Иаобретекие относится к сварке в частнсхгги к устройствам цля сборки труб под сварку дня центровки и калибровки концов, и може быть применено при строительстве трубопроводов.,
Известно гицравлическое устройство ал я калифовки концов трубных нацепи и, соцеркащее силовой ишшнцр с размещенHbBvi в нем поршнем и калибрующую секторную втулку, а также шшинара, выполненный в випе конического многогранника, установленный внутри капнбруюш секторной втулки, при этом секторная втулка стянута пружинными кольцами и снабжена вьшолненным на ее наружной поверхности кольцевым буртом, ynHpaio-iшнмся в стенку изцелня. Устройство обесяечивает развальцовку ксяшов труб ао пра вильной геометрической И .
. Нецостатком устройства является то, что СЯ10 сложно по конструкции и не обеспечивает одновременно калибровку концов труб в центровку на под сварку.
Наиболее близким к изобретению является внутренний центратор пля сбор ки труб и аеталей трубопроводов пои свефку, соаержаший механизм разжима, выполненный в виде гицроцилиндра с поршнями, на наружной поверхности которого установлена с возможностью перемешения гипьза с пирамидальной поверхностью контактирования с установленными на гильзе с возможностью радиального перемешения губкелля, механизм фиксирования центратора в трубе, механизм установки центратора в трубе и механизм установки центратора относительно торца трубы 2.
Недостатками центратора являются сложность конструкции, обусловленная большим количеством отцельньвс гидравлических цилиндров, поршней и штоков с узкими и длинными каналами; сложность механизма установки це1ггратора относительно торца трубы, включающего большое количество, рычагов, фиксаторов, толкателей, пружин; низкая производвггельность за счет большого количества операций по установке центратора, его фиксации относительно трубы, а также выполнения рабочего хода и обратного хода гидроцилиндра в. исходное положение.
Целью изобретения является упрощение конструкции и повьяиение производительности,
Для достижения поставленной цели во внутреннем центраторе для сборки труб и деталей трубопроводов под сварку.
содержащем механизм разжима, выполненный в виде гицроцияиндра с поршнями на наружной поверхности установлена с возможностью перемещения гильза с пирамицальной поверхностью контактщювания с установленными на гильзе с возможностью радиального перемещения губками, механизм фиксирования центратора в трубе и механизм установки центратора относительно торца трубы,механизм разжима снабжен дополнительной гильзой с пирамидальной поверхностью контактирова ния с губками, установленной на наружной поверхности гидроцилиндра с возмож ностью перемещения навстречу первой гильзе, каждая из гильз жестко соединена со своим поршнем, поршни размещены внутри гидроцилиндра по разные стороны от поп ючной перегородки, вьшолненной в гицроциликцре, а механизм установки центратора относительно торца трубы выпо шен в вице двух поясов, один из которых жестко закреплен На губке, а другой подпружинен относительно нее.
