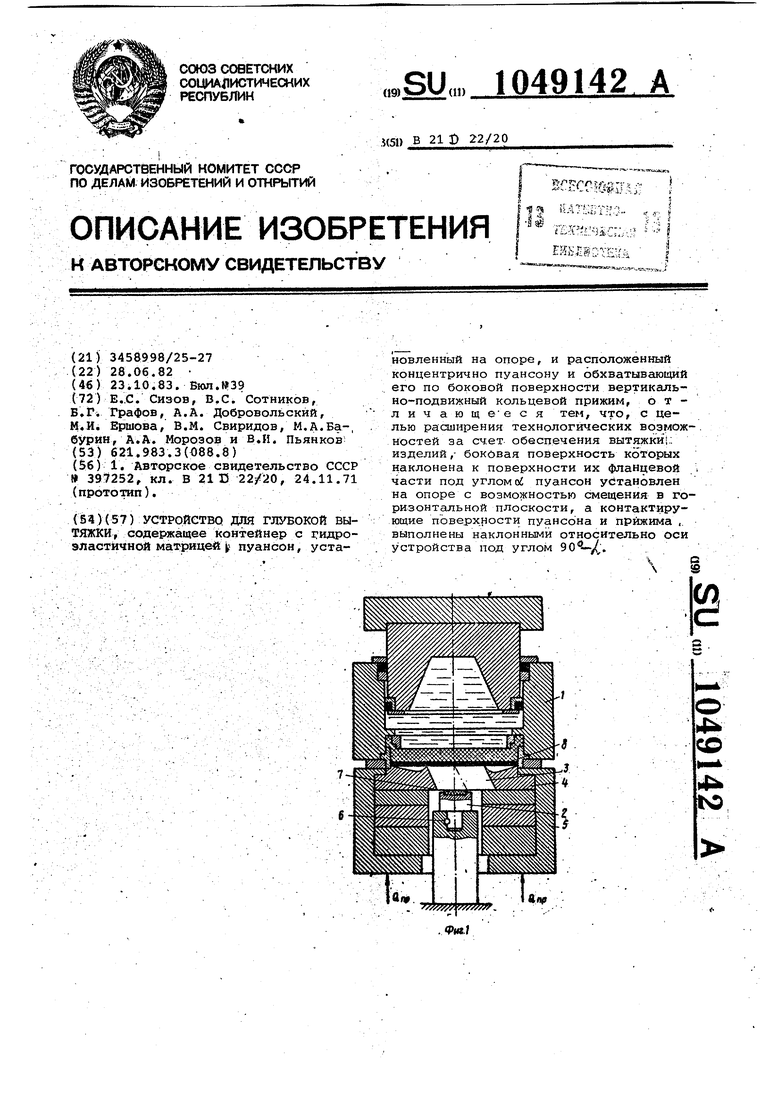
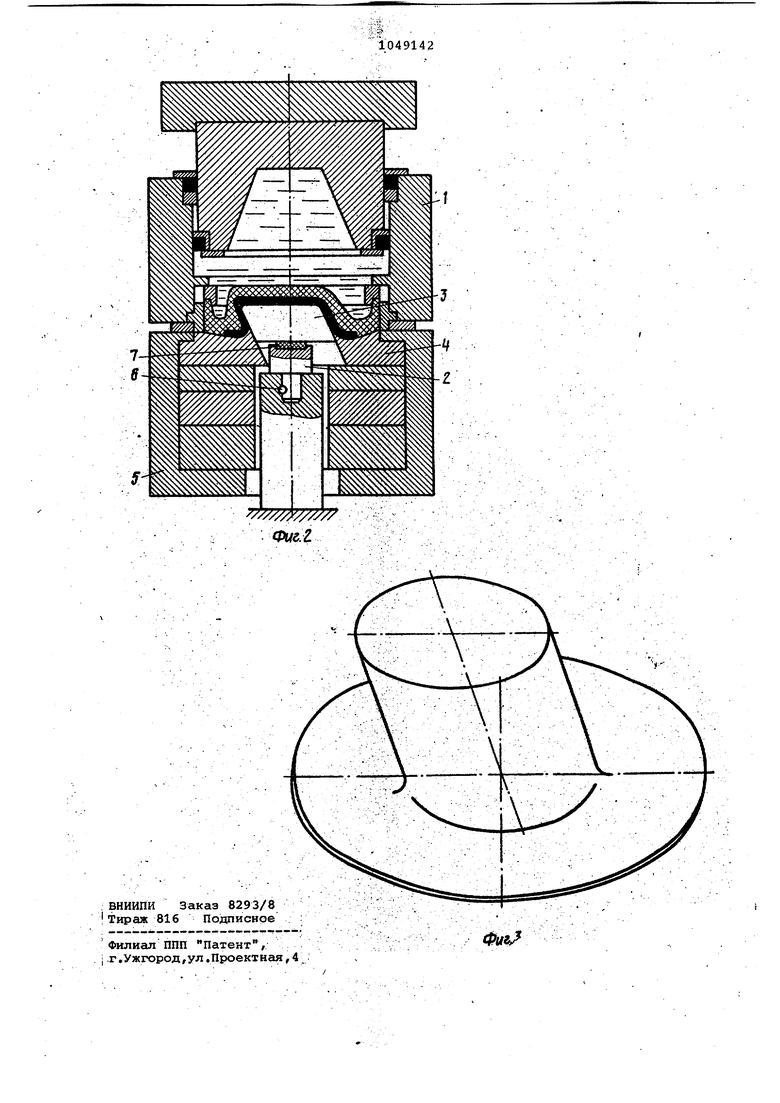
Изобретение относится к -обработке металлов давлением может быть использовано в различных отраслях маши ностроения при изготовлении полых дет лей, боковая поверхность которых Наклонена к поверхности фланцевой .Наиболее близким к.изобретению является устройство для глубокой вытяжки, содержащее контейнер с гидроэластичной матрицей, пуансон, установленный на опоре, и расположенный, концент рично пуансону и обхватывающий, его на боковой поверхности вертикально-подвижный кольцевой прижим f 1 . Недостатком известного устройства является невозможность вытяжки в нем изделий, боковая поверхность которых наклонена к .поверхности их фланцевой части под углом с . Целью изобретения является расширение технологических/возможностей устройства за счет обеспечения вытяжки изделий, боковая поверхность которых наклонена к повер сности их фланцевой части под углом об .. Поставленная цель достигается тем что в устройстве-для глубокой вытяжки содержащем контейнер с видроэластичной матрицей пуансон , установленный на опоре,.и расположенный концентрично пуансону иобхватывающий его по боковой, поверхности вертикально-:подвижный кольцевой прижим, пуансон уста новлен на опоре с возможностью смещения в гори-зонтальной плоскости, а контактирующие поверхности пуансона и прижима выполнены наклонными относительно оси устройства, под УГЛОМ 90°- ot. . На фиг.1 изображено устройство в начальный момент вытяжки; на фиг.2 то же,в конечный момент вытяжки; 1на фиг.З - деталь, боковая поверхность-которой наклонена к поверхности фланцевой части. . . Устройство содержит контейнер с гидроэластичной матрицей. 1, соосно установленную с ним отпору 2, на которбй размещен пуансон 3. .Боковая поверхность пуансона 3 наклонена к оси устройства под углом об и соответствую .ет внутренней поверхности детали.При-. жим 4 установлен нинcтpУ teнтoдepжaтeле 5.