со
О5 Изобретение относится к автоматизации прокатного производства и может быть применено в металлургической, деревообрабатывающей промышленности, а также в промышленности стройматериалов. Известна система автоматического управления конвейерами, содержащая несколько электроприводов, каждый из которых включает электродвигатель, силовой контроллер, электромагнитную муфту, тахогенератор, датчик углового смещения, фазовый детектор 1. Однако эта система не может обеспечить постоянство зазора между листами из-за проскальзывания листов на роликах конвейеров (рольгангов), поскольку не следит за величиной зазора между листами, необходимой для нормальной работы стопирующего устройства. Известно также устройство для управления конвейером, содержащее блок задания соотношения скоростей секций конвейера, первый и второй датчики наличия листа, подключенные к входам элемента совпадения, выход которого соединен с первым входом триггера, второй вход которого подключен к выходу формирователя импульсов, вход которого соединен с вторым датчиком наличия листа, подключенным к блоку регистрации 2. Данное устройство обладает невысокой точностью, в результате чего не выдерживается минимальная величина зазора между листами. Оно устанавливает произвольную величину зазора. В случае большой величины зазора производительность установки снижается, з при малой величине зазора нарушается работа стопирующего устройства. Кроме того, ухудшается условие труда операторов профилегибочного стана, вынужденных постоянно следить за величиной зазора или снижать скорость конвейеров подачи листов. Цель изобретения - повышение точности управления. Поставленная цель достигается тем, что устройство, содержащее блок задания соотношения скоростей секций конвейера, первый и второй датчики наличия листа, подключенные к входам элемента совпадения, выход которого соединен с первым входом триггера, второй вход которого подключен к выходу формирователя импульсов, вход которого соединен с вторым датчиком наличия листа, подключенным к блоку регистрации, снабжено формирователем импульса зазора, эталонным генератором импульсов элементом сравнения и элементом ИЛИ, первый вход которого подключен к выходу триггера, второй вход - к прямому выходу элемента сравнения, а выход соединен с первым входом блока задания соотношения скоростей секций конвейера, второй вход которого подключен к инверсному выходу элемента сравненя, первый вход которого соединен с выходом эталонного генератора импульсов, подключенного к второму датчику наличия листа, второй вход элемента сравнения соединен с выходом формирователя импульса зазора, первый вход которого соединен с вторым датчиком наличия листа, а второй вход - с первым датчиком наличия листа. В процессе перемещения секциями конвейера с помощью формирователя .импульса зазора и генератора импульса эталонной длительности по сигналам первого и второго датчиков наличия листа формируются импульсы, длительность которых прямо пропорциональна фактической минимально необходимой величине зазора между листами. В схеме сравнения эти импульсы сравниваются по длительности и сигнал ошибки через схему ИЛИ и блок задания соотношения скоростей секций конвейера управляет электроприводом секций таким образом, что поддерживается минимально необходимая для работы стопирующего устройства величина зазора. На чертеже показана блок-схема предлагаемого устройства. . Устройство содержит блок 1 задания соотношения скоростей секций 2 и 3 конвейера, элемент 4 совпадения, триггер 5, выход которого подключен к первому входу элемента ИЛИ 6, второй вход которого подсоединен к прямому выходу элемента 7 сравнения, а выход подключен к входу « + блока 1 задания соотношения скоростей секций 2 и 3 конвейера, второй вход «- которого соединен с инверсным входом .мента 7 сравнения, первый вход которого подключен к выходу генератора 8 эталонной длительности, а второй вход - к выходу формирователя 9 импульса зазора, первый вход которого соединен с первым датчиком 10 наличия листа, а второй вход - с вторым датчиком 11 наличия листа, подключенным к входу генератора 8 импульса эталлонной длительности и к входу формирователя 12 импульсов, .подключенного к второму входу триггера 5, первый вход которого соединен с выходом элемента 4 совпадения, на первый вход которого подключен первый датчик 10 наличия листа, а на второй вход - второй датчик 11 наличия листа, подключенный к входу блока 13 регистрации. Листы с секцией 2 и .3 конвейера подаются на стопировщик 14 (показан условно). Датчики 10 и 11 устанавливаются на расстоянии, несколько меньшем двух минимальных длин листов. Работа устройства происходит следую.щим образом. При перемещении листов секциями 2 и 3 крнвейера с промежутками между листами или при отсутствии листов блок 1 задания соотнощения скоростей секций 2 и 3 конвейера выдает команду на установку нои иналЕг ной скорости секций 2 и 3 конвейера.
