Изобретение относится к устройствам для электролитического кгнесения покрытий на детали и foжeт быть использовано в цехах гальванических покрытий в электротехническом производстве и других областях техники.
Известна автоматическая линия для гальванической обработки изделий., содерл а1цая ряд последовательно устапозленных в направлении техкологкчг- : кого процесса ванн металлоконструкцию, каретки с подвеска1-ш для дета-лей,; механизмы горизонтального riepe-мещеяия, подъема и опускания иоста к механизм обхода ваннJ 1 3u
Выбор позиции на этой автоматической линии осуществляется путем пр-опускания подвеской гюзнции обработки что ведет к увеличению врег-)ени нахоксдени;- подвесок с деталями без обработкио Кррме тогОэ для попадаиия Б :определеннук ванну подвеске с детая7 нужно пройти в верхнем полож,енин число циклов, равное количеству взнк между подвеской и нужной ванной, Это снижает коэффициент использования позиций обработки,, что ведет к снижению производительностк линигИд а нахождение деталей вне зоны обработ-ки длительное время ухудшает качеетво покрытия деталей:.
Наиболее близкой к изобретению по технической сущности и достнгаамочу результату язл 7ется автомати
ческа.я линия для гальванической обра ботку/ изделий, содержащая расположен ные Е направлении технологического процесса ii oгoпoзициoкнyo ванну осчовкОй операции и ва-яны подготови-те/пно-заключительнызс операций с анодными штангами, промьшочн.ьге Eaiu-ibi, подъемный мост с подвижной рамой, механи ы вертикального и горизонтального перемещения 1.2 X
Недостатком известной линии явля-ется невозможность обработки изделий с одновременным их перемещеннег-з вдол ванны, так как расположение анодных штанг препятствует этому, вследствие чего покрь тие получается недостаточ-но ровным и плотным. Кроме того, за счет применения программного ycтjpoй-ства конструкция линии сложна, что снижает производительность и надежность ее в работе.
Цель изобретения - упрощение конструкции и повышение производительно с ти„
Указан}Ь ;; -;,ель дос ;;гзстся тем., что в автоГ;атмче(;ко|1 лгуний }i:isf зан1;:ческой обработки; содерпа гй расположенные в направлении технологического проудесса многопозициокную занну оско:з1-:ой огшрацил и ванны под™ готояктельчо--зак1)ючительных операций с ано,ц ;ьачя штангами промывоч-ыые занлы, нодъе ный мост с подвиж-ной раной, :.-.:чан:- змы вертикального j; горизонт:лЛ,;::лого перемещеикй , подъемный мост снаб;хе Н упорами и мехаиизмОЧ . а мздглий; .:палнен11ым к зкде дву:апе-;их рьк-агов па. ижн:пг п.лечая которьш рззмещеиь подвески с, .)брабаты1:ае&. изделиями- а на BijipxHHX - ролики 5 причем ролихк ус- таноБлены с возмсжнистью ззаимодей-:Тй:ия с упорами. Я анол1 Ье штанги чГ огопозндионной ванны устаковлены яерпендикуллрно аноднь штангам в ваннах подготонительно-заключительHhK операций.
