(54) ЛИТЕЙНЫЙ КОНВЕЙЕР

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ФИГУРНОГО МАРМЕЛАДА | 1967 |
|
SU201023A1 |
| Установка для формования полых изделий из полимерных материалов | 1983 |
|
SU1171332A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2091195C1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| ПРЕСС-ФОРМА К УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU317541A1 |
| Пресс-форма | 1973 |
|
SU442006A1 |
| ЛИТЕЙНЫЙ КОНВЕЙЕР | 1972 |
|
SU354935A1 |
| КОКИЛЬНАЯ УСТАНОВКА | 1970 |
|
SU258537A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| ЛИТЬЕВАЯ ФОРМА | 1973 |
|
SU361889A1 |

Изобретение отиоюится к литейному произ1вод€Т ву, в Частности к технике отливки непрерывным способом изделий, и может быть использовайо в атомном машиностроении и котло1строании, например ир.и изтотовления экономайзерлых труб с переменным сечением.
Известен литейный конвейер, содержащий раму, горизонтально замкнутые перемещающиеся в направлении цбпи с пол}1фо1р1мам.и, образующими общий заливочный канал, и механизм пряжима полуформ друг к другу на задивочнам участке, выполненный из прижимных планок на пружинах 1.
Недостатком известного конвейера является то, ЧТО его полуфо1рмы о.бразуют отдельно замкнутую полость - форму для отливки одной или нескольких деталей сплошного с-ечения и раоположенной в пределах этой формы, поэтому с их помощью нельзя отливать детали типа трубы, длина которой превышает длину одной полуформы и имеет с наружной стороны поперечные ребра или какие-либо другие утолщения.
Цель изобретения - разработка конспругщии литейного конвейера, обеспечивающего непрерывную отливку труб с переменным сечением.
Поставленная цель достигается тем, что в известном литейном конвейере, содержащем сопряженные |между собой две горизонтально замкнутые цепи с закрегпленны5 ми на них (полуформами, образующими при смыкании полость для заливки иметалла посредством механизма прижима, имеющего упорные и подП|ружиненные прижимные ролики, полуформы каждой цепи, установлен10ные на ее пластинах с возможностью перпендикулярного перемещения относительно их движения, вьгаолнены в виде кареток, ролики которых взаимодействуют с направляющим копиром, закрепленным на раме
15 конвейера и имеющим на участке раскрытия полуформ вырез в жотором размещен захват, переставляющий полуф&рму на величину смещения оси копира, при этом на боковой поверхности полуформ нареза.ны
20 зубья, входящие в зацепление с шестернями, которыми снабжен механизм прижима, и кинематически связанными с приводом замкнутых .цепей конвейера посредством, например, муфты скольжения.