При движении листов в положении «Встык сигналы датчиков 10 и 11 наличия листа одновременно поступают на элемент 4 совпадения, при этом триггер 5 сигналом с элемента 4 совпадения устанавливается в единичное состояние. Сигнал с триггера 5 подается на элемент 6 ИЛИ и далее на вход « + блока 1 задания соотношения скоростей секций конвейера, который с помощью электропривода (не показан) ускоряет секцию 3 по отношению к секции 2. При этом листы разъединяются и после того, как первый лист уйдет из «поля зрения второго датчика 11 наличия листа, сигналом с формирователя 12 импульсов триггер 5 устанавливается в исходное состояние. При появлении зазора между листами формирователь 9 импульса зазора по сигналам датчиков 10 и 11 наличия листа, соответствующих прохождению через «поле зрения датчиков 10 и 11 конца первого листа и начала второго листа, выдает импульс с длительностью, определяемой величиной фактического зазора. Одновременно с началом импульса по сигналу второго датчика 11 наличия листа соответствующего прохождению конца первого листа через «поле зрения датчика И, запускается генератор 8 импульса эталонной длительности, на выхбде которого появляется импульс с длительностью, равной величине минимально необходимого зазора. Оба импульса подаются на элемент 7 сравнения, при этом на прямом выходе ее существует сигнал в том случае, когда величина фактического зазора меньще минимально необходимой, а на инверсном выходе сигнал появляется в случае, если величина фактического зазора превышает минимально необходимый зазор.
В первом случае сигнал с прямого выхо la элемента 7 сравнения через элемент б ИЛИ подается навход « + блока 1 задания соотношения скоростей секций 2 и 3 конвейера. Секция 3 конвейеру ускоряется до тех пор, пока величина зазора не станет
5 равной минимально необходимой. Во втором случае сигнал с инверсного выхода элемента 7 сравнения подается на вход «- блока 1 задания соотношения скоростей секций 2 и 3 конвейера, который замедляет секцию 3 по отношению к секции 2, умень0 шая величину зазора до минимально необходимой для работы стопирующего устройства 14. С помощью блока 13 осуществляется счет листов.
Применение устройства на профилёги25бочных станах позволяет повысить точность поддержания минимально допустимой величины зазора между листами, повысить производительность и улучшить условия труда операторов станков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для счета предметов,пЕРЕМЕщАЕМыХ КОНВЕйЕРОМ | 1979 |
|
