(Л
ел
о
00
СХ)
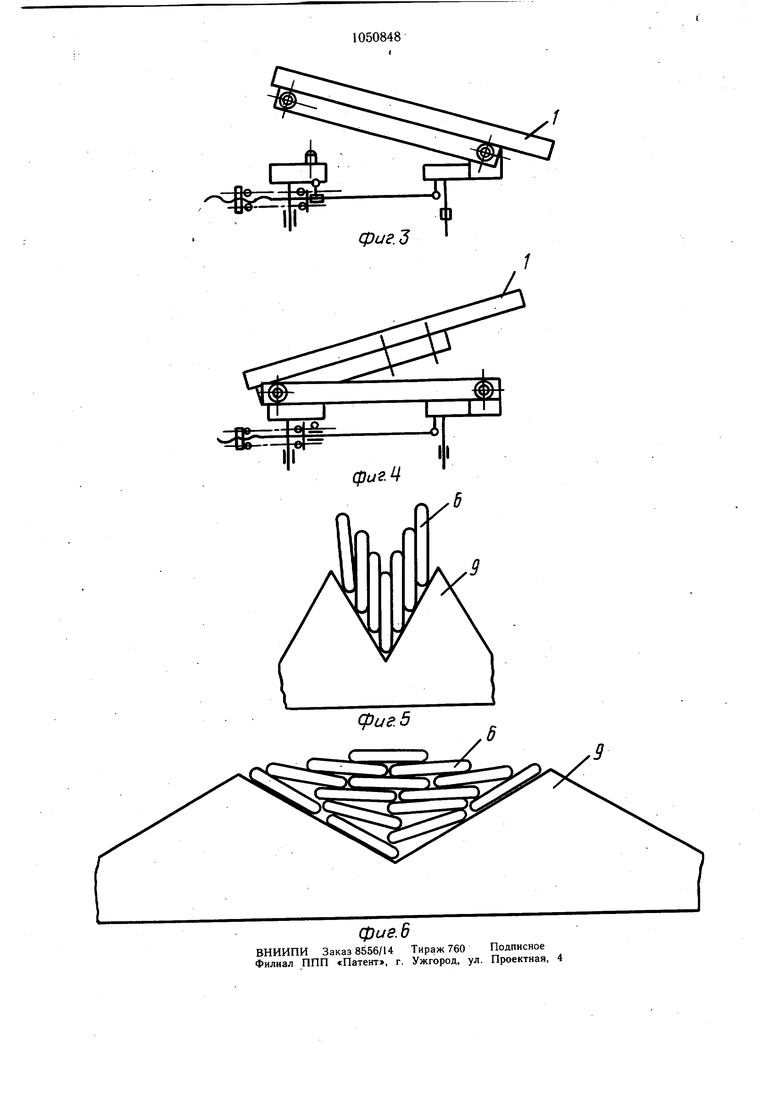
фи. i /Л Изобретение относится к автоматизации сборочных процессов при производстве деталей из пластмасс и может быть использовано для ориентации арматуры типа лепесток в матрицу пресс-формы. Известно устройство для групповой ориентации деталей, содержащее кассету с гнездами, механизм групповой подачи деталей и привод, связанный с, кассетой через опорную плиту 1. Недостатком известного устройства является то, что при подаче деталей типа лепесток происходит их хаотичное движение к гнездам, что снижает скорость загрузки. Цель изобретения - повышение производительности при подаче деталей типа лепестков. Поставленная цель достигается тем, что Б-устройстве для групповой ориентации деталей, содержащем кассету с гнездами, привод, связанный с кассетой через опорную плиту, и механизм групповой подачи деталей, последний выполнен в виде двух зубчатых гребенок, установленных по обе стороны от гнезд кассеты перпендикулярно последним, при этом зубья гребенок выполнены с цГаго.м равным 2-2,5 длины детали и углом при верЩ|Ине зуба 80-100°. Кассета установлена с возможностью поворота в вертикальной плоскости относительно опорной плиты. На фиг. 1 изображено устройство для групповой ориентации деталей; общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - положение кассеты в момент засыпки деталей; на фиг. 4 - то же, в момент перемещения деталей в карман; на фиг. 5 - группа лепестковых деталей во впадине зуба при угле менее 80°; на фиг. 6 - то же, при угле большем 100°. Устройство для групповой ориентации деталей содержит кассету 1 с гнездами 2, соответствующими гнездам матрицы прессформы. Кассета 1 шарнирно связана по обеим концам с опорными плитами 3 через базовую плиту 4 и установлена с возможностью поворота в вертикальной плоскости относихеЛьно опорных плит 3. К опорным плитам 3 подсоединен привод 5, обеспечивающий вращательно-поступательное движение кассеты 1 и, следовательно, деталей 6. Сбоку кассеты 1 выполнен карман 7, в который перемещаются незапавшие в гнезда детали, а по обе стороны от гнезд 2 установлен механизм групповой подачи, выполненный в виде зубчатых гребенок 8. Зубья 9 гребенок 8 выполнены с щагом равным 2-2,5 длины загружаемых деталей и углом при вершине 80-100°. Устройство для групповой ориентации деталей работает следующим образом. Перед включением привода 5кассету 1 с засыпанными в карман 7 деталями 6 типа лепесток наклоняют относительно базовой плиты 4 в вертикальной плоскости, перемещая детали 6 из кармана 7 на дно кассеты Включают привод 5, который обеспечивает вращательно-поступательное движение кассеты 1, их перемещение и поворот деталей 6. Детали 6, перемещаясь, западают во впаДины зубьев 9 гребенки 8, группируются по одну и другую стороны гнезд 2. При значении шага между зубьями 9 меньщем 2-.2,5 длины детали