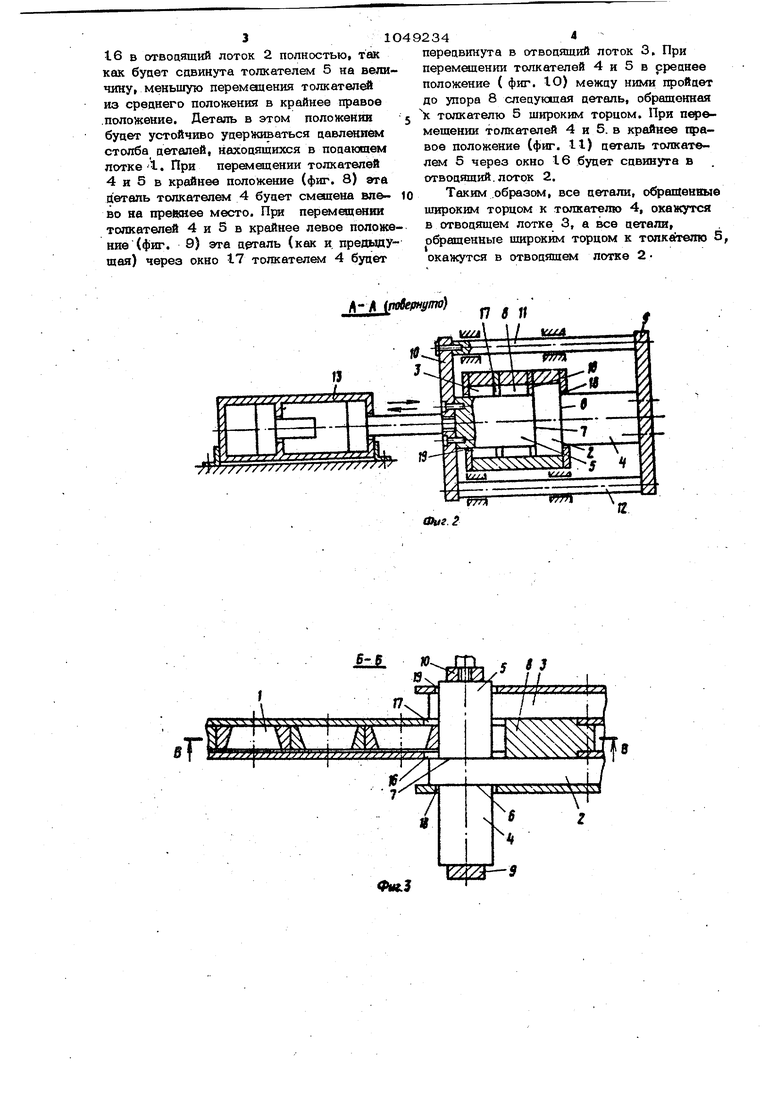
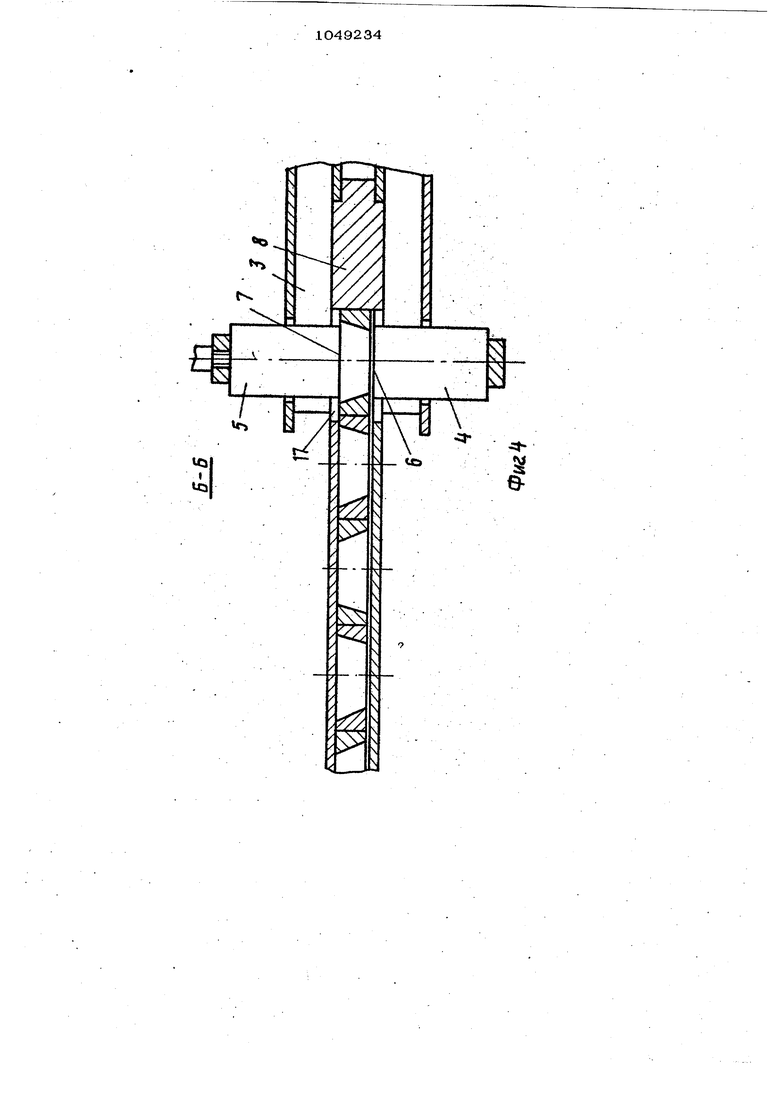
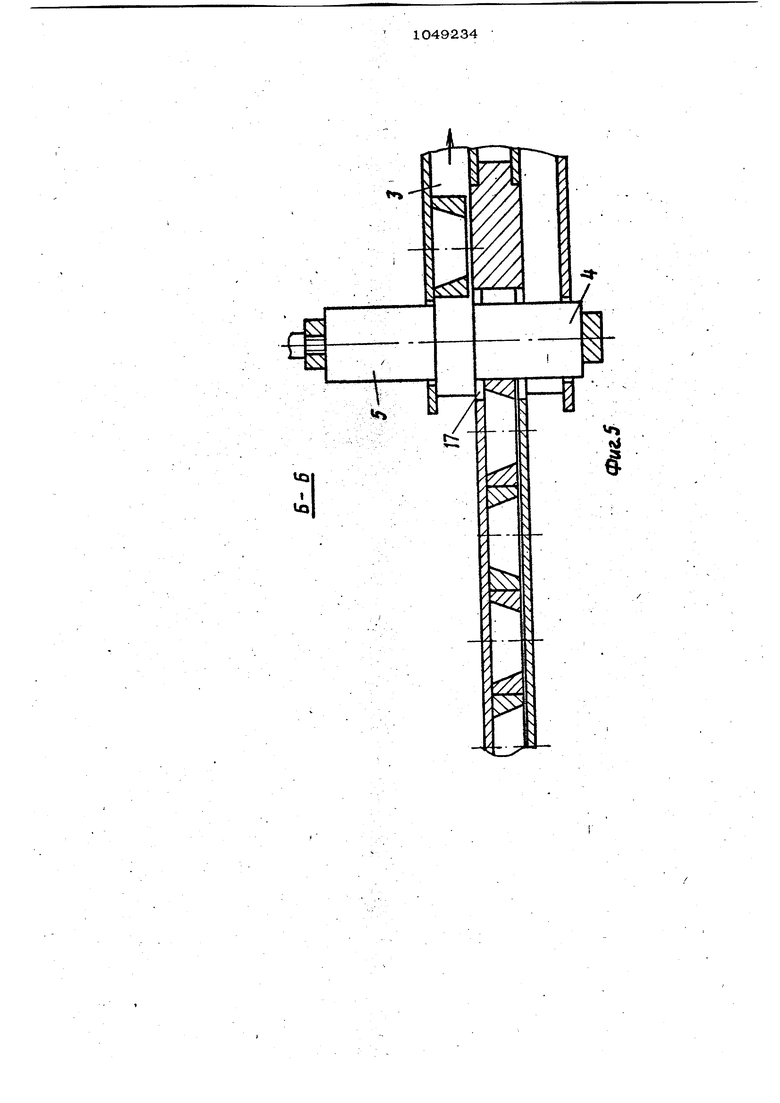
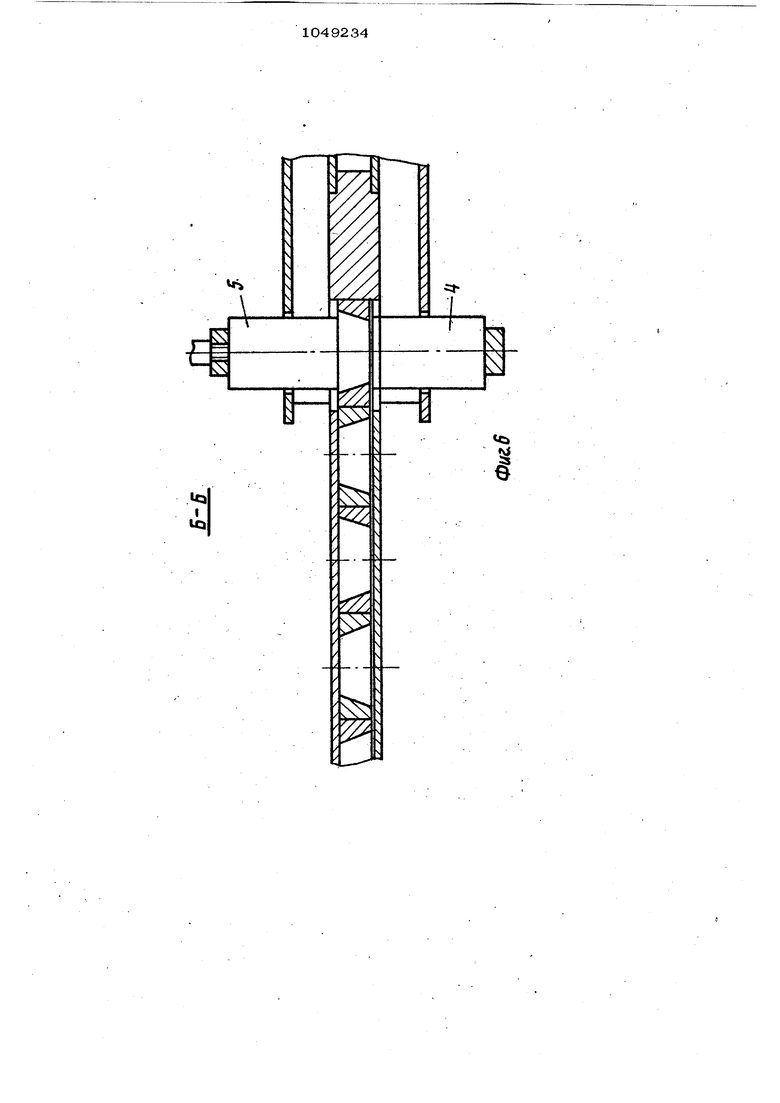
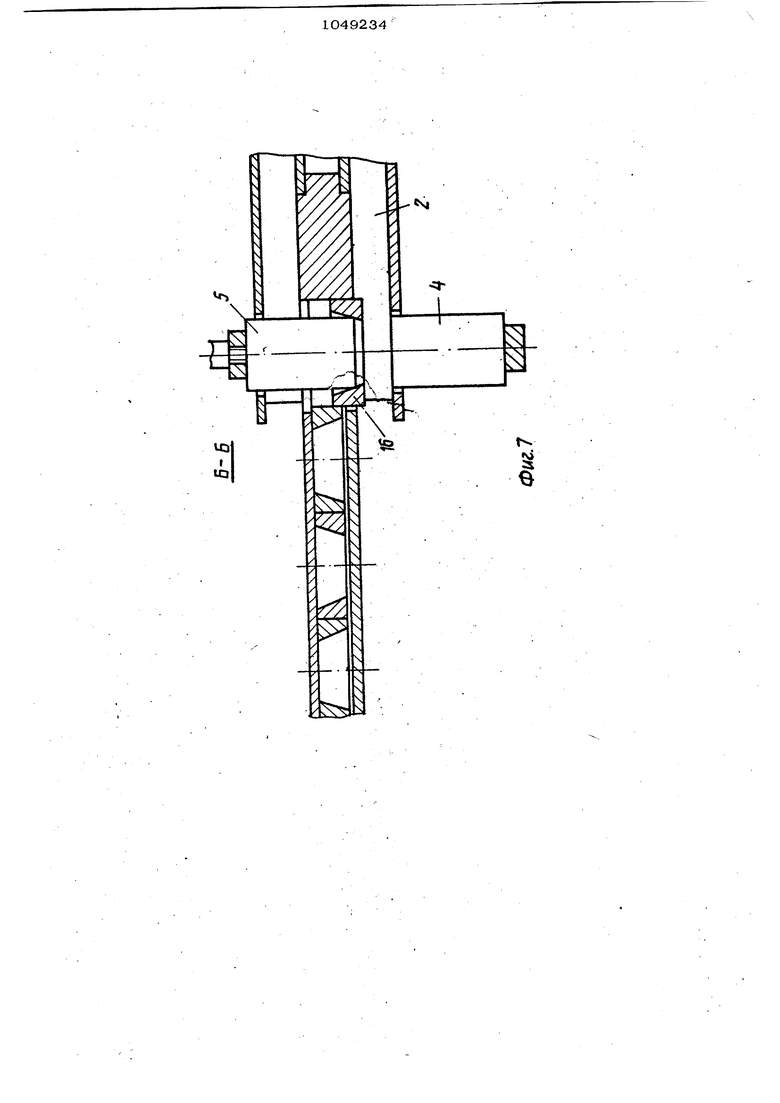
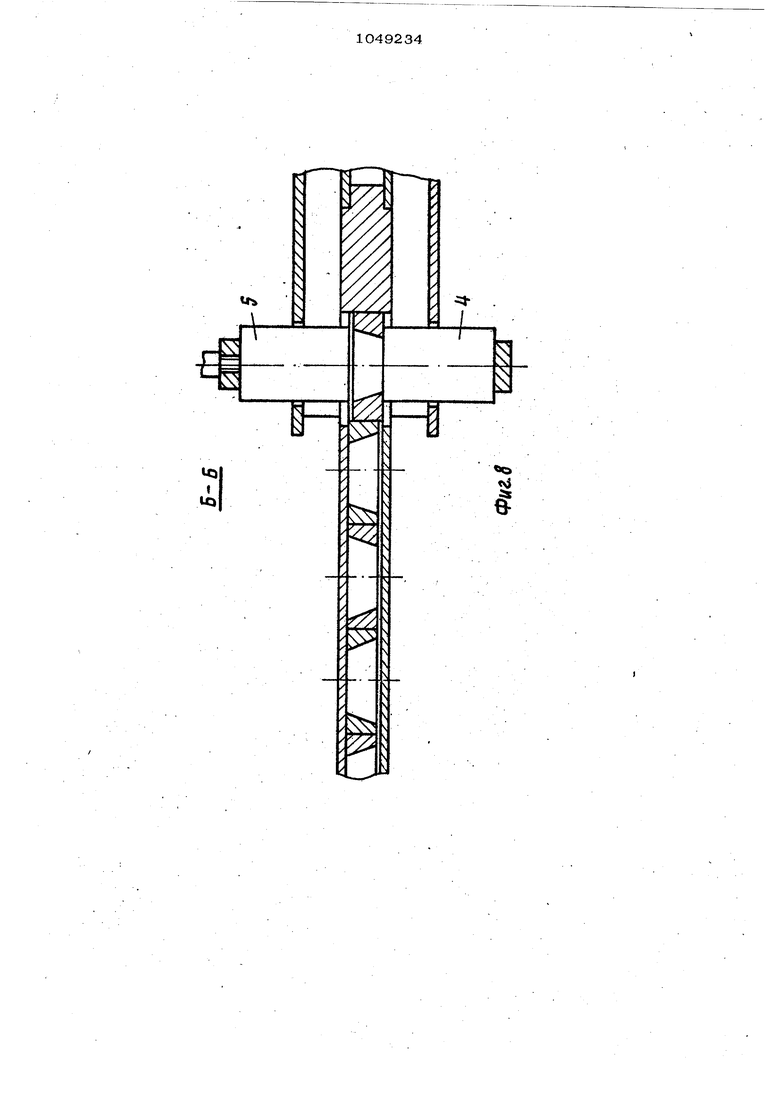
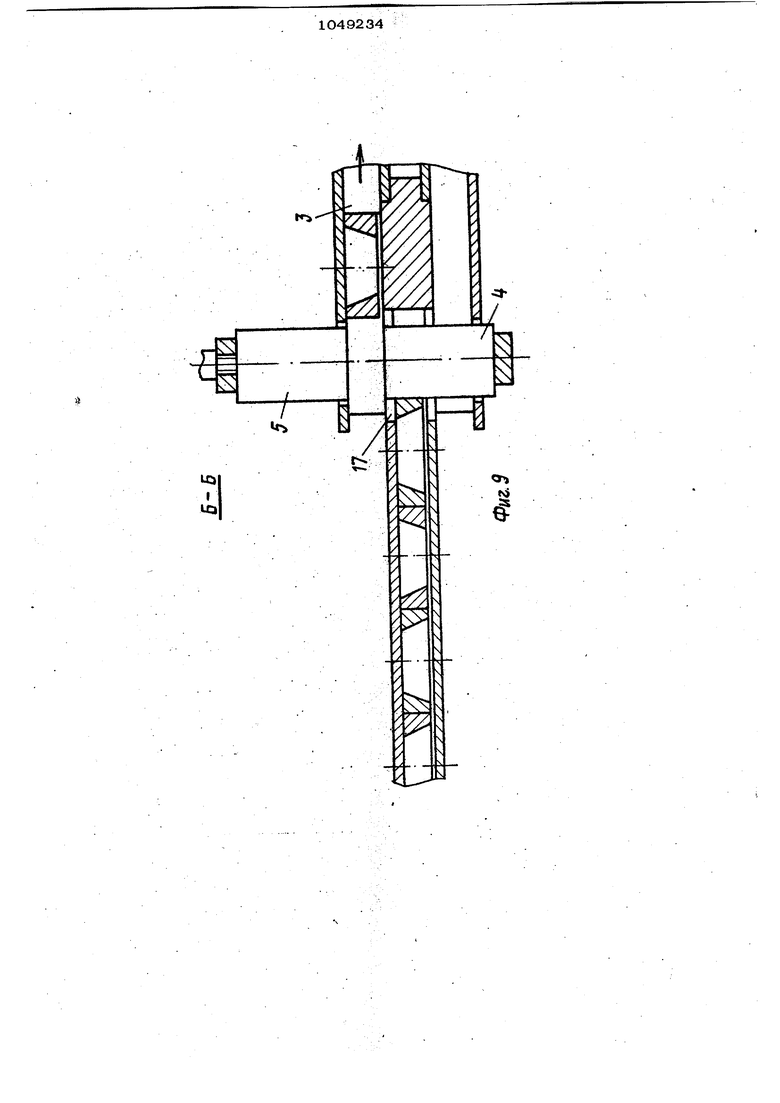
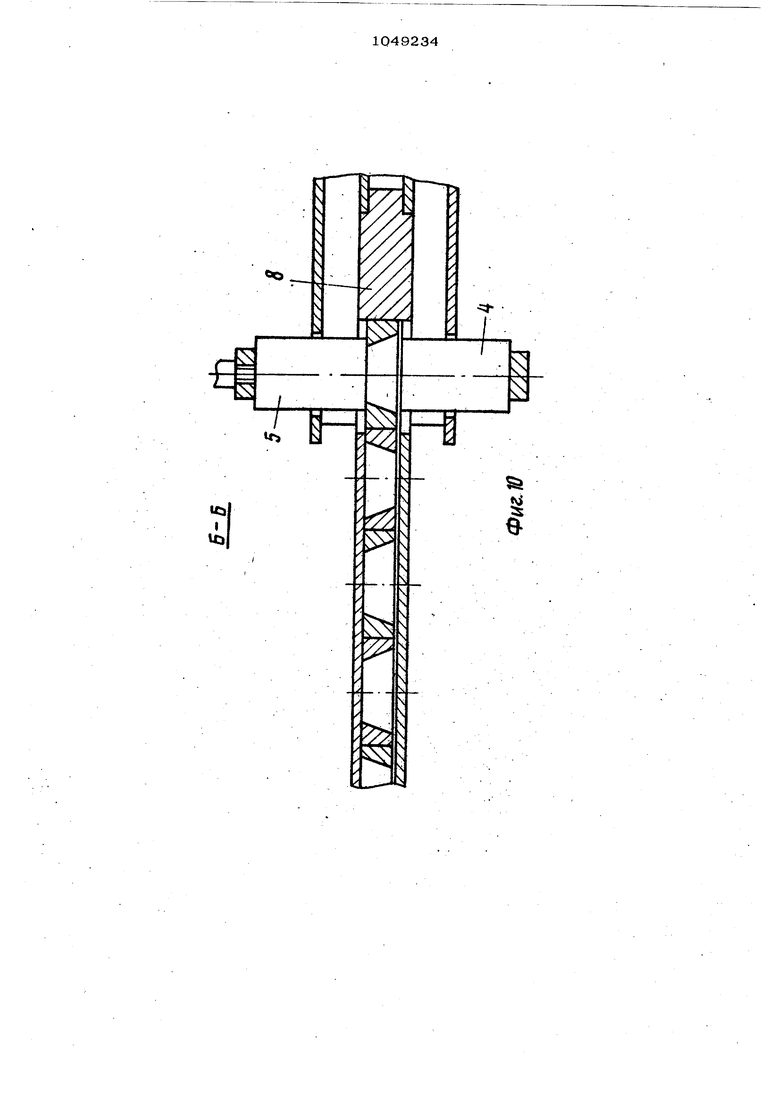
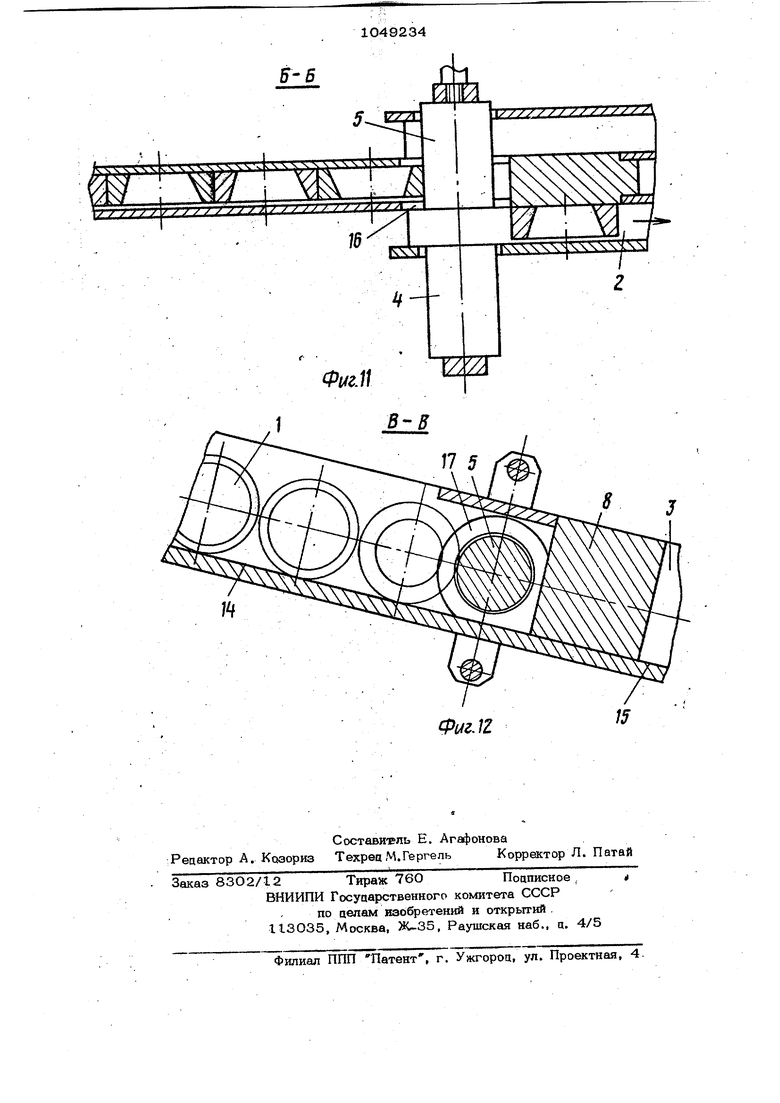
.1 Изобретение сгР1н осится к машинострое шоо, в частности к станкостроению, и может быть использовано для ориентированной подачи изделий с коническим, ступенчатым иди глухим отверстием в автоматк ческйк станках. Известно устройство для ориентации деталей с отверстием, содержащее подающий лоток с упорами для деталей, расположенный между отвод$пдими лотками, два толкателя, усУгановлённых по раз ные стороны от подводящего лотка и им ющих одинаковые поперечные размеры рабочих частей, и привод перемещения толкателей l. Известное