Опора 2 выполнена из двух частей; : сменной верхней части и универсальной нйокней части,которые фиксируются друг; относительно друга с помощью штыря б На верхней части опоры 2 установлена; металлофторопластозвая прокладка 7. Рабочая поверхность прижима 4, прцлегаквдал к заготовке 8,состоит из последовательно расположенных от. его цент ра к периферии соответственно тороидальногр, плоского и конического участков. . Устройство работает следующим образом. . На рабочую поверхность прижима 4 устанавливают заготовку 8-. В исходном положении пуансон 3 не выходит за плоскость рабочей поверхности прижима 4. Для осуществления процесса вытяжки приводят в соприкосновение гидроэластичную матрицу 1 с заготовкой 8. После этого, создавая давление в контейнере с гидроэластичной ма.трицей 1. и противодавление б со стороны прижима 4, осуществляют процесс вытяжки заготовки 8 по пуансону 3 при совместгном. перемещении вниз контейнера с гидроэластичной матрицей 1 а также инструментодержателя прижимом 4 относительно пуансона 3. Пуансон 3, установленный в отверстии-прижима-4, ;: внутренняя поверхность которого накло-иена к оси устройства: под углом, равным 90 -об смещается влево по контактной поверхности опоры 2. Для умен.ьшеНИН потерь на трение между контактными поверхностями пуансона 3 и опоры 2 ус-;; тановлёна прокладка 7, выполненная из металлофторопластового листа. Пос. ле вытяжки детали на заданную глубину устройство приводят в исх.одное состояние. . . В качестве примера,рассмотрим изготовление цилиндрической детали из материала Х18Н10Т толщиной 1,0 мм, : высотой .45 мм, боковая поверхность которой Наклонена к поверхности ее фланцевой части под углом . Заготовку 8 устанавливают на прижим 4., . Приведя в соприкосновение контейнер с гидроэластичной матрицей 1 с заготовкой 8 и создавая давление в.гидроэластичной матрице порядка: 1500 кг/см, осуществляют процесс вы-i тяжки заготовки 8 по пуанСону 3,, бо- : кован поверхность,которого наклонена . к оси устройства под углом.