25
Такое KOHCTipyiKTHBHoe выполнение устройства позволяет отливать изделия типа труб непрерывным способом любой длины с наружными выступающими элементами каж, например, ребро, фланец и т. д.
30
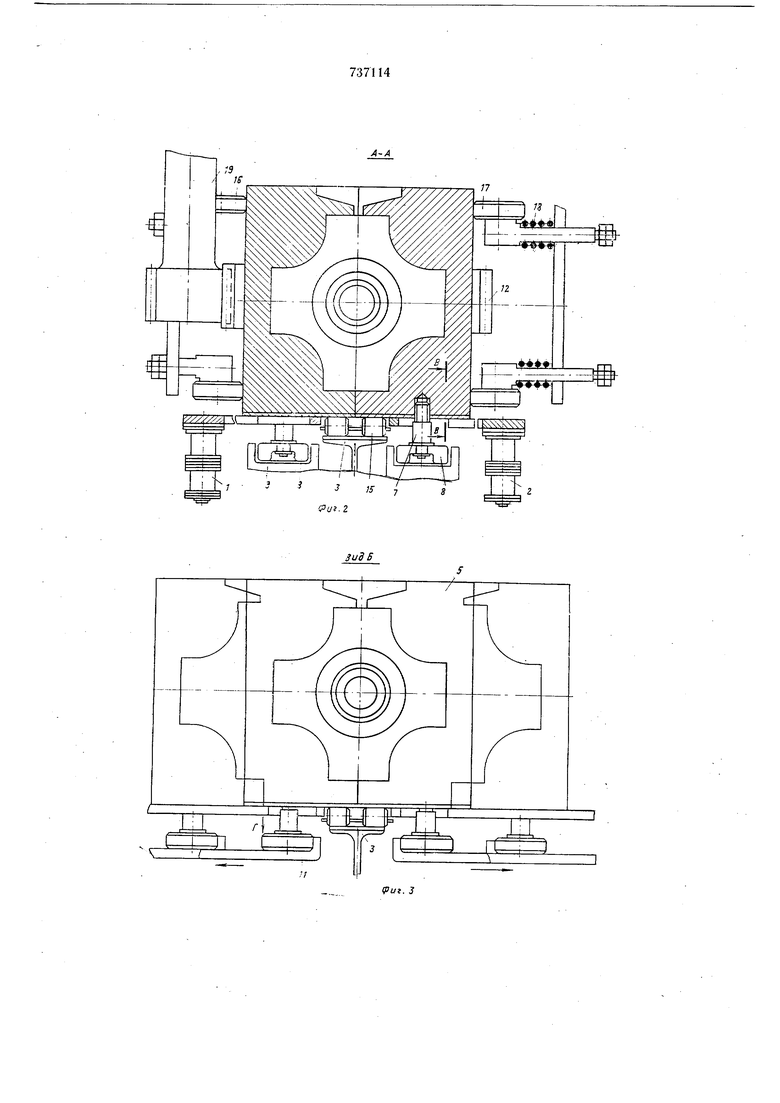
На фит. I. схематично изо:бражвно устройство, в плане; на фиг. 2 раз.рез А-А на фиг. 1; на фиг. 3 -- вид по стрелке S на фиг. 1; «а фиг. 4 - разрез В-В .на фиг. 2; на фиг. 5 - вид ПО стрелке Г на фиг. 3.
Литейный конвейер состоит из лщх сопряженных горизОНтально замкнутых пластишатых цепей / и 5, .закрепленных на раме 3 .конвейера.
На участке сопряжения цепей последнего установлен механизм прижима 4 полуформ 5, которые размещены в направляющих пазах пластин цепей 6 (см. фиг. 1) с ВОЗМОЖНОСТЬЮ перемещения перпендшплярно перемещению цепей. При это-м полуформы .выполнены с пальцами 7, несущими ролики 8, взанмодействующими с направляющими копира.ми Я закрепленными на раме 3 конвейера но его жойтуру цепей (см. фиг. 2). На участке разъема сомкнутых полуформ 5 каждый из копиров имеет вырез 10 и смещение оси, а в месте выреза 10 установлен 11 толкателя. Кроме того, .на боКО(ВОЙ повеохности каждой полуформы 5 нарезаны зубья 12.
На раме 3 закренлены: шедущие 13 и натяжные 14 звездочки привода цепей конвейера, на учаспке начала заливки металла - тто:ддержи1зающая роликовая дорожка 15 для разгруз1ки цепного .конвейера в мамент заливки полуфорМ 5 металлом (см. фиг. 2).
Механизм прижйма 4 полуфарм в ноперечвом направлении .выполнен ;из блока упорных 16 и прижимных 17 роликов с пружинами 18, а. шестерни 19, входящие в зацепление с зубья ми 12 полуформ 5, кинематически свя.заны с, соопветствующими ведущими 18 звездочками привода цепей жонвейера посредством муфты скольжения и обеспвчи вают осевое .усилие прижима одной полуформы к другой, т. е., между .ними исключается зазо1р. Для образования )Ё.Н утр емнаго диаметра ребристой трубы. 20 на участке сопряженных полуфорМ 5 во внутрь последних введен водоохлаждаемьш кристалл из а тор 21 (см. фиг. 1).
.Работа устройства осуществляется следующим о брав о.м. , .„.,.....
На уч. I пустые полуформы 5 обеих ветвей конвейера смыкаются за счет ;взаимодейст1вия роликов 8 с копиром 9. В сом-кнутом, состоянии полуформы 5 зубьями 12 входят в. зацепление с шестернями 19, которые проталкивают сомкнутые полуфо.рмы 5 через систему поперечного сжатия механизLMa пряжима 4, а именно зчпорных 16 и прижимных /7 роликов. Усилие прижатия регулируют пооредс.тво,м прулшн .18.
