Известные станки для изготовления колец Рашига, имеющие бункер дЛя заготовок колец, цилиндрическую онравку и гибочные ролики, не надежны в эксплуатации и не достаточно производительны.
Особенность описываемого станка заключается в том, что оправка для колец выполнена из двух полуцилиндров, образуюншх сообп1,ающуюся с бункером для заготовок горизонтальную щель, а гибочные ролики монтирова-ны на торце вращающейся втулки, несупа;ьй профильный кулачок, приводящий посредством,штока и рычага в возвратно-поступательное движение вилк}, служащую для подачи заготовок из бункера в щ,ель оправки и одновременно для выталкивания заготовкой готового кольца в отверстие втулки.
Кроме того, станок состоит изДвух параллельно расположенпых секций; в нем предусмотрена возможность изготовления колец различной толщины или одновременное изготовление на оправке каждой секцЦи двух колец.
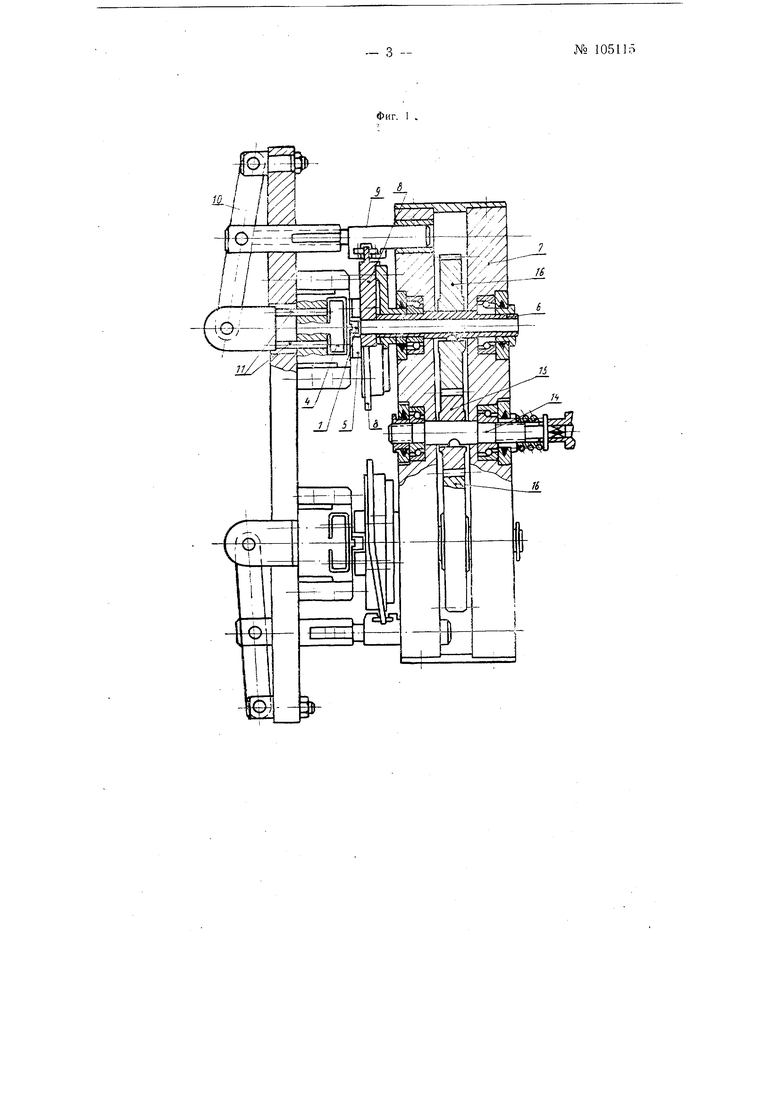
На фиг. 1 изображен станок в плане; на фиг. 2 - продольный разрез одной из секций станка.
Оправка для колец состоит из двух полуцилиндров /, 2, образующих горизонтальную П1ель 5, которая сообщается с бункером 4 для заготовок. Гибочные ролики 5 монтированы на врап1ающейся втулке 6 служапдей для пропуска готовых колец в ящик, на чертеже не показанный. Втулка 6 вращается в корпусе 7 и несет профилированный кулачок 8. Назначение кулачка 8 заключается в воздействии на шток 9 и через него на рычаг 10, с которым шарнирно соединена вилка //, и в сооби|ении тем самы.м вилке // возвратно-поступательного движения для осуихествления ритмичной подачи заготовок из бункера 4 в щель 3 оправки I-2. Верхний полуцилиндр / оправки монтирован на внешней вертикальной стенке бункера 4 посредством болта 13, чем достигается возможность регулирования щели 3.
Обе секции станка расположены параллельно и имеют для втулок 6
общий корпзс 7, использованный для монтажа связанного с редуктором вала 14, несущего щестерню 15, входящую в залепле1п-1е с шестернями 16, укрепленнымн на втулках 6.
П р е д м е т и з о б р е т е н и я
1. Станок Д-тя нзготовления колец Рашнга, имеющий бункер для заготовок колен, цилиндрическую онравку н гибочные роликн, отличаюHi; и и с я тем, что, с целью повьнцения надежности его в эксплуатации, онравка выполнена из двух полуцилиндров, образующих сообщающуюся с бункером для заготовок горизонтальную щель, а гибочные ролики моитированы на торце вращающейся втулки, несущей профильный кулачок, приводящий посредством щтока и рычага в возвратно-ностунательное движение вилку, служащую для подачи заготовок из бункера 15 щель оправки и, одновременно, для выталкивания заготовкой готового кольца в отверстие втулки.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью изготовления на его оправке колец различной толщины или одновременного изготовления на оправке двух колец путем регулирования размера щели оправки, верхний полуцилиндр последней подвижно укреплен на внешней вертикальной стенке бункера для заготовок.
3.Форма выполнения станка по п.п. 1-2, о т л ич а ю И1 а я с я тем, что, с целью повышения его производительности, он выполнен двухсекционным, причем обе секции расположены параллельно и получают движение от общего э.лектродвигателя через шестерню, взаимодействующую с шестернями, укреплеиными на их втулках.