оС 45°, После вытяжки.детали на заданную глубину .контейнер с гидроэластичной ., матрицей возвращают в исходное положение, а отштампованную деталь вместе с пуансоном 3 удаляют из рабочей зоны устройства, после чего осуществляк}т съем .отщтампов.анной детали с пуансона 3. . - . : 1л . . : - , . Использование предлагаемого изобретения, за счет упрощения конструк:ции устройства и технологии изготовг- ления детгшей, на одном из заводов отрасли обеспечит годовой этсрномический эффект порядка 25 тыс.руб. в год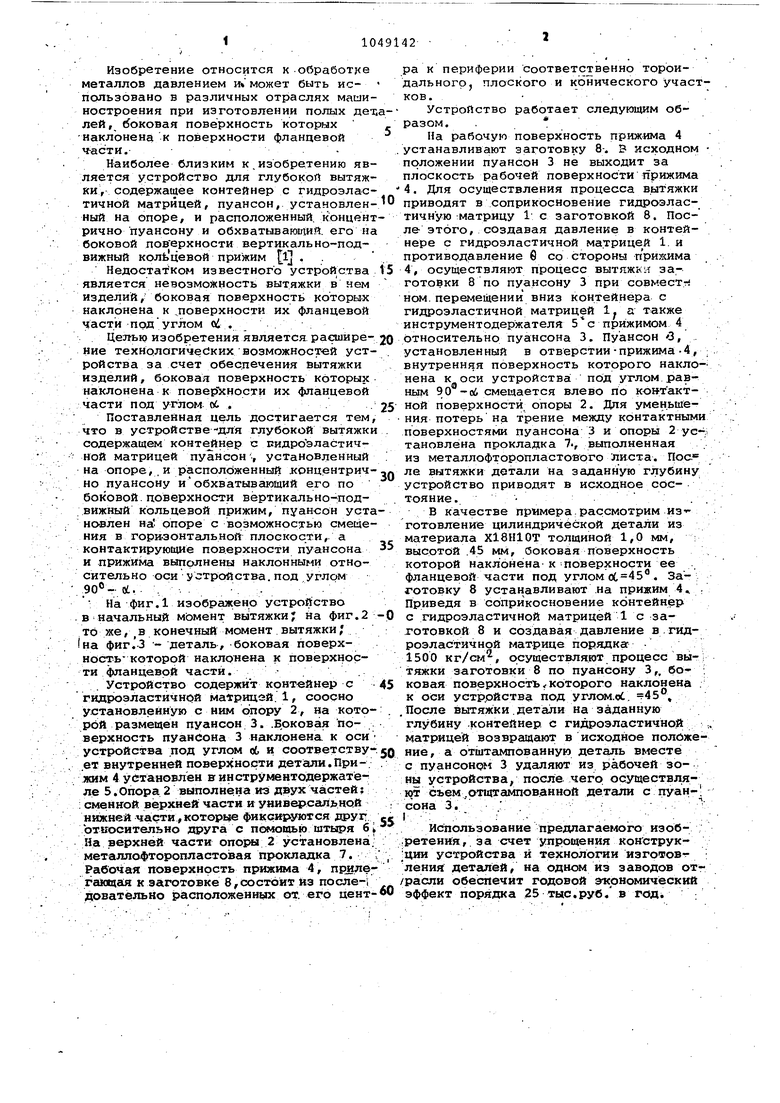
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для глубокой вытяжки | 1984 |
|
SU1192884A1 |
| Устройство для глубокой вытяжки | 1984 |
|
SU1139539A2 |
| Устройство для глубокой вытяжки | 1986 |
|
SU1409377A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU1007786A1 |
| Штамп для вытяжки | 1978 |
|
SU741995A1 |
| Штамп для гидромеханической вытяжки | 1978 |
|
SU740348A1 |
| Штамп для многопереходной вытяжки | 1976 |
|
SU593778A1 |
| Штамп для вытяжки полых деталей | 1979 |
|
SU825234A1 |
| Штамп для многопереходной вытяжки | 1977 |
|
SU645729A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |
УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ, содержащее контейнер с 1:идроэластйчной матрицей пуансон, установленный на опоре, и расположенный концентрично пуансону и обхватывающий его по боковой поверхности вертикально-подвижный кольцевой прижим, о т личающееся тем, что, с целью расширения технологических воэмож-. ностей за счет обеспечения вытяжки;.. изделий,- боковая поверхность которых наклонена к поверхности их фланцевой части под углом oi пуансон установлен на опоре с возможностью смещения в горизонтальной плоскости, а контактирующие поверх.ности пуансона и прижима ,. выполнены наклонными относительно оси устройства под углом . . СО || to