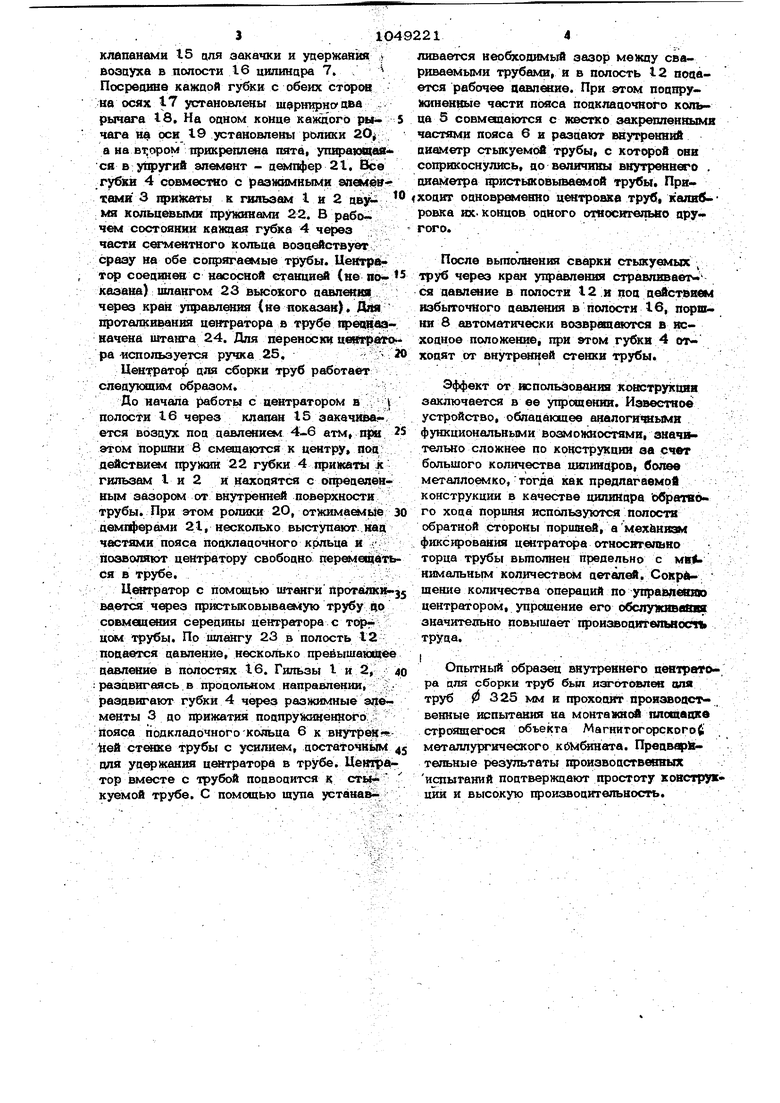
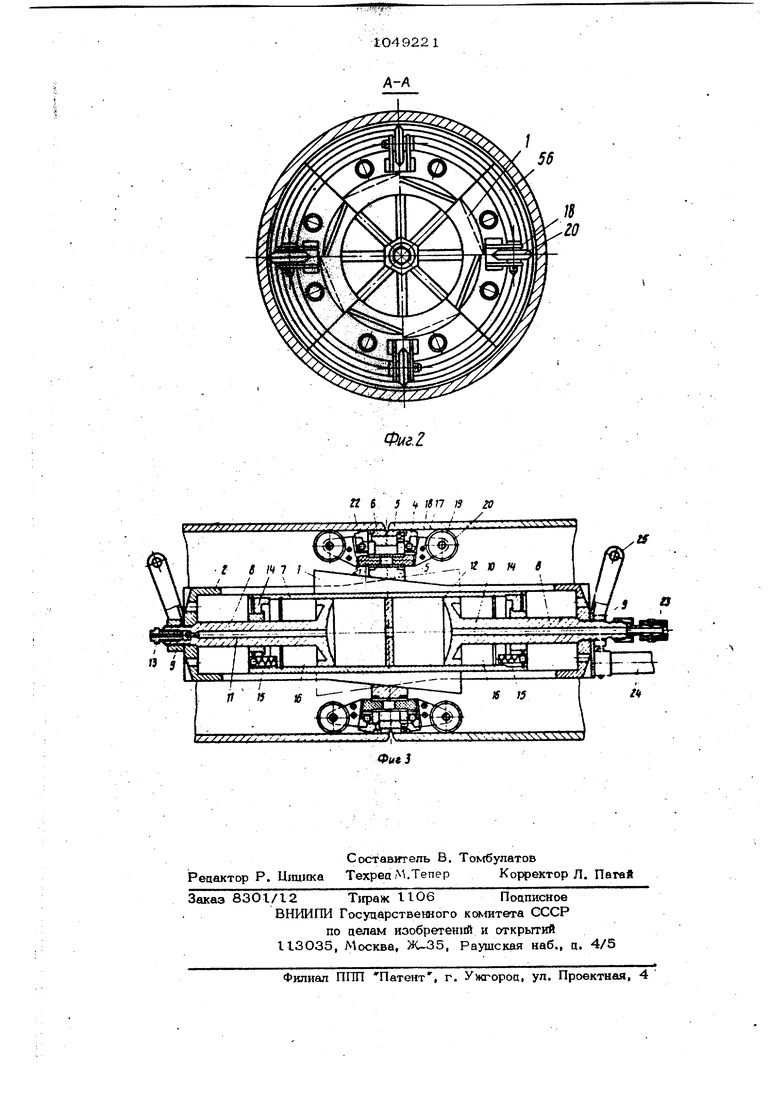
На фиг. I изображш центратор в положении для установки его в подготовительных для сварки трубах, разрез; на фиг, 2 разрез А-А на фиг, 1; на фмг, 3 - центратор в положении центрирования и калибровки труб перед ,. Внутренний центратор цля сборки труб под сварку содержит механизм режима с силовым приводом в виде гивроцилиндра, на наружной поверхности которого с возможностью осевого перемещения располонены две гильзы 1 и 2 с пирамндальны-ми поверхностями, на которых размещены разжимные элементы 3 с жестко закрепленными на них радиально переметающими ся губками 4, и двух разрезных поясов подкладочного кольца, вьшолненного, наприм, из меди, состоящего из подпружиненного пояса 5 и жестко закрепленного на губке 4 пояса 6. Гильзы I и 2 обращены одна навстречу другой, постро.ганы с торцов так, что выступы одной входят во впадину другой по ходовой посадке. Обе гшгьзы посажены на наружную поверхность цилиндра 7. Внутри цилиндра размст1еньг два 8, хвостовая часть каждого из которых прикреплена гайкой 9 к своей гильзе I и 2. По оси одного из поршней вьшолнен канал 10 цля поцачи жидкости, а по другой канал 11, соединяющий полость 12 с клапаном 13. По торцам цилиндра 7 закреплены крышки 14 с обратными клапанами tS цля закачки и упернсания воаауха в полости 16 цилинарз 7. Посреоиве кажаой губки с обеих сторон на осях 17 установлены шарнирна ова , рычага 18. На оцном конце каждого рычага на оси 19 установлены ролики 2О а на Bi;opoM тфикрепл а шгга, упярающвЯ се В:упр ий элемент - 21. Все , губки 4 совместно с разжимными глеме1Г тами 3 щжжаты к пшьзам t if 2 аву мя кольце1выми пружинами 22. В рабочем состоянии кажаая губка 4 через части с ентного кольца возцействует сразу на обе согфягаемые трубы. Центре тор соецшен с насосйой станцией (не показана) шлангом 23 высокого аавлеяня через кран управлшия (не показан), йяя проталкивания центратора в трубе ti eaRasкачена штанга 24. Оля переноса ра-используется ручка 25.- Центратор для сборки труб работает слеаукхцим образом До начала работы с центратором в полоски 16 через клапан 15 закачива-, ется воздух пои давлением 4-6 атм, при этом поршни 8 смещаются к центру, под действием пружии 22 губки 4 прижаты к гильзам I и 2 и находятся с определенным зазорсм от внутренней поверхности трубы При этом ролики 20, отжимаз ые демгферами 21, несколько выступают над частями пояса подкладочного кольца и - позволяют центратору свободно перемещать ся в трубе. Центратор с псяу1Ш1Ью штанги проталкивается через пристыковываемую трубу цо совмещения середины центратора с Т(г цсм трубы. По