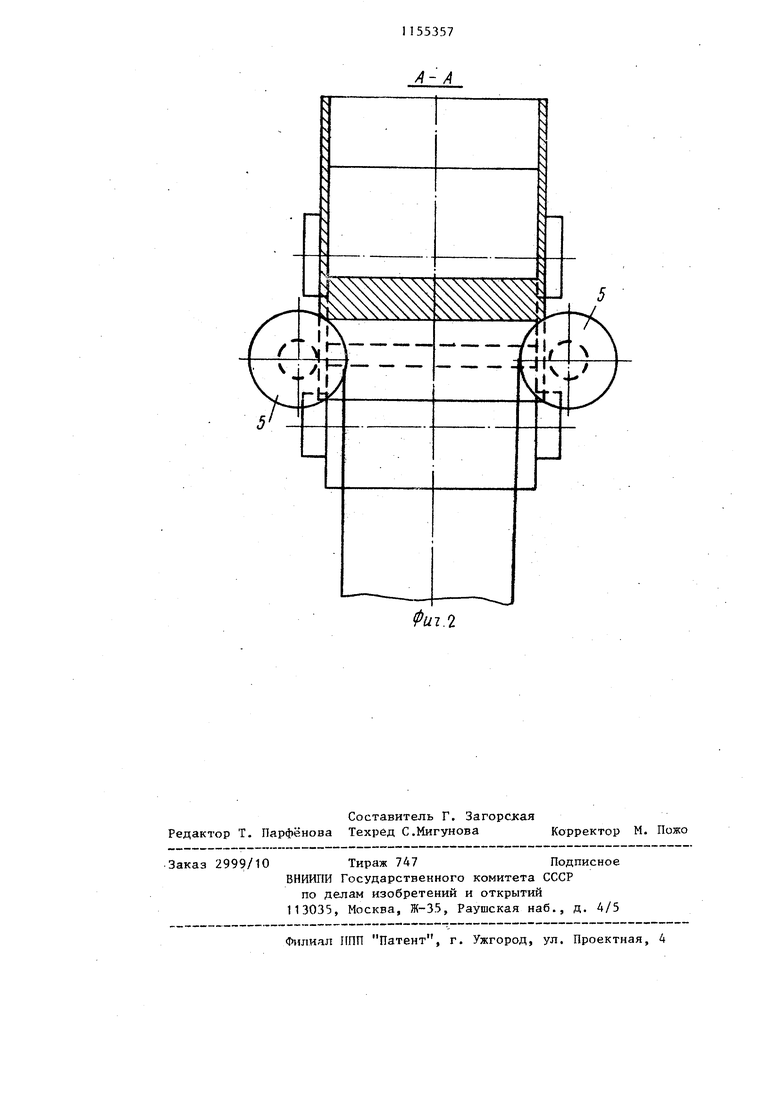
I1 Изобретение относится к порошковой металлургии, в частности к устройствам для прокатки сыпучих материалов . По основному авт.св. № 1047591 из вестно устройство для прокатки порош ка, содержащее рабочие и вспомогател ные валки и установленную между ними камеру уплотнения с рассекателем, при этом поверхности вспомогательных валков выполнены с проточками, расположенными по винтовой линии с одинаковым направлением нарезки П. Однако вследствие преобладания продольной деформации прокату свойст венна анизотропия физико-механических свойств. Цель изобретения - снижение анизо тропии физико-механических свойств проката. Поставленная цель достигается тем, что устройство для прокатки порошка снабжено установленными в нижней части камеры уплотнения дополнительными валками, оси вращения которык перпендикулярны осям вращения ра бочих валков. На фиг.1 представлена схема предлагаемого устройства; на фиг. 2 - се чение А-А на фиг. 1. Устройство для прокатки порошка содержит рабочие валки 1, вспомогательные валки 2, камеру уплотнения 3 с рассекателем 4, дополнительные обжимные валки 5 в нижней части камеры уплотнения. На поверхности валков 2 выполнены проточки с одинаковы направлением нарезки. Устройство работает следующим образом. Под действием сил трения гранулы втягиваются в зазор между вспомога/гельными валками 2 и уплотняются. Одновременно с вертикальным перемеще нием гранул происходит их смещение вдоль образующей валка под воздействием реборд, образованных соседними проточками. Так как валки враща ются навстречу друг другу, а проточ7ки на их поверхностях совпадают по направлению нарезки, то прилегающие к поверхностям валков объемы металла смещаются