В зоне участка I.I производят зали1в:ку металла в сам1Кйутые полуформы 5 через литниковую чашу, образовашую при смыкании двух .прлуфарм. Сомкнутые (Полуформы в осевом направлении уплотняются за счет усилия, дейспвующего 1вдоль цепи от
Ji: -; .111-4, :( л .,..I
перемещению ,дейст ующего в обратном направлении движения конвейера от блоков опор.ных и прижимных ролккоэ. - -
На участке 1П происходй :й:|рйстаЛлШй ция изделия (трубы) 20 наруМЯаяповерхность которой формируется внутренней полОСтью нолуформ 5, а в.нутрен1Няя - кристаллизатаром 2/.
На участке IV осуществляют раскрытие нолуформ 5. По достижении этого участка ролик 5 попадает в вырез 10 копира 9 и тут же захватывается .захватом // толкателя, который перемещает ролик полуформы, резко изменяя ее траекторию, и тем самым освобождает изделие 20 от полуформ 5. При этом полученные ребра на изделии не выламываются, так как парные сомкнутые полуфор1мы одно.време.нно отходят друг от друга, освобождая изделие.
Далее авободные от из.делия полуформы 5 движутся по копиру 9 раздельно по траектории зам.кнутых цепей / и 2 конвейера.
В зоне участка осуществляют подготовку полуформ 5 к повой заливке.
Оавободившаяся от полуформ труба 20 дальше поддерживается конвейером или специальными захватами.
Иапользование изобретения позволяет отливать трубы с переменным поперечным сечением, например эко.номай|3ерных ребри1СТЫХ труб из чугуна, за счет то.го, что полуформы Л.ИТНИ1КОВОГО конвейера имеют возможность |(. момент, их раскрытия не выламывать ребра труб, так .как резко отводятся с за.дан|Ньш, смещением от оси плоскости ра.зъема пр.луформ конвейера посредством взаимодействия ролика полуформы с направляющим коп1иром, имеющим яа участке раскрытия полуффм смещение осей на определенную величину, обеспечивающую раскрытие полуформ таким образом, что отливаемое изделие беапрепятствённо ;бЫХб- дит на кон1вейера без поломки поперечных ребер. .
Кроме того, в мо.мент :зал.ВБКи полуформ обеспеч.ивается их осевое прижатие и поперечное, что достигается механизмом прижима, выполненнЫ1М из упорных, прижимных ролик и2 И шестерен, обкатывающихся по зубчатой поверхностй ислуфор м, содаа1вая усилия сжатия ОДНОЙ тол.уформы -к другой и одновременного по.дЖатия их по оси перемещения. - - При ЭТ01М конструкция такото литейного конвейера дает возможность установки полуформ таким о&разом, чтобы получить нужную по фасону к длине т,рубу, что обеспечиваегся чередованием СОбт&ёТетвующих полуформ, зстайавливземых яа йЛастины конвейера. -.Формула и 3 о е f ейЖ я.ПИТРЙНКТИ li-AUt
но замкнутые цепи с лриводом и закрепленными на них толу формами, образующими при смыкании полость для задивхи металла посредством механиз ма прижима, имеющего упорные и подпружИ|Нвнные ирижимные ролики, отличающийся тем, что, с целью обеспечения возможности «епрерьийной отли1В1ки труб с переменным сечением, он снабжен направляющим копиром, закрепленным на раме, и захватом для перемещения полуформ на величину смещения оси относительно плоскости разъема полуформ, а полуфор1мы каждой цепи, установленные ;на ее пластинах с возможностью перпендикулярного перемещения относительно их движения, выполнены в виде кареток с роликами, взаиадодействующими с направляющим 1КО(Н.иром, имеющим на участке раскрытия полуформ вырез для размещения захвата, при этом на боковой поверхности полуформ нарезаны зубья, входящие 3 зацепление с шестеряями, которыми сна.бжен механизм прижима, и кинематически связанными с приводом замкнутых целен конвейера посредст1вом, например, муфты скольжения.
Источник .информации, принятый IBO внимание при экспертизе:
СССР
15 1. Азтооское свидетельство До 354935, ;кл. В 22 D 15/04, 1968.
