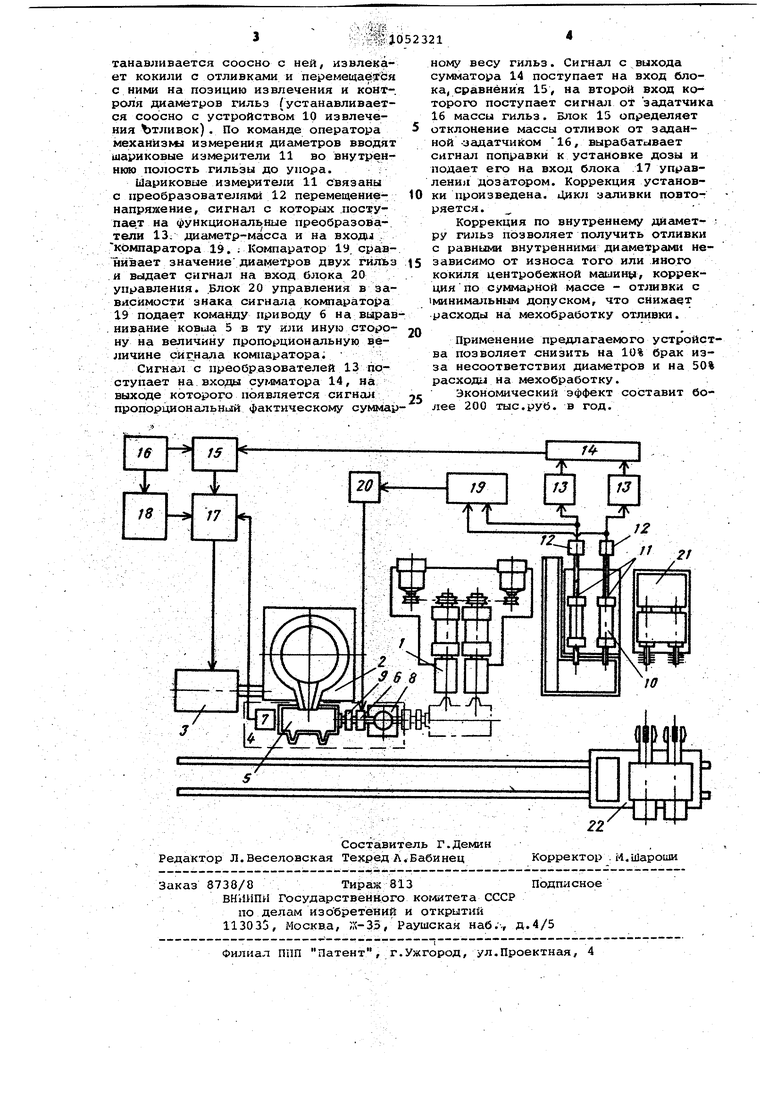
Изобретение относится к литейном производству, а более конкретно к центробежному литью, и может быть использовано при; центробежной отлив гильз и других тел вращения. Известно устройство для отливки двухслойных тел вращения центробежным способом, в котором производитс коррекция веса второй порции металл с учетом погрешности первой порции 1 . недостатком указанного устройств является влияние выплесков металла и образование настылей при сливе из ковша дозатора на точность дозиров ния и, как следствие, на геометрические размерыи вес отливки. Наиболее близким к предлагаемому является устройство для автоматизации литья труб, включающее ковш-дозатор, электромеханический весоизме рительный-узел, устройство съема отливок с блоком измерения массы от ливки, цифровое устройство коррекци массы Дозы, .с преобразователями перемещение - напряжение, сумматор и коммутаторГ2Л. Недостатком указанного устройств является невозможность получения от ливок с одинаковыми внутренними диа метрами при одновременной заливке двух форм из-за отсутствия контроля внутренних диаметров отливок и возможности введения коррекции по диаметру отливок. Цель изобретения - получение отливок с равными внутренними диамет рами. Указанная цель достигается тем, что устройство для управления установкой центробежного литья с раздаточной печью, снабженной приводом поворота с блоком управления, двухносковым ковшом, снабженным приводо поворота и приводом уравнивания доз с езлоком управления, содержащее дат чик массы металла в ковше, преобразователи, компаратор, сумматор, соединенный с первым входом блока сравнения, второй вход которого соединен с первым выходом задатчика, снабжено измерителями диаметров отли тых гильз, выходы которых через преобразователи соединены с ког-Щаратором и сумматором, причем выход компаратора соединен с блоком управлени привода управления доз, а второй выход задатчкка соединен с первым входом блока управления привода поворота раздаточной печи, второй вход которого соединен с выходом блока сравнения, а третий выход - с датчиком массы металла в ковше. На чертеже изображено предлагаемо устройство. Установка состоит лз двухместной центробежной машины 1, раздаточной печи 2 с приводом поворота печа 3 весового дозатора 4, состоящего из поворотного ковша 5, внутренний объем которого содержитдве сообцаюцнрся емкости, каждая из которых имеет свой сливной носок, связанного с приводом 6 уравнивания доз и датчиком 7 массы жидкого металла, расположенных на поворотной трубе 8, на которой расположен также связанный с ковшом 5 привод 9 поворота ковша, -устройства 10 извлечения отливок, имеющего два механизма измерения внутреннего диаметра отлитых гильз, состоящих из шариковых измерителей 11, жестко связанных с преобразователями 12 перемещение-напряжение {например, дифференциально-трансформа торного типа), подключенными к двум функциональным п; ёобразователям 13 диаметр-масса, сумматору 14, блоку 15 сравнения масс гильз, к которому подю1ючен также задатчик 16 массы глльз, связанного е- блоком 15 блока 17 управления дозатором с устр ойст-. вом 18 записи первоначальной установки массы гильз. Устройство содержит также компаратор 19, подключенный к блоку 20 управления уравниваю14ИМ Приводом, устройство 21 очистки внутренней поверхности кокилей, робот 22.. Установка работает следующим образом. В исходном состоянии ковш 5 находится в положении набора дозы.