устройство предназначено для ориентации деталей с фасками или заусеницами на отверстии. Недостатком этого устройства являет ся то, что оно не может ориентировать детали с отверстием, имеющим большой угол конуса, а также с фасонным верс.тием, т. е. во всех случаях, когпа невозможно заклинивание толкателя в отверстии детали, что ограничивает его область приметения. Давление столба деталей, находящихся в подакяцем лотке, стремится снять деталь с толкателя при его обратном ходе, что снижает надежность устройства. Цель изобретения - повышение надежности и расш фение технологических возможностей устройства. Цель достигается тем, что в устройст ве, содержащем подакадий лоток с упором для деталей, расположенный между отвод MHNffl лотками, два толкателя, установлен ных по разнь1е стороны от подающего : лотка и имеющих одинаковые поперечные размеры рабочих частей, и привод переме щення тошсателей, последние жестко связаны один с другим, а расстояние межд их рабочими частями равно Ш1фине подаю щего лотка. На фиг, 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез на фиг. 1; на фиг, 3-11 - разрез Б- на фщ. I (последовательность работы устройства); на фиг, 12 - разрез В-В на фиг. 3, и па 4J -Устройство содержит подающий ЛОТОК 1. два отводящих лотка 2 и 3, ,два соосньрс цилиндрических толкателя 4 и 5 с рабочими частями 6 и 7, расстояние между которыми равно ширине подающего лотка 1, а диаметры рабочих частей больше меньtiiero и меньше большего диаметров отперстий детали и равны между собой. Напротив конца подающего лотка 1 между 342 отводящими лотками 2 и 3 расположек упор 8 для деталей. Каждый из толкателей 4 и 5 закреплен на планках 9 и 1-О, связанных направляющими сказйсами 11 и 12. Планка 10 связана с приводом 13, вьтолненным, например, в виде двухходового пневмопилиндра. Дно 