Изобретение относится к порошковой металлургии, в частности к устройствам для прокатки сыпучих материалов.
По основному авт.св. № 971576 известно устройство для прокатки порошка, содержащее рабочие и вспомогательные валки и установленную между ними камеру уплотнения с рассекателем 1.
Устройство обеспечивает высокие фиэико механические свойства проката и их стабильность. Однако вследствие высокой направленности деформации прокату присуща анизотропия свойств.
Цель изобретения - уменьшение анизотропии физико-механических свойств проката.
Поставленная цель достигается тем, что в устройстве для прокатки порошка по авт. св. № 971576 поверхности вспомогательных валков выпол йены с проточкаг/1И, расположенными по винтовой линии с одинаковым направлением нарезки.
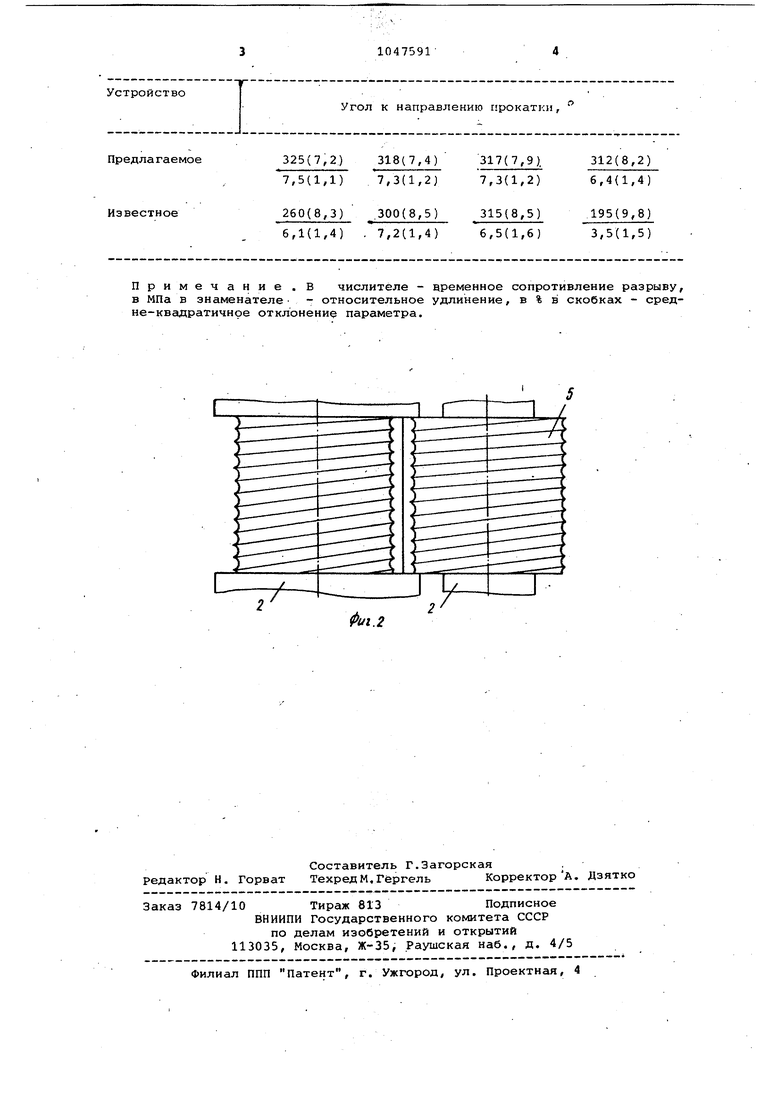
На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 - поверхность вспомогательных валков с проточками.
Устройство включает рабочие валки 1, вспомогательные валки 2, камеру уплотнения 3, рассекатель 4. На поверхности валков 2 по винтовой линии выполнены проточки 5 с одинаковым направлением нарезки.
Устройство работает следующим .образом.
Под действием сил трения гранулы втягиваются в зазор между вспомогательными валками 2 и уплотняются. Одновременно с вертикальным перемещением гранул происходит их смещение вдоль образующей валка под действием реборд, образованных соседними проточками. Так как валки вращаются навстречу друг другу, а проточки 5 на их поверхности совпадают по направлению нарезки, то прилагающие к поверхностям валков объемы металла смещаются друг относительно друга в противоположном направлении. В связи С ярко выраженной деформацией сдвига в направлении, перпендикулярном направлению прокатки, происходит всестороннее дробление поверхностной окисной пленки и улучшается схватывание гранул.
Гранулы, предварительно уплотненные вспомогательными валками 2, разделяются рассекателем 4 на два потока. За счет сложной формы камеры уплотнения и трения о поверхность рассекателя скорость течения металла по сечению каждого из потоков распреде5 ляется неравномерно. Это вызывает появление дополнительных сдвигов в направлении прокатки и увеличивает степень обновления контактной поверхности гранул.
0 За счет нагнетающего действия вспомогательных валков 2 в камере уплотнения создаются условия для принудительной подачи металла в валки 1 и обжатия его с высокими степе.нями деформации.
Выполнение проточек по винтовой линии обеспечивает непрерывное воздействие на прокатываемый материал. В случае выполнения проточек, например, в виде замкнутых-колец,наклоненных к образующей валка, воздействие носит прерывистый характер, что приводит к появлению надрывов и задиров на поверхности проката.
Радиус прочности г должен изме5 няться в пределах 0,2-0,3 R rsO,70,8 R, где R - половина диаметра прокатываемых грайул.
Если г 0,2 - 0,3 R, то деформация в поперечном направлении незначи0 тельна и практически не сказывается на физико-механических свойствах проката, если г 7 О,7 О,8 R, то происходит заполнение проточек гранулами, поверхность которых слабо дефор5 мирована.
Так как разрушение окисной пленки незначительно,то снижение анизотропии свойств проката не наблюдается.
С использованием изобретения известного устройства получали полосы из гранул сплава 91415. Результаты механических испытаний образцов, вырезанных из полос под различными углами к направлению прокатки, приве 5 дены в таблице.
Предлагаемое устройство по сравнению с известным позволяет уменьшить отклонение минимального значения вре50 менного сопротивления разрыву от
максимального на 107,5 МПа, а относительного удлинения - на 2,6%.
За счет интенсифицирования деформации в поперечном направлении
55 уменьшается анизотропия физико-механических свойств проката. Примечание . В числителе в МПа в знаменателе - относительное не-квадратичное отклонение параметра. временное сопротивление разрыву, удлинение, в % в скобках - сред
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки порошка | 1983 |
|
SU1155357A2 |
| Устройство для прокатки порошка | 1981 |
|
SU971576A1 |
| Устройство для прокатки сыпучих материалов | 1981 |
|
SU1002094A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ В ИНЕРТНОЙ СРЕДЕ | 2007 |
|
RU2351438C2 |
| Способ получения сплошных прутков | 1990 |
|
SU1776468A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ В ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ БЕССЛИТКОВОЙ ПРОКАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2607855C1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288075C1 |
| Способ прокатки | 1983 |
|
SU1135502A2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПОРОШКА пр авт.св. 971576, отличающееся тем, что, с целью уменьшения анизотропии физикомеханических свойств проката, по- . верхности вспомогательных валков выполнены с проточками, расположен- . ными по винтовой линии с одинаковым направлением нарезки. .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское,свидетельство СССР I 971576, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