По команде оператора блок 15 управления подает сигнап приводу 3 на поворот печ-л 2. НачинЪется слив металла из печи 2 в ковш 5. При этом масса металла в ковше увеличивается, что регистрируется датчиком 7 массы жидкого металла, сигнал с которого подается на блок 17 управления. Когда текущее значение массы металла в коиде 5 достигнет значения, данного задатчиком 16 через устройство 18 записи первоначальной установки, блок 17 управления подает команду при воду 3 на прекращение слива металла из печи. Набор дозы закончен. По команде оператора дозатор 4 поворачивается вокруг тумбы 8 на позиции заливки центробежной машины 1. По команде олератора привод 9 поворачивает ковш. Металл из ковша сливается через два сливных носка в кокили центробежной машины, при этом металл, заключенный в одной полости ковша, определяет массу (внутренний диаметр} одной гильзы, а металл в другой полости - массу другой гильзы. После кристаллизации отливок в кокиле центробежная мачшыа 1 останавливается, дозатор 4 возвращается в исходное положение. Робот 22 перемещается к центральной маиине 1,. ус
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дозирования металла при цен-ТРОбЕжНОМ лиТьЕ | 1979 |
|
SU821043A1 |
| Заливочно-дозирующее устройство | 1982 |
|
SU1046016A1 |
| Способ регулирования скорости прессования при литье под давлением | 1987 |
|
SU1435388A1 |
| Устройство регулирования скорости пресс-поршня машины литья под давлением | 1988 |
|
SU1526900A1 |
| Устройство для дозирования жидкого металла | 1990 |
|
SU1756016A1 |
| Устройство для разливки стали в изложницу | 1983 |
|
SU1125101A1 |
| Устройство для автоматического дозирования жидкого металла | 1980 |
|
SU933241A1 |
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1987 |
|
SU1507535A2 |
| Устройство управления весовым порционнымдОзАТОРОМ | 1979 |
|
SU836532A1 |
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1980 |
|
SU910354A1 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ УСТАНОВКОЙ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С раздаточной печью, снабженной приводом поворота с блоком управления. двухносковым ковшом, снабженным приводом поворота и приводом уравнивания доз с блоком управления, содержащее датчик массы металла в ковше, преобразователи, компаратор, сумматор, соединенный с первым входом блока сравнения, второй вход которого соединен с первым выходом задатчика, отличаю1де,еся тем, что, с целью повышения качества отливок, оно снабжено измерителями диаметров отлитых гильз, выходы которых через преобразователи- соединены с компаратором и cyNwaTopoM, причем выход компаратора соединен с блоком управления привода уравнивания доз, а второй выход задатчика соединен с первым входом блока управления привода пово(П рота раздаточной печи, второй вход которого соединен с выходом блока сравнения, а третий выход - с датч.1ком массы металла в ковше.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма для центробежного литья | 1946 |
|
SU79318A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