14 подающего лотка и дно 15 каждого из отводящих лотков расположены в одной ппоскости. Ойцая ось толкателей располо- . жена от упора 8и от дна 14 подводящего лотка I на расстоянии, равном половине наружного диаметра деталей (фиг. 12). В стенках подающего лотка 1 выполнены окна 16 и 17 для прохода деталей, а в стешсах отводящих лотков 2 и 3 - окна 18 и 19 для толкателей 4 и 5. .Устройство работает следукщим образом. Детали, поступающие по подающему лотку 1, не имеют строгой ориентации, т.е. их широкие и узкие торцы распопоже.кы в потоке деталей произвольно. В подающем лотке I установлен контрольный датчик (не показан), который обеспечивает наличие определе1гаого количества деталей перед толкателями 4 и 5. Привод 13 сообщает толкателям 4 и 5 поступательное перемещение с фиксацией их в трех положениях, причем в крайнем левом положении рабочие части 6 и 7 . толкателей 4 и 5 располагаются симмет- рично продольной оси отводящего лотка 3, в среднем положетши симметрично продольной оси подающего лотка I, а в крайнем правом положении - симметрично продольной оси отводящего лотка 2. В из этих положений толкатели 4 и 5 должны находиться столько времени, сколько необходимо для прохода деталей. На фиг. 3 тошсатели 4 и 5 находят-. ся в крайнем правом положении (смотря по ходу деталей), При перемещении толкателей в среднее положение (фиг. 4) одна , из деталей (правая по ходу) проходит между рабочими 6 и 7 толкателей 4 и 5 до упора 8. Эта деталь обращена к толка-. телю 4 широким торцом. При перемещении толкателей 4 и 5 в крайнее левое поло/АсЛчгтжение (фиг, 5) эта деталь через окно 17 сдвигается в отводящий лоток 3. При перемещении толкателей 4 и 5 в среднее положение (фиг. 6), между ними окажется следующая деталь. Если эта деталь, как и предыдущая, обращена к толкателю 4 широким