода 7, через звездочки и цепи 47 пальцами 48, закрепленными на этих цепях, входящими в зацепление с боко выми зацепами 38 тележек, поднимает их для передачи на верхний ярус.
25 При подъеме тележка своим рычагом 42 находит на неподвижно закрепленные на каркасе упоры 16, в результате чего ее подвижная часть 39 поворачивается вокруг оси-шарнира 43 до
30 смыкания полуформ, при этом рычаг 46 вводит шток 45 днодержателя и донышки форм в исходное положение.
При дальнейшем подъеме тележки крышкодержатель 35 с крышками форм упором 17 также ставится в исходное положение, а защелка 44 замыкает подвижную часть 39 с неподвижной 33 в - единое целое.
5
Плотность примыкания полуформ в тележке обеспечивается подпружиненными упорами 41 , расположенными в гнез-- дах 40 подвижной части 39 тележки. Эти упоры, создавая упругий зажим, позволяют каждой полуформе при смыка НИИ находить свое место.
Переданные на верхний ярус тележки толкателем 14 верхнего яруса, кинематически связанным с переставителем 5, перемещаются в сушило 15 для подсушки увлажненных форм горячим воздухом.
Проходя через сушило 15, формы подсушиваются и переставителем 6 переда ются вместе с тележкой посредством зацепления пальцев 48 цепи 47 и боковых зацепов 38 тележки (аналогичного переставителю 5) с верхнего яруса на нижний, в зону толкателя 9, после чеI D тележка вновь перемещается под дозатор шликера и цикл повторяется.
Таким образом в автоматическом режиме осуществляются попеременные движения толкателя 9 и кинематически связанного с ним переставителя 6 и толкателя 14 и кинематически связанного с ним переставителя 5, в результате которых тележка с формами осуществляет движение по вертикально-замкнутому конвейеру.
Введение в конструкцию агрегата средства для удапения избыточного шликера, состоящего из синхронно ра-5 ботающих двухступенчатого толкателя и двухступенчатого вильчатого опрокидывателя, позволило механизировать все операции по отливке изделий до выемки его из форм на одном ярусе при
10 плотно сомкнутых тележках в поезде, при этом исключается время, затрачиваемое на отсасывание шликера из форм
JO
фиг 2
/
38
3
35
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления керамических изделий | 1985 |
|
SU1286414A1 |
| Устройство для транспортирования изделий | 1987 |
|
SU1470628A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 2002 |
|
RU2281856C2 |
| Туннельная печь для обжига керамических изделий | 1990 |
|
SU1765652A1 |
| Карусельная машина для отливки керамических изделий | 1958 |
|
SU123444A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| Устройство для разгрузки отлитых изделий из литейных форм | 1986 |
|
SU1348180A1 |
| Устройство для литья керамических изделий | 1986 |
|
SU1431928A1 |
| Установка И.И.Сташевского для откачки меда | 1984 |
|
SU1250230A1 |
| Пескометная формовочная машина | 1980 |
|
SU982842A1 |

Редактор Н, Тупица
Составитель И. Генералова
Техред н.Бонкало Корректор Г. Решетник
Заказ 2407/13Тираж 555 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб., д. 4/5
Производственно поянграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для изготовления керамических изделий | 1951 |
|
SU94644A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Установка для изготовления керамических изделий методом литья | 1980 |
|
SU950531A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