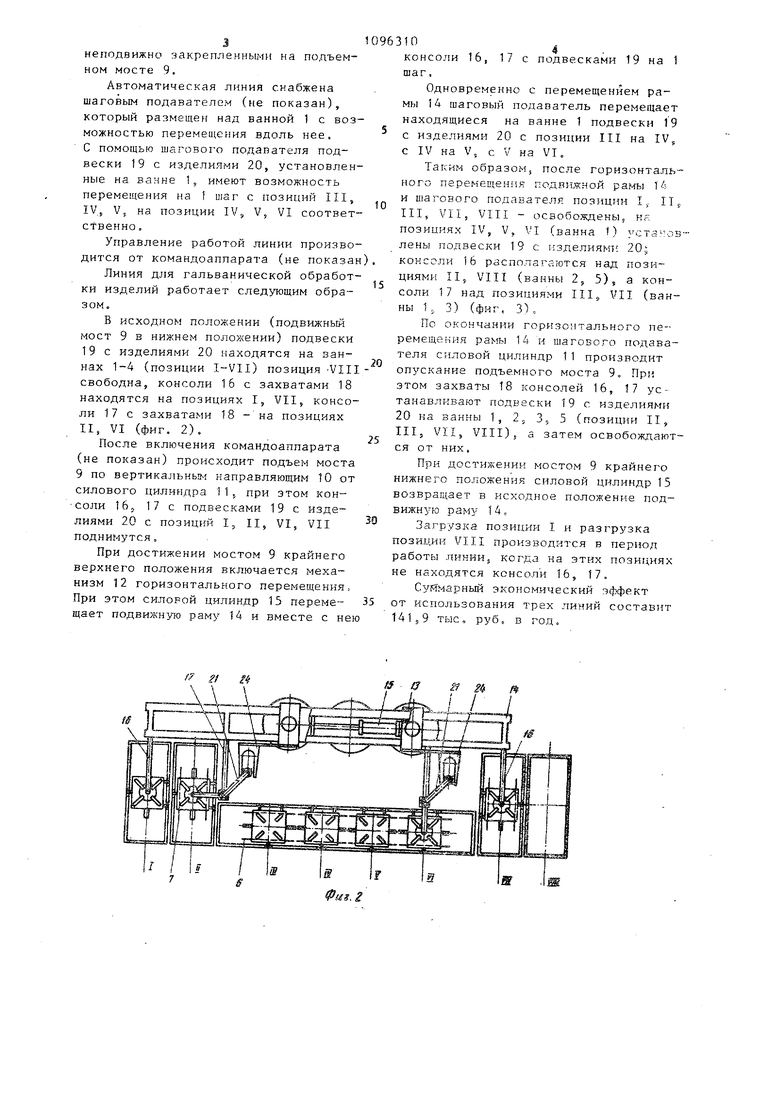
На фиго i изображена линия,, вид спереди; на фиг„ 2 - то вид сверху, (подъемный мост с подвесками наХОЙИТСБ в поднятом СОСТОЯНИИ; ПОДВИЖпая ратга в лчвом дтоложении) на фиг, 3vo жй., Б правом положении,
Пинкя содержи мно1оаозициог;ку:а вянну осксваной операции; аа;;ны 3,
2 подготовительнозаключителтьных oneрацийр пром1.;ночные ваннь : , 5, установле шые в наг ра 5лении технологического . процесса. Анодные штанги б мисгопозиционной ванны установлены иерпендикулярно по отношению к анод,HEii;.- гатангам 7 ванг 2, 3 подготовительгШ-заключит;2льнь Х СПераций, Механизм 8 взртккалзиного перемегтения подъемного моста 9 установлен на вертикальных направляющих 10 с силовьм цилиндрок 11, механизм 12 горизонтального перемещенкя смонтирован на подъемном ноете 9, имеющем направляюп ие втулки 13 ч которых перемец;ается пэдзия ная -- . соединенная с СИЛСВЬЕ-; ,клкндро1.: 15, На подвижной раме 14 нелодвижко укреплены консоли 16, 17 с захватами 18, захватывающие подЕ;вскн 19с изде1-шями 20, причем захва.™ ты 18, тгринадлежашие консоли 17, неподвижно закреплены на ншкних плечах рь чагов 21;, вращающихся в поворотных :узла.х 22;. а принадлежащие консоли 16 натюдвнжно ззкреплень на ней. На верхкик плечах рычагов 21 закреплены ролики 23;, 1зэаимодействующие с зшораки 24 неподвижно закрепленными на подъемном мосте 9, Автоматическая линия снабжена шаговым подавателем (не показан), который размещен над ванной 1 с возможностью перемеа1ения вдоль нее, С помощью шагового подавателя подвески 19 с изделиями 20, установленные на ванне 1, имеют возможность перемещения на 1 шаг с позиций III, IV, V, на позиции IV, V, VI соответственноУправление работой линии производится от командоаппарата (не показан Линия для гальванической обработки изделий работает следующим образом. В исходном положении (подвижный мост 9 в нижнем