Иаобретение относится к обработке метаппов цавпевием и может быть испо зовано цпя обреэки технопогического припуска цетаяей, отштампованных мето црм вытяжки.йавестен штамп апя обрезки кромо полых аетапей, содержащий матрицу, лриврпной пуансон, вьшопненный в вице разжимного корпуса, несущего ножи, и прижим, размещенный на вхоцящем в полость матрицы участке пуансона Г1 Недостатком известного штампа является то, что в процессе работы иаза разпичаой толщины цетапт, разийчноГо подожения прижима попучается раэличной зазор межцу режущей кромкой ножа пуансона и режущей кромкой матрицы, что ухудшает качество среза. Срез попучается ипи с заусенцем, или разрушаются режущие кромки штампа, что снижает его стойкость. Цепь изобретения - повышение качества готовых цетапей и стойкости рабочего инструмента, Указанная цепь достигается тем, что штамп цпя обрезки кромок попых цетапей, соцержачшй матрицу, п ривоцной пуансон, выполненный в виде разжимн(го корпуса, несущего ножи, и прижим, .размещенный на вхоцящем в полость I матрицы участке пуансона, снабжен кольцевым упором, закрепленным-снару.жи корпуса с возможностью взаимоцействия с матрицей. На чертеже изображен и1тамп для обрезки кромок полых деталей, общий виц в разрезе в рабочем положении. Штамп цля обрезки кромок полых цеталей содержит матрицу 1 и прижим 2. Пуансон 3 содержит колонку 4, пружину 5, хвостовик 6 и разжимной 820 корпус 7 с ножами 8, а также кольце-. вой упор 9. На штампе установлено предохранительное ограждение 10. В штамп устанавпивакиг обрезаемую попую цеталь 11, Прижим 2 может быть изготовлен из резины ипи потгауретана, чтобы на дет.алях не оставлять забоин и царапин, так как в предлагаемом штампе при работе ножи не опираются на прижим 2. Штамп для обрезки полых деталей работает следуюашм образом. В матрицу 1 устанавливают деталь 11. При ходе пуансона 3 вниз прижим 2 входит в деталь 11 и фиксирует ее положение в матрице 1. Одновременно происхоцит плотный прижим корпуса 7 к матрице 1. Обуюзаемый технологический припуск детали 11 входит в канавку между ножом 8 и упчзрм 9. При дальнейшем ходе пуансона 3 происходит радиальное движение ножей 8 по матрице 1 и их режущая кромка срезает технологический припуск детали 11. Использование изобретения по сравнению с прототипом позволяет повысить качеств во обрезки деталей и стойкость штампа. Стойкость штампа повышается за счет постоянства зазора между кромкой матрицы и режущей Кромкой ножа пуансона. Так как нож самоустанавливается на матрице и во время работы штампа скользит по матрице, то тем саым выдерживается постоянство зазора. После продояжитёпьной работы штампа режущая кромка ножей изнашивается и е перезатанивают, а после полного износа производят замену ножей. Так ак ножи во время работы опираются а матрицу, а не на прижим, то происхоит чистый срез и не снижается качесто деталей.,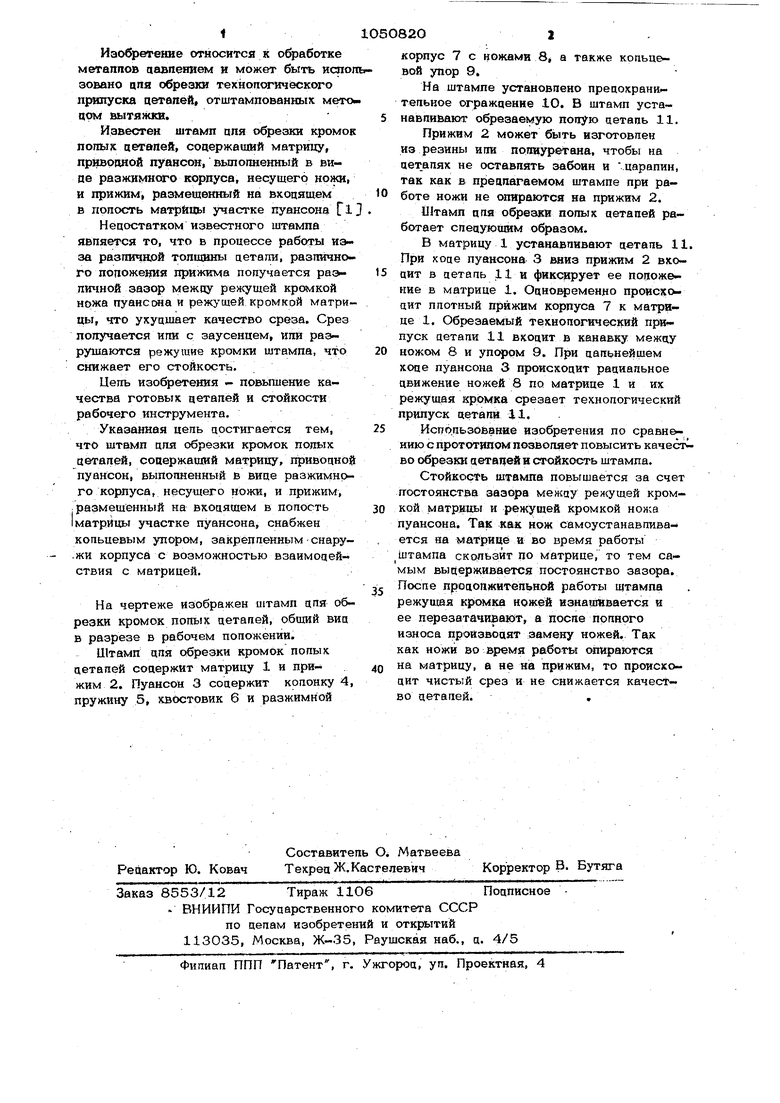
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки кромок полых деталей | 1981 |
|
SU963734A1 |
| Устройство для получения деталейиз лиСТОВОгО МАТЕРиАлА | 1979 |
|
SU831273A2 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |
| Штамп для обрезки полых деталей | 1979 |
|
SU835669A1 |
| Штамп для обрезки кромок полых деталей | 1978 |
|
SU668789A2 |
| Штамп для обрезки кромок полых деталей | 1975 |
|
SU519288A1 |
| Штамп для обрезки кромок полых деталей | 1978 |
|
SU668788A2 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Штамп для обрезки кромок полых деталей | 1983 |
|
SU1147479A2 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
ШТАМП ДЛЯ ОБРЕЗКИ КРОМОК ПОЛЫХ ДЕТАЛЕЙ, соаержащий мат рицу, привооиой пуансон, Евыпогшенный & вице разнсимного корпуса, несущего ножи, и прижим, размещенный на вкоцящем в полость матрицы участке пуансо на, отпичающийся тем, что, с цепью пои.1шения качесгва готмаых деталей и стойкости рабоч« о инспгрумента, он снабжен кольцевым упором, ftasропленным снаружи корпуса с возможностью взаимодействия с матрицей.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для обрезки кромок полых деталей | 1975 |
|
SU519288A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