друг-относительно друга в противоположном направлении, перпендикулярном направлению прокатки. Гранулы, предварительно уплотненные вспомогательными валками 2, разделяются рассекателем 4 на два потока. За счет сложной формы камеры уплотнения и трения о поверхность рассекателя скорость течения металла по сечению каждого из потоков распределяются неравномерно. Это вызывает появление дополнительных сдвигов в направлении прокатки и увеличивает степень обновления контактной поверхности гранул. За счет нагнетающего действия вспомогательных валков 2 в камере уплотнения 3 создаются условия для принудительной подачи металла сначала в дополнительные обжимные валки 5, а затем а рабочие валки 1, где полоса обжимается с высокими степенями деформации. В предлагаемом устройстве осуществляется ярко вьфаженная знакопе-. ременная деформация. Если в вспомогательных валках.деформация направлена от центра полосы к ее краям, то в обжимьйк валках деформация осуществляется от краев полосы к центру. Знакопеременная деформация способствует всестороннему дроблению поверхностной окисной пленки, улучшению схватывания гранул, вследствие чего уменьшается анизотропия физикомеханических свойств проката. Используя предлагаемое и известное устройства получали полосу из гранул 01413 толщиной 2 мм, причем степень деформации в рабочих валках была 90%, а в обжимных - 15%. В таблице приведены данные механических испытаний образцов, вьфезанных из полос под различными углами к направлению прокатки.
Предлагаемое Временное сопротив
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки порошка | 1982 |
|
SU1047591A2 |
| Устройство для прокатки порошка | 1981 |
|
SU971576A1 |
| Устройство для прокатки сыпучих материалов | 1981 |