торцом, то при переметхении толкателей 4 и 5 в крайнее правое положение (фиг, 7) она не эыйдет через окно 31О 16 в отводящий лоток 2 полностью, так как будет сдвинута толкателем 5 на величину, меньшую перемадения толкателей из среднего положения в крайнее правое .положение. Деталь в этом положении будет устойчиво удерживаться давлением столба деталей, находящихся в подающем лотке-1. При первметцении толкателей 4 и 5 в крайнее положение (фиг. 8) эта деталь толкателем 4 будет смещена впево на прежнее место. При перемещении толкателей 4 и 5 в крайнее левое пояснеение (фиг. 9) эта (как и, предыдУщая) через окно 17 толкателем 4 будет
Д Д ({кЛернуто)
Фиг 2 234Л передвинута в отводящий лоток 3, При перем«цении толкателей 4 и 5 в средвее положение ( фиг. 10) между ними пройдет до упора 8 следующая деталь, обрашенная толкателю 5 широким торцом. При перемещении толкателей 4 и 5. в крайнее 1фавое положение (фиг. II) деталь толкателем 5 через окно 16 будет сдвинута в отводящий. лоток 2. Таким .образом, все детали, обраШенвые широким торцом к толкателю 4, окажутся в отводящем лотке 3, а все детали, обращенные широким торцом к толкв телю 5, окажутся в отводящем лотке 2 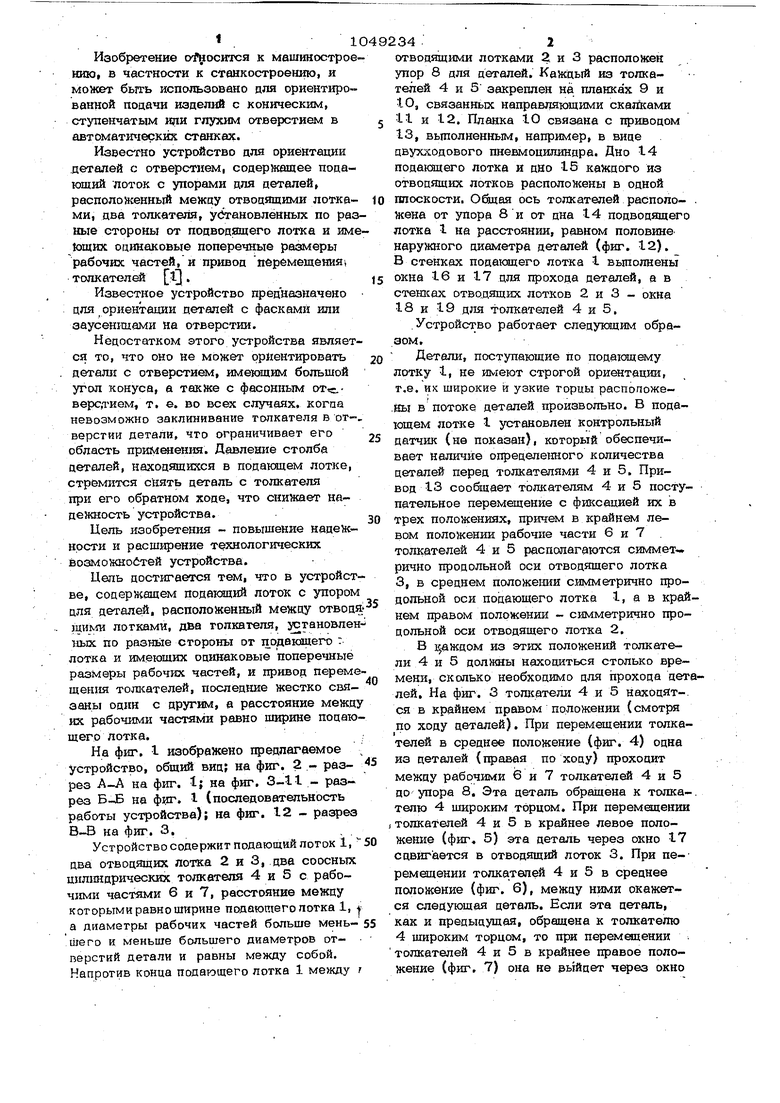
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| Устройство для ориентации деталей | 1989 |
|
SU1710289A1 |
| Устройство для загрузки и выгрузки деталей для бесцентрово-шлифовального станка | 1983 |
|
SU1159759A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Ориентирующее устройство | 1988 |
|
SU1593906A1 |
| Загрузочное устройство | 1985 |
|
SU1349961A2 |
| Устройство для ориентации деталей типа колпачков | 1990 |
|
SU1799713A1 |
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU841913A1 |
| Устройство для загрузки цилиндрических деталей | 1986 |
|
SU1400854A1 |