положении) подвески 19 с изделиями 20 находятся на ваннах 1-4 (позиции I-VII) позиция -VIII свободна, консоли 16 с захватами 18 находятся на позициях I, VII, консоли 1 7 с захватами 18 - на позициях II, VI (фиг. 2). После включения командоаппарата (не показан) происходит подъем моста 9 по вертикальным направляющим 10 от силового цилиндра 11, при зтом консоли 16.) 17с подвесками 19 с изделиями 20 с позиций 1, II, VI, VII поднимутся, При достижении мостом 9 крайнего верхнего положения включается механизм 12 горизонтального перемещения.. При этом силорой цилиндр 15 перемещает подвижную раму 14 и вместе с не консоли 16, 17с подвесками 19 на 1 шаг, Одновременно с перемещением рамы 14 шаговый подаватель перемещает находящиеся на ванне 1 подвески 19 с изделиями 20 с позиции III на IV,. с IV на V, с V на VI„ Таким образом, после горизонтального перемещения подвижной рамы 14 и шагового подавателя позиции 1,. II, III, VII5 VIII - освобождены, на позициях IV, V, VI (ванна t) уста озлены подвески 19 с изделиям -: 20; консоли 16 рзсполагаются над позициями IIj, VIII (ванны 2, 5), а консоли 17 над позициями 111„ VII (ванны К, 3) (фиг, 3), По окончании горизонтального перемеи;екия рамы 14 и шагового подавателя силовой цилиндр 11 производит опускание подъемного моста 9. При зтом захваты 18 консолей 16, 17 устанавливают подвески 19 с изделиями 20 на ванны 1, 2, 3, 5 (позиции 11, III, VII, VIII), а затем освобождаются от них. При достижении мостом 9 крайнего нижнего поотожения силовой цилиндр 15 возвращает в исходное положение подвижную раму 14 о Загрузка позиции I и разгрз зка позиции VIII производятся в период работы линии, когда на этих позициях не находятся консоли 16, 17. Суммарный экономический эффект от использования Ipex линий составит 141s9 тыс, руб. в год.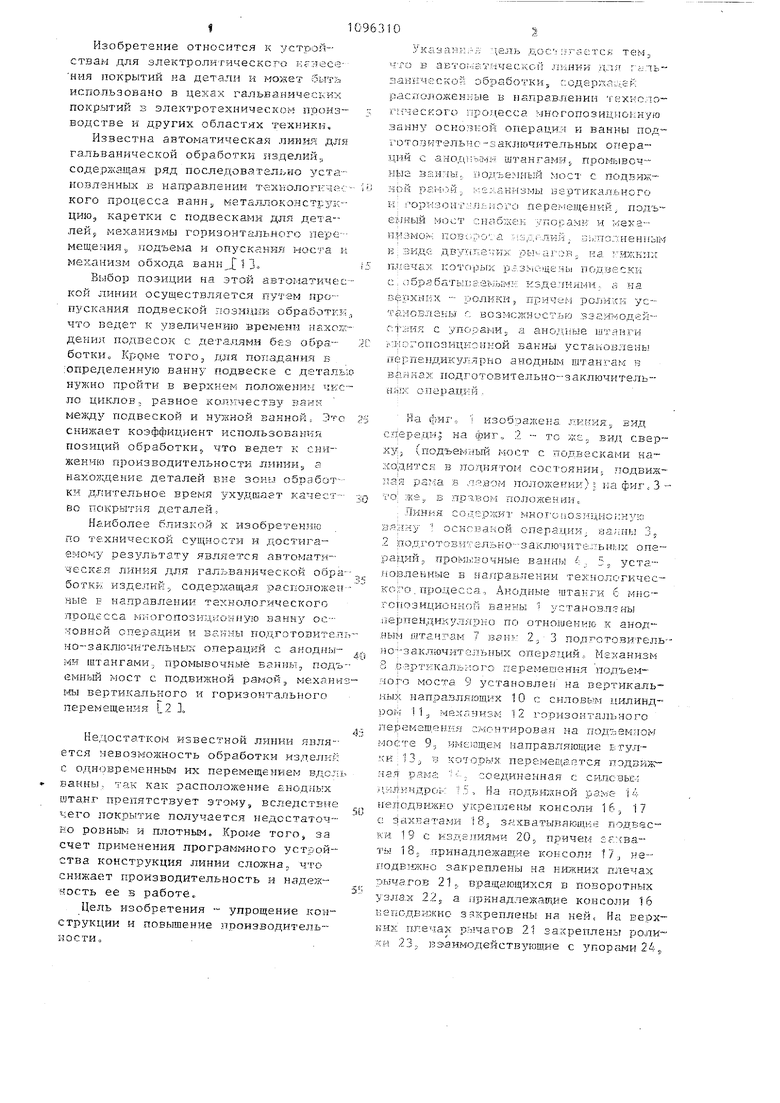