|
SU1002094A1 |
| Устройство для прокатки порошковых материалов | 1981 |
|
SU996100A1 |
| Способ получения сплошных прутков | 1990 |
|
SU1776468A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ В ИНЕРТНОЙ СРЕДЕ | 2007 |
|
RU2351438C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288075C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Устройство для получения многослойного плакированного проката из металлического порошка | 1983 |
|
SU1133033A1 |
УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПОРОШКА по авт.св. № 1047591, отличающееся тем, что, с целью снижения анизотропии физико-механических свойств проката, оно снабжено установленными в нижней части камеры уплотнения дополнительными валками, оси вращения которых перпендикулярны осям вращения рабочих валков. 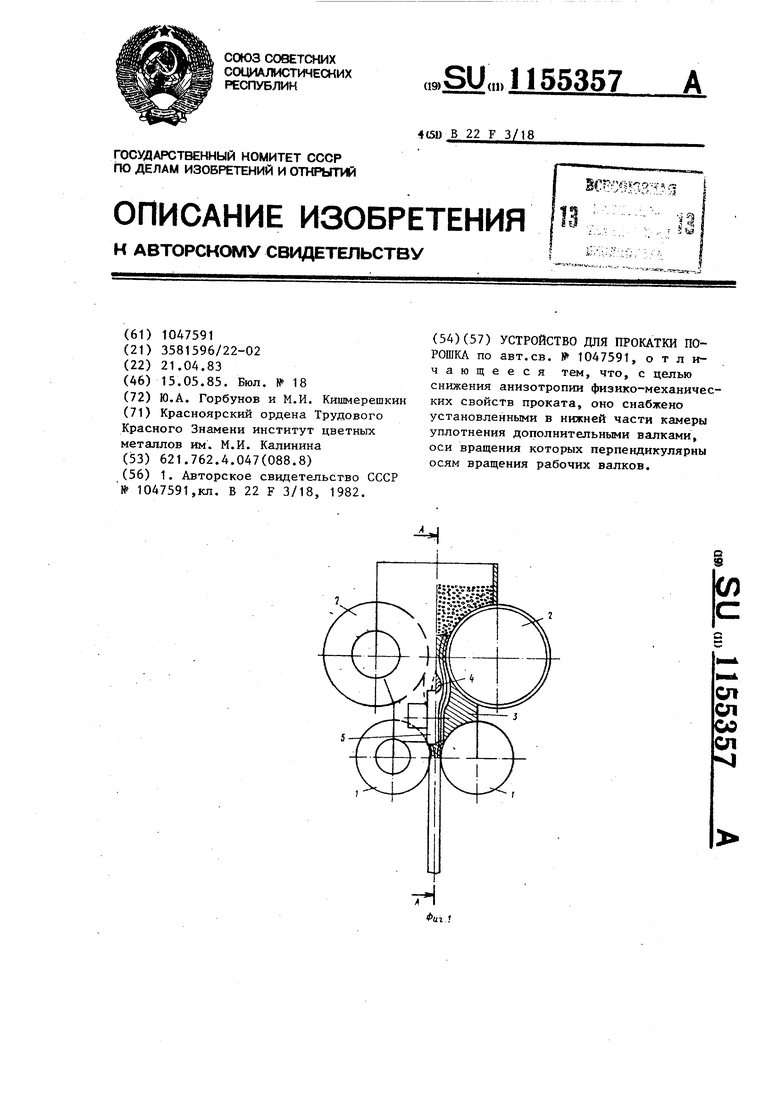
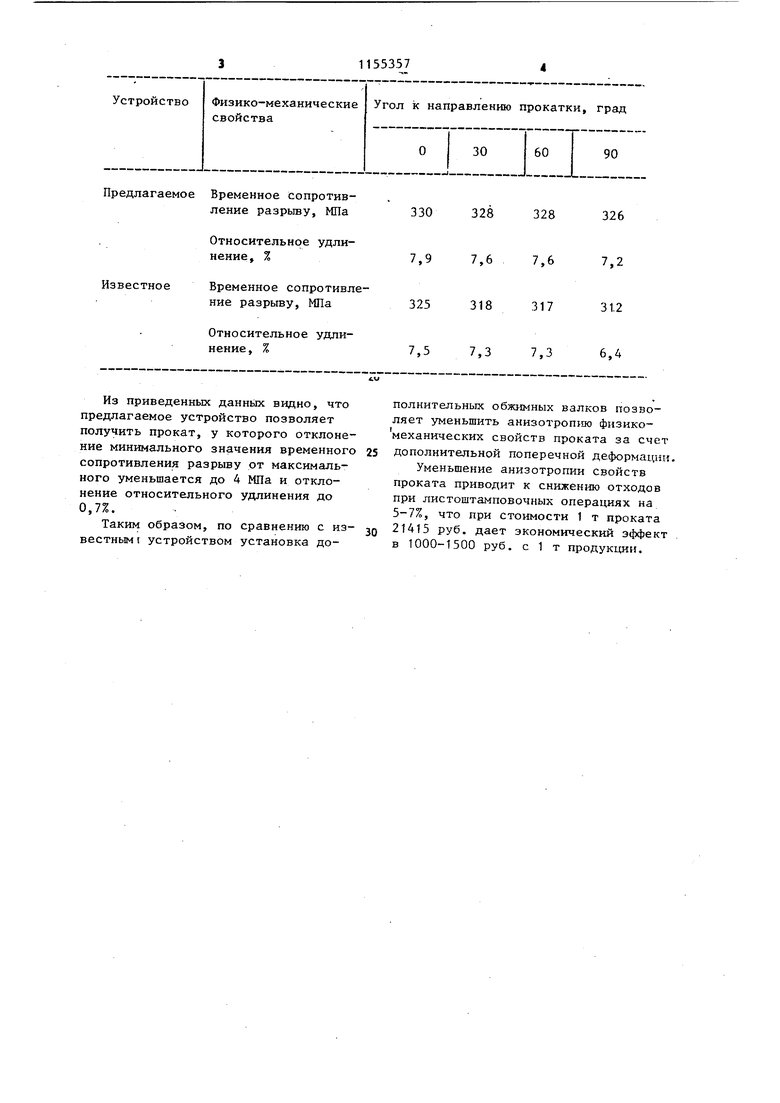
Из приведенных данных видно, что предлагаемое устройство позволяет получить прокат, у которого отклонение минимального значения временного сопротивления разрыву от максимального уменьшается до 4 МПа и отклонение относительного удлинения до 0,7%.
Таким образом, по сравнению с известнымI устройством установка дополнительных обжимных валков позволяет уменьшить анизотропию физикомеханических свойств проката за счет дополнительной поперечной деформации.
Уменьшение анизотропии свойств проката приводит к снижен ло отходов при листоштамповочных операциях на 5-7%, что при стоимости 1 т проката 21415 руб. дает экономический эффект в 1000-1500 руб. с 1 т продукции.
- А
Фи-1.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для прокатки порошка | 1982 |
|
SU1047591A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