последние выступают за верщину зуба 9 и мешают формированию деталей в группы. При угле при вершине зуба 9 меньшем 80° будет затруднен выхОд скопм-. лектованной во впадине зуба 9 групаы деталей из-за их заклинивания во впадине, а при угле большем 100° будет наблюдаться ускоренное рассеивание группы, не доходя до гнезд из-за некомпактности группы. При выходе группы деталей 6, сформированной во впадинах, она по круговой траектории перемещается к гнездам 2, расстояние которых от зубьев гребенки подбирается таким, чтобы продольные или поперечные оси деталей в момент загрузки в гнезда 2 были параллельны соответственно продольным или поперечным осям гнезд 2. После западания деталей 6 в гнезда 2 привод останавливают и, наклоном кассеты 1 перемещают незапавщие лищние детали в карман 7 кассеты 1 путем ее поворота в вертикальной «плоскости. Цикл повторяется. Применение изобретения позволит повысить производительность устройства за счет создания направленного движения деталей относительно гнезд кассеты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки плоских деталей | 1990 |
|
SU1780133A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2028698C1 |
| Устройство для групповой ориентированной загрузки радиодеталей, преимущественно в технологическую кассету | 1989 |
|
SU1709572A1 |
| Устройство для групповой запрессовки контактов в колодки разъемов | 1977 |
|
SU750620A1 |
| Устройство для групповой сборки деталей | 1978 |
|
SU751564A1 |
| Устройство для ориентации деталей типа колпачков | 1990 |
|
SU1799713A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Способ сборки секций конденсаторов, устройство для проталкивания выводов секций конденсаторов в отверстия анодных колпачков, устройство для обрезания выводов секций конденсаторов и устройство для ориентации преимущественно анодных колпачков | 1989 |
|
SU1691901A1 |
| ТВЕРДОТОПЛИВНЫЙ ЗАРЯД ДЛЯ РАКЕТНОГО ДВИГАТЕЛЯ АВИАЦИОННОЙ РАКЕТЫ И УСТРОЙСТВО ДЛЯ ЕГО ФОРМОВАНИЯ | 2014 |
|
RU2564745C1 |
| Устройство для сборки запрессовкой | 1983 |
|
SU1144826A1 |
1. УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ, содержащее кассету с гнездами, механизм групповой подачи деталей и привод, связанный с кассетой через опорную плиту, отличающееся тем, что с целью повышения производительности при подаче деталей типа лепестков, механизм групповой подачи деталей выполнен в виде двух зубчатых гребенок, установленных по обе стороны от гнезд кассеты перпендикулярно последним, при этом зубья гребенок выполнены с шагом равным 2-2,5 длины детали и углом при вершине зуба 80-100°. 2. Устройство по п. 1, отличающееся тем, что кассета установлена с возможностью поворота в вертикальной плоскости относительно опорной плиты.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для загрузки деталей | 1976 |
|
SU596416A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
