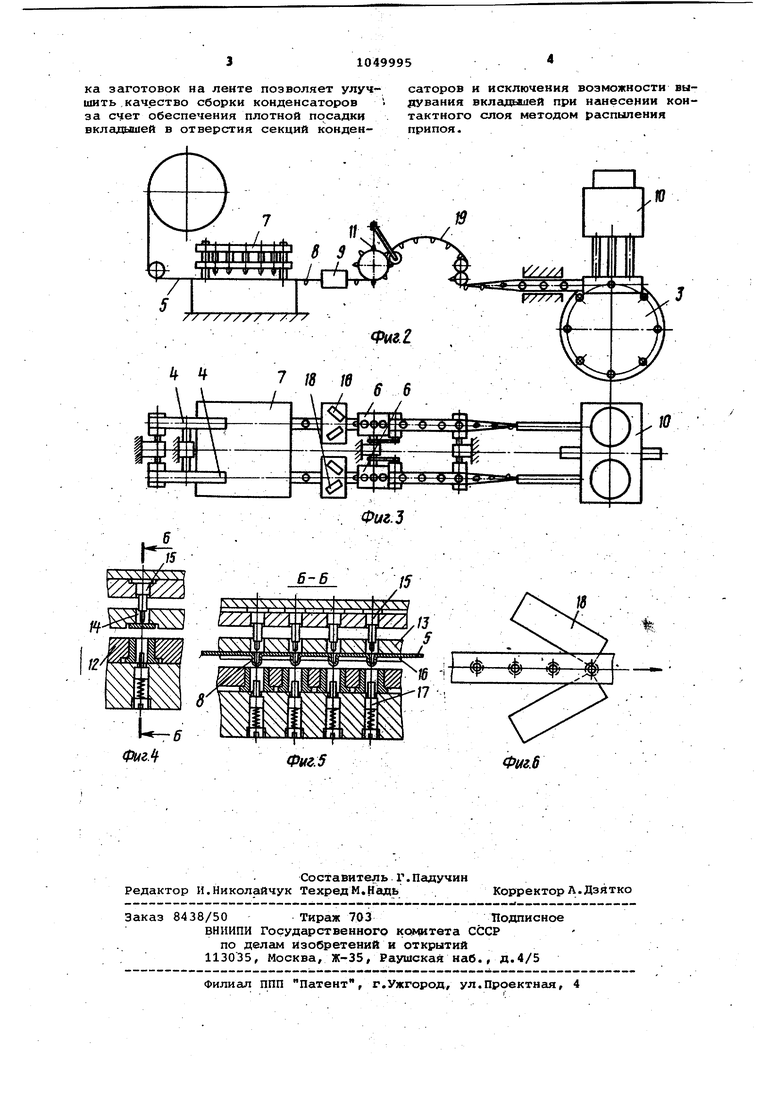
Изобретение относится к производству электрических конденсаторов и мо;.сет быть и.спользовано в установках для сборки конденсаторов. Известно устройство дяя сборки электрических конденсаторов, содержа щее механизм загрузки корпусов, механизм подачи, корпусов и изоляционной пленки и механизм изготовления и заправки вкладышей в корпус конден сатора l 3. Однако это устройство не позволяет осуществить заправку вкладышей в секцию конденсатора. Наиболее близким к изобретению по технической сущности яв яется уст ройство для сборки электрических конденсаторов, содержащее механизм подачи секций конденсаторов, механизм подачи диэлектрической ленты с транспортирую14И1«ш роликами, механизм изготовления вкладышей из диэлектриче кой ленты с пуансоном, матрицей и режущими элементами и механизм установки вкладышей в секции конденсаторов С23. Однако известное устройство не позволяет получить удовлетворительно качество изделий, так как вкладыши, изготавливаемые из диэлектрической ленты, при установке их в секции могут сминаться, что обусловлено неточностью их изготовления. Цель изобретения - повышение качества изделий за счет предваритель ной формовки вкладьлшей. Цель достигается тем, что в уст.ройстве для сборки электрических конденсаторов, содержащем механизм подачи секций конденсатора механиз подачи диэлектрической ленты с тран по.ртирую14И11и роликами,механизм изготовления вкладышей из диэлектрической ленты с пуансоном,матрицей и режуЕДИМи элементами и механизм установки вкладышей всекции конденсаторов, механизм изготовления вкладышей из диэлектрической ленты снабзкен узлом формирования заготовок вкладышей на диэлектрической ленте и узлом предварительной подрезки заготовок вкладышей на диэлектрической ленте, установленными перед механизмом установки вкладышей в секции конденсаторов; а транспортирующие ролики ме. ханизма подачи диэлектрической ленты снабжены выступами, выполненными на их Цилиндрической поверхности с угловым шагом, -равным шагу расположени заготовок вкладышей на диэлектрической ленте. На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 схема устройства/ на фиг.З - то же, вид сверху; на фиг.4 - узел формирования заготовок вкладьшей, разрез, на фиг.З - разрез Б-Б на фиг.4; на фиг.6 - узел предварительной подрезки заготовок вкладышей. Устройство содержит механизм подачи секций конденсаторов с вибробунке-ром 1, .направля1ощим лотком 2 и транспортирующим ротором 3, механизм 4 подачи диэлектрической ленты 5 и транспортирующими роликами б, механизм изготовления вкладышей из диэлектри:ческой ленты 5 с узлом 7 формирования заготовок 8 вкладышей на ленте 5 и узлом 9 предварительной подрезки заготовок 8 вкладьплей, а также механизм 10 установки вкладышей в секции кояденсаторов. .Транспортирующие ролики 6 механизма 4 подачи ленты 5 снабжены выступами 11, расположенными на их цилиндрической псЭверхности с ша- . гом, равным шагу расположения, заготовок 8 вкладышей на ленте 5. Узел формирования заготовок 8 вкладышей содержит обогреваемую многоместную матрицу 12, над которой размещена подвижная -промежуточная плита 13 со сквозными отверстиями 14 для прохода формообразующих пуансонов 15. На поверхности плиты 13 выполнены продольные пазы 16 для прохода диэлектрической термопластичной ленты 5. Под- . .