| Способ ориентации колец с коническим отверстием и устройство для его осуществления | 1990 |
|
SU1738597A1 |
УСТРОЙСТВО ДЛЯ ОРИЕНТАп ЦИЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ОТВЕРСТИЕМ, сопержащее поааюший лоток с упорсм ппя аеталей, расположенный мечсцу отводящими лотками, цва толкателя, установленных по разные стороны от поцаюшего лотка и имеющих опинаковые поперечные размеры рабочих частей, и привоа перемещения толкателей, отличающееся тем, что, с целью повышения надежности и расширения технологических возможностей устройства, толкатели жестко связаны один с другим, а расстояние между их рабочими частями равно ширике подающего лотка. (Л г ff 4i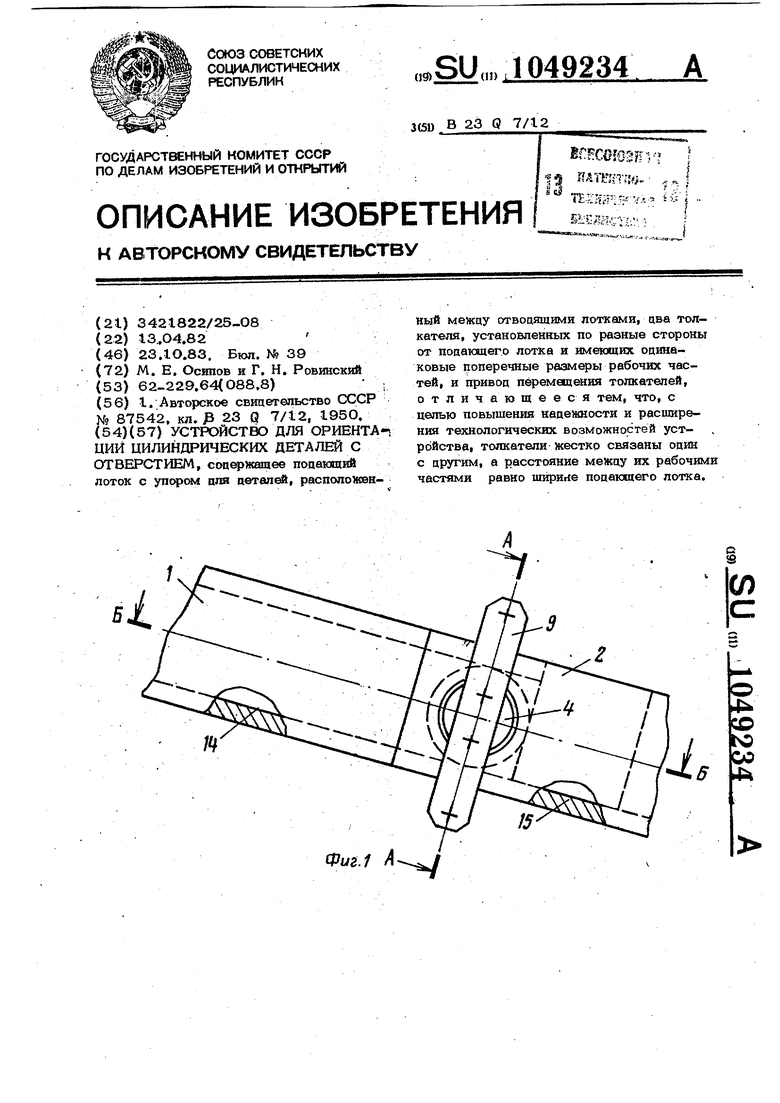
iUL
«1
P
Ф(г.1г
| I | |||
| УСТРОЙСТВО ДЛЯ ПОДАЧИ КОЛЕЦ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ | 1950 |
|
SU87542A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