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКОЙ И ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1967 |
|
SU205492A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий | 1986 |
|
SU1433812A1 |
| Способ раскряжевки хлыстов и устройство для его осуществления | 1989 |
|
SU1832077A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ КОНУСОВ ЦЕЛЬНОСТЕКЛЯННЫХ ОБОЛОЧЕК ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1967 |
|
SU191757A1 |
| Поточная линия для изготовления изделий | 1973 |
|
SU522932A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1988 |
|
SU1730205A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНАЯ СИСТЕМА | 2019 |
|
RU2742099C2 |
| Автоматическая сборочная линия | 1987 |
|
SU1590339A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ, содержащая расположенные в направлении технологического процесса многопозиционную ванну основной операции и ванны подготовительно-заключительных операций с анодными штангами, промывочные ванны, подъемный мост с подвижной рамой, механизмы вертикального и горизонтального перемещений, отличающаяся тем, что, с целью упрощения конструкции и повышения производительности, подъемный мост снабжен упорами и механизмом поворота изделий, выполненным в виде двуплечих рычагов, на нижних плечах которых размещены подвески с обрабатываемыми изделиями, а на верхних ролики, причем ролики установлены с возможностью взаимодействия с упорами, а анодные штанги многопозици- О .онной ванны установлены перпендикуляр(Л но анодным штангам в ваннах подготовительно-заключительных операций.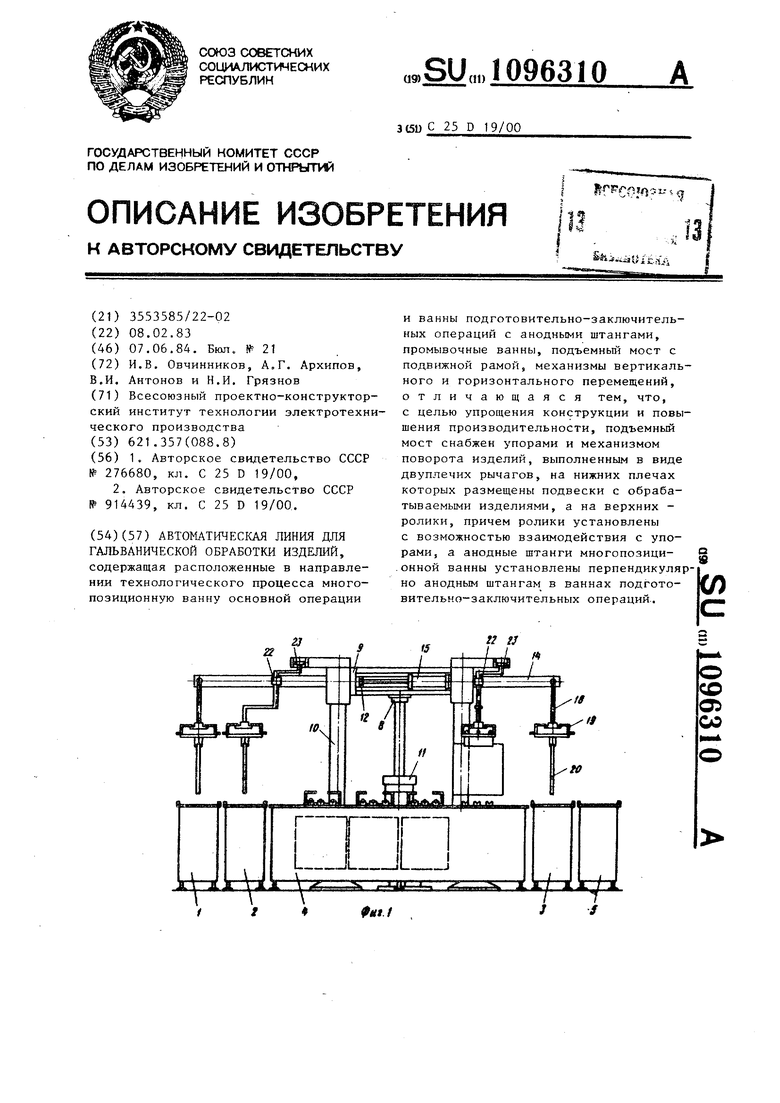
as.l
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КАРЕТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХПОКРЫТИЙ | 0 |
|
SU276680A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Авторское свидетельство СССР № 914439, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