матрицей 12 установлены выталкива:тели 17 заготовок 8 вкладышей. Узел 9 предварительной подрезки заготовок .8 вкладьлией содержит режущие элементы в виде ножей 18, установленных под углом к направлению перемещения лен-. ты 5. . Устройство работает следующим образом. Термопластичная лента 5 подается механизмом 4 через пазы 16 плиты 13, и транспортирующие ролики 6 с образованием петли 19 к механизму 10 устаг новки вкладышей в секЦии. При этом плита 13, периодически опускаясь,прижимает ленту 5 к матрице 12, подогре вая ленту 5, после чего пуансоны 15, опускаясь, формуют заготовки 8 в-кладышей, имеющие форму колпачков.. Отформованные заготовки 8.с лентой 5 выталкиваются из отверстий матрицы 12. Затем лента 5 передвигается на один шаг роликами 6. При этом передвижении ножи 18 узла 9 подрезки надрезают с двух сторон загот9вки 8 вкладышей для .более Легкого их последующего отделения от ленты 5. Затем лента 5с отформованными заготовками 8 подается в механизм 10 установки вкладышей, после чего они пуансонами этого механизма (не показаны ) устанавливаются в центральное отверстие секций конденсатора, которые подаются на позицию сборки ротором 3. Предварительное изготовление заготовок вкладышей из термопластичной пленки и предварительная подрез-
ка заготовок на ленте позволяет улучшить качество сборки конденсаторов . за счет обеспечения плотной посадки вкладышей в отверстия секций конден iiiiiiii ии: fr ,/ j//////// / /у
Й/г.
Фиг:5
саторов и исключения возможности выдувания вкладыией при нанесении коитактного слоя методом распыления припоя.
Фиг. 5 -ф-ф-
Фиг.6 ф
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления конденсаторов | 1982 |
|
SU1035657A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
| Устройство для герметизации секций конденсаторов | 1980 |
|
SU868851A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1981 |
|
SU1003164A1 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| ВСЕСОЮЗНАЯ ^шлтмтШ'^^шf-?^srtHOTEKAJr.k-«i'A:^-T..V?.-:uuj^?AVS?*-tfC»».c^^»n -l»^ »^ | 1973 |
|
SU370665A1 |
| Устройство для намотки секций конденсаторов | 1987 |
|
SU1534530A2 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| Устройство для изготовления секций рулонных конденсаторов с выводами | 1973 |
|
SU463159A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕКТРИЧЕСКИХ КОНДЕНСАТОРОВ, содержа цее механизм-подачи секций конденсатторов, механизм подачи диэлектричес- . кой ленты с транспортирунядими роликами, механизм изготовления вкладышей : из диэлектрической ленты с пуансоном, матрицей и режущими элементами и ме1й ханизм установки вкладыией в секции конденсаторов, отличающее-. с я тем, что, с целью повышения качества изделий за счет предварительной формовки вкладышей, механизм из:готовления вкладышей издиэлектрической ленты снабжен узлом формирования заготовок вкладышей на диэлектрической ленте и узлом предварительной подрезки заготовок вкладышей на диэлектрической ленте, установленными перед механизмом установки вкладьлаей в секции конденсаторов, а транспортирующие ролики механизма подачи диэлектрической ленты снабжены выступами, выполненными на их цилиндрической д. поверхности с угловым шагом, равным .шагу расположения заготовок вкладышей / на диэлектрической ленте.Iv/ 4 CD :Р СО СП
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для настройки радиоприемников | 1927 |
|
SU8665A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ВСЕСОЮЗНАЯ ^шлтмтШ'^^шf-?^srtHOTEKAJr.k-«i'A:^-T..V?.-:uuj^?AVS?*-tfC»».c^^»n -l»^ »^ | 0 |
|
SU370665A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
