(54) СПОСОБ ИЗГОГСвЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивногоиНСТРуМЕНТА | 1979 |
|
SU852530A1 |
| Способ изготовления абразивного инструмента с ориентированными зернами | 1978 |
|
SU878555A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU931450A1 |
| Способ изготовления абразивного инструмента | 1978 |
|
SU861052A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU891408A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU979097A1 |
| Способ изготовления пористого абразивного инструмента | 1991 |
|
SU1825719A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU952566A1 |
| Способ изготовления сверхтвердого композиционного материала для режущего инструмента | 2023 |
|
RU2829867C1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
I
Изобретение относится к изготовлению раэивного инструмента.
Известен способ изготовления абразивного инструмента, при котором в абразивную массу с целью обеспечения ее пластичности вводят в качестве пластификатора пушечную смазку в количестве 15-25 вес.% tl).
В случае использования известного решения хфи формовании инструмента методом экструдировання пластичность массы сжазывается недостаточной, что сказывается на степени qpneHT qpoeaHности абразивного зерна Кроме того, используемый пластификатор снижает прочностные качества инструментуй
Цель изобретения - . повышешю naasтичности массы в процессе экструзии я прочности инструмента.
Поставленная цель достигается тем, что при изготовлении абразивного Ш1струмента в шихту вводят в качестве пластификатора тонкодисперсное легкоплавкое стекло, хорошо смачивающее
частишл связки и абразива при температурах формования, в количестве 1-5 вес.% в зависимости от зернистости и концентрации абразива.
Смесь предварительно прессуют до получения брикета, ншревают до температуры списания и производят экструдирование. По мере нагрева абразивоносной массы нахсдвшееся в шихте стекло расплавляется н, благод я хорошей смачиваемости, шихты, заполняет прикоыта&тные области ее частиц, играя роль Ш1 ::тификатора. Стекло, в отличие от традишюнных пластификаторов, после
формвровавия слоя не удаляется, а остается в . Таким образом, присутствие стекла в шихте в процессе ила- стическсяо дeфqpмiфoвaш{я повышает плотность слоя, степень сфиентапнв и
схватывав месть абразивных зерен связкой
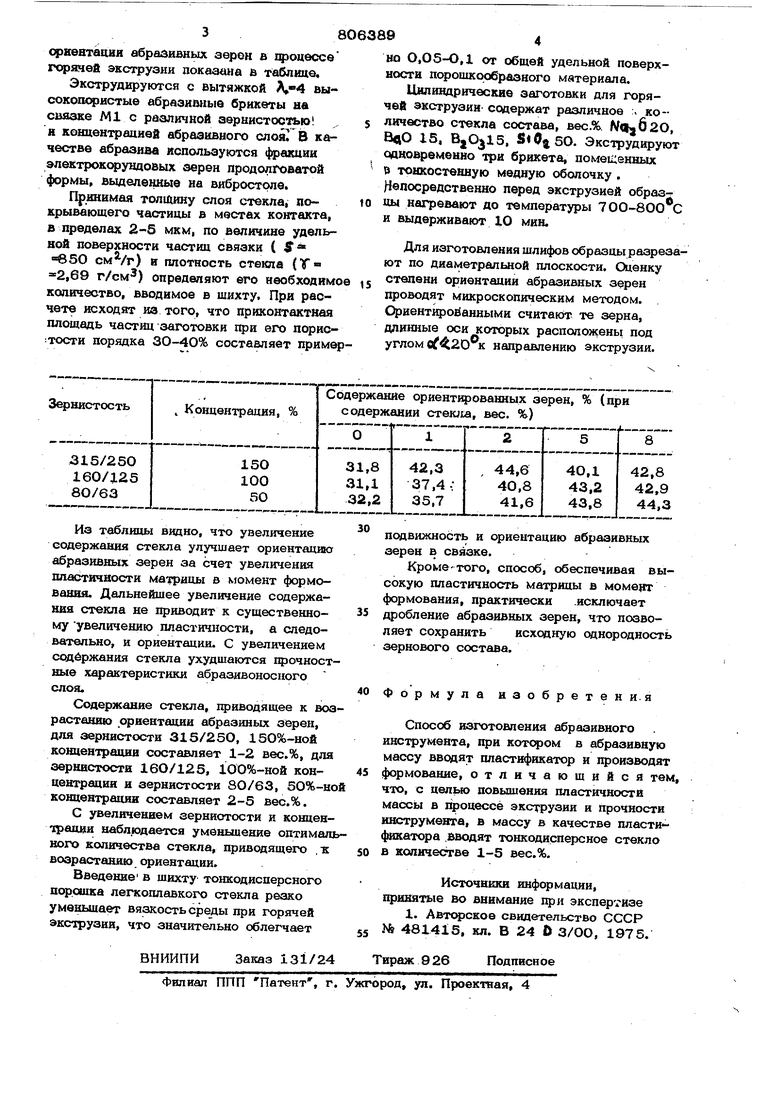
Пластифицирующая способность . стекла на Щ}имере улучшения эффекта ориентации абразивных зорок в ipouecce горячей экструзии покааана в таблице. ЭкструдируЕотся с вытяжкой А, высокопористые а6раэиш1ыв брикеты на связке Ml с различной зерыистостъю и кошхентрааией абразивного слояГВ качестве абразива используются фракции электрокорундовых зерен продолговатой формы, выделенные на вибростолв. Г инимая толщину слоя стекла, покрывающего частицы в местах контакта, в пределах 2-5 мкм, по величине удельной поверхности частиц связки ( S 650 ) и плотность стекла (Т 2,69 г/см) определяют его необходим количество, вводимое в шихту. При расчете исходят из того, что приконтактная площадь частиц заготовки при его порис:тости порядка ЗО-4О% состааляет приме но О,О5-О,1 от общей удельной поверхности порошкообразного материала. Цилиндрические заготовки для горячей экструзии содержат различное :. количество стекла состава, вес.% , 15, BjOjlS, S«025O. Экструдируют одновременно три брикета, помещенных в тонкостенную медную оболочку . Непосредственно перед экструзией образт цы нагревают до температуры 700-800 С и выдерживают 1О мин. Для изготовления шлифов образцы разрезают по диаметральной плоскости. Оценку степени ориентации абразивных зерен проводят микроскопическим методом. Ориентированными считают те зерна, длинные оси которых расположень под угломс 20 к направлению экструзии.