SU830441A1 |
| Устройство для управления асинхронным электродвигателем с фазным ротором | 1983 |
|
SU1131010A1 |
| Устройство управления укладчиком листового стекла | 1988 |
|
SU1551664A1 |
| Устройство для подсчета количества предметов,перемещаемых конвейером | 1974 |
|
SU496578A1 |
| Устройство для счета движущихся предметов | 1980 |
|
SU920786A1 |
| Устройство для определения веса груза,транспортируемого конвейером | 1986 |
|
SU1447732A1 |
| Устройство для управления шаговым режимом работы конвейера | 1988 |
|
SU1747359A1 |
| Устройство для считывания номера транспортного средства | 1983 |
|
SU1141037A1 |
| Цифровое устройство для автоматического управления движением шахтной подъемной машины | 1978 |
|
SU765173A1 |
| Устройство для регулирования скорости электропривода | 1986 |
|
SU1322229A1 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ КОНВЕЙЕРОМ СТОПИРОВАНИЯ ПРОФИЛЬНОГО ЛИСТА, содержащее блок задания соотношения скоростей секций конвейера, первый и второй датчики наличия листа, подключенные к входам элемента совпадения, выход которого соединен с первым входом триггера, второй вход которого подключен к выходу формирователя импульсов, вход которого соединен с вторым датчиком наличия листа, подключенным к блоку регистрации, отличающееся тем, что, с целью повышения точности управления, оно снабжено формирователем импульса зазора, эталонным генератором импульсов, элементом сравнения, элементом ИЛИ, первый вход которого подключен к выходу триггера, второй вход - к прямому выходу элемента сравнения, а выход соединен с первым входом блока задания соотношения скоростей секций конвейера, второй вход которого подключен к инверсному выходу элемента сравнения, первый вход которого соединен с выходом эталонного генератора импульсов, подключенного к второму датчику наличия листа, второй вход элемента сравнения соединен с выходом фор(С мирователя импульса зазора, первый вход (Л которого соединен с вторым датчиком наличия листа, а второй вход - с первым датчиком наличия листа.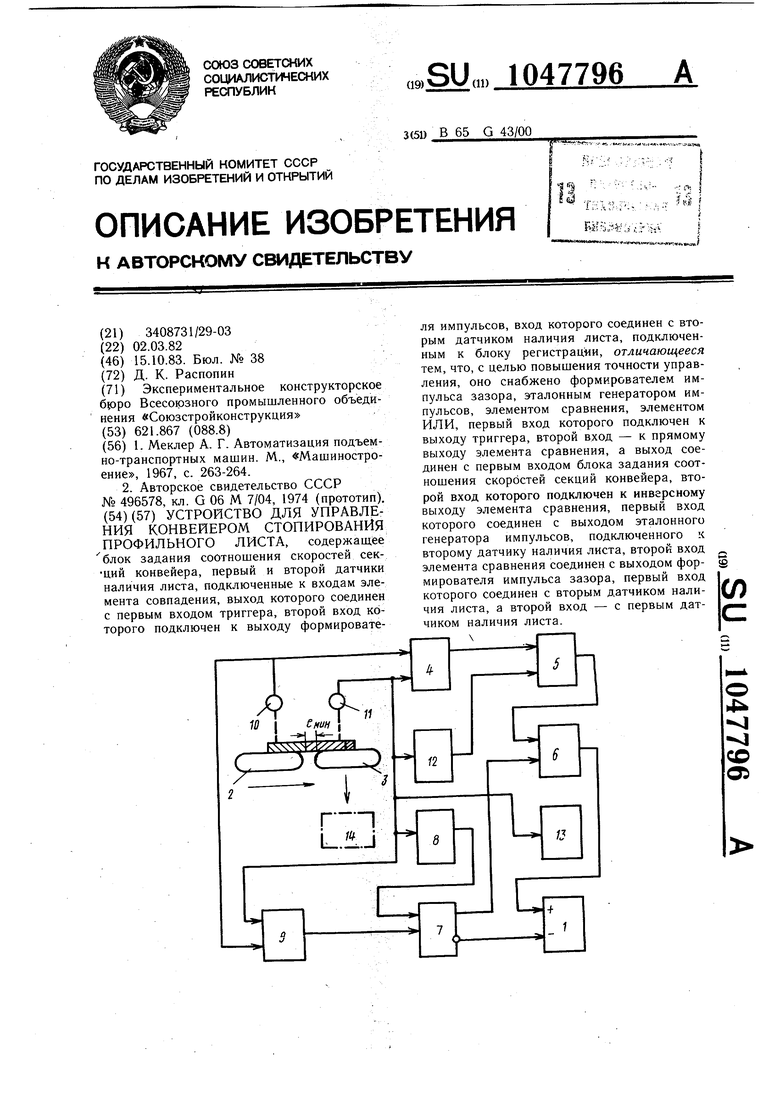
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Меклер А | |||
| Г | |||
| Автоматизация подъемно-транспортных машин | |||
| М., «Машиностроение, 1967, с | |||
| Железнодорожный снегоочиститель на глубину до трех сажен | 1920 |
|
SU263A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для подсчета количества предметов,перемещаемых конвейером | 1974 |
|
SU496578A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