шлангу 23 в полость 12 подается давление, несколько превышающе давление в полостях 16. Гильзы 1 и 2, : раздвигдась в продольном направлении, раздвигают губки 4 разжимные элементы 3 до прижатия подпру 1О|енного пояса подкладочного-кольца 6 к внутрвн-« ей стшке трубы с уеяпя&л, достаточным для удержания циггратора в трубе. Центра тор вместе с трубой подводится к стыкуемой трубе. С помощью щупа устанавивается необхошшый зазор между свариваемыми трубами, и в полость 12 подается рабочее оавление. При этом подпружиненные части пояса подкладочного кольца 5 совмещаются с жестко закрепленными частями пояса 6 и раздают внутренний диаметр стыкуемсЛ чт)убы, с которой они сопршсоснулись, до величины внутреннего . диак1етра пристыковываемой трубы. Приходш одноврш 4енно ц тровка труб| калиб-ровка их-концов рцного относпггельво другого.. После вьшо шения сварки стыкуемых груб через кран узфавпения стравливает-ся давление в полости 12;и под действием избыточного давления в полости 16, поршни 8 автоматически возвращаются в исходное положение, при этом губки 4 отходят от внутренней стенки трубы. Эффект от использования коЕютрукцяи заключается в ее упрощешга. Известное устройство, обладакшее аналогифыми функциональными возможностями, значительно сложнее по конструкции за счет большого количества цилиндров, более мeтaллo«v кo, тогда как предлагаемой конструкции в качестве цилиндра Ьбратво го хода поршня используются полости обратной стороны поршней, а механизм фиксирования центратора относительно торца трубы вьтолнен предельно с MBi нимальныгм количеством деталей, CoKpliшение количества операций по управпевяю центратором, упрощение его обслужявашя значительно повышает производитепьйоС1Ъ труда. Опытный образец внутреннего центратора аля сборки труб бьт иэготоълон опя труб 0 325 мм и проходит производственные ИСПЫТШ1ИЯ на монтажной плогавщсв строящегося объекта МагнитогорскогоС; металлургического кбМйшата. Предвврйтетшные результаты Щ)оизвоиственных испытаний подтверждают простоту конструкции и высокую производительность.
56
Фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1981 |
|
SU1094710A1 |
| Внутренний центратор для сборки труб и деталей трубопроводов под сварку | 1975 |
|
SU616097A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Внутренний центратор | 1968 |
|
SU273036A1 |
| Внутренний центратор для сборки труб под сварку | 1981 |
|
SU1028458A1 |
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1977 |
|
SU707742A1 |
| Внутренний центратор для сборки и сварки кольцевых швов | 1983 |
|
SU1181833A1 |

:..Lu-.i /УУ,/rvyji ..Vv/ i. .т. к в 3 If IS J7 19 го
| I | |||
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ КОНЦОВ | 0 |
|
SU319368A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N9616097 | |||
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
