Изобретение относится к получению отливок методом литья под давлением на машинах с холодной камерой прессования.
Цель изобретения - стабилизация гидродинамического режима заполнения пресс- формы.
На чертеже приведена принципиальная схема устройства, реализующего способ.
Устройство содержит пресс-камеру 1, пресс-поршень 2, связанный со штоком 3 пресс-цилиндра, раздаточную печь 4, весовой дозатор 5 с блоком 6 измерения массы, блок 7 задания массы дозы, блок 8 сравнения, блок 9 вычисления величины коррекции, блоки 10 и 1Г - задатчики координат переключения соответственно III и II фазы, реверсивные счетчики 12 и 13, измеритель 14 координаты перемеш.ения пресс- поршня, линейку 15 измерителя координат, связанную со штоком 3, гидроклапаны 16- 18 переключения режимов движения.
Функциональная зависимость фактической координаты момента переключения скорости прессования от величины отклонения дозы металла описывается соотношением
Хфакт Хзад -f- К ( - У зал
К -L-. , см/кг; л. R р
где R - радиус камеры прессования, см; р - плотность жидкого металла,
КГ/СМ ;
tf факт - фактическая масса дозы, кг; U/ - заданная (расчетная) масса лозы, кг;
Хзал - заданная координата пути момента переключения скорости прессования;
Хфакт- реализуемая координата момен- Iта переключения скорости пресIсования.
Устройство работает следующим образом. : При заливке жидкого металла из разда- ;точной печи 4 в весовой дозатор 5 блок ;измерения фиксирует массу дозы в ковше до- затора 5. Блок 8 сравнения, сравнивая показания блока 6 и блока 7 задания, определяет величину и знак ошибки дозирования. Блок 9 вычисляет величину и знак
5
коррекции координаты переключения, счг.а- лы которого поступают на входы реверсивных счетчиков 12 и 13.
В начале каждого цикла сигналы бло- ков 10 и II задания уставок записываются в счетчики 12 и 13 по сигналу блока 6 измерения. В конце цикла дозирования от блока 9 поступают сигналы на суммирующие или вычитающие входы счетчиков 12 и 13 в зависимости от знака коррекции и 0 формируют в них скорректированное значение координаты момента переключения режимов движения пресс-порщня.
При движении линейки 15 измерителя координат пути, связанной со штоком 3, на выходе измер ителя 14 координат формируется сигнал, пропорциональный текущей координате пути, который поступает на вычитающие входы счетчиков 12 и 13. При совпадении значений текущей координаты пути и скорректированного значения зада- 0 ния координаты, находящегося в счетчиках 12 и 13, выдаются сигналы на гидрозолотники, переключающие режим движения пресс-поршня. Таким образом, производится коррекция координат переключения режимов (скоростей) движения пресс-поршня в зависимости от фактической величины дозы металла, залитого в пресс-ка.меру машины литья под давлением и обеспечивается стабильность гидродинамики режима заполнения пресс-формы за счет регулирования скорости движения пресс-поршня.
Использование способа регулирования скорости прессующего поршня позволит снизить брак отливок на 10-15%, улучшить качество отливок за счет стабилизации гидродинамики заполнения пресс-пор1пня.
Формула изооретения
Способ регулирования скорости прессования при литье под давлением, включающий измерение массы дозы, подаваемой в пресс- камеру, и позиционное изменение скорости прессующего поршня, отличающийся тем, что, с целью стабилизации гидродинамического режима заполнения пресс-формы, определяют величину отклонения массы дозы от с заданного значения и пропорционально величине отклонения производят коррекцию координаты изменения скорости прессующего поршня.
5
0
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1987 |
|
SU1507535A2 |
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1980 |
|
SU910354A1 |
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1983 |
|
SU1113210A1 |
| Узел прессования машины литья под давлением | 1980 |
|
SU900965A1 |
| Устройство коррекции дозы металла в машину литья под давлением | 1975 |
|
SU561622A1 |
| Способ дозирования ваграночной шихты | 1985 |
|
SU1303842A1 |
| Способ литья под давлением | 1990 |
|
SU1787675A1 |
| Устройство для дозирования расплава | 1985 |
|
SU1308427A1 |
| Система для дозирования | 1978 |
|
SU717554A1 |
| Устройство для контроля и управления дозированием компонентов смеси | 1977 |
|
SU667820A2 |
Изобретение относится к получению отливок методом литья под давлением на машинах с холодной камерой прессования и предназначено для регулирования скорости прессования. Цель изобретения - стабилизация гидродинамического режима заполнения пресс-формы. Сущность изобретения заключается в том, что при заливке металла из печи 4 в весовой дозатор 5 блок 6 измерения массы фиксирует массу дозы. Блок 8 сравнения, сравнивая показания блока 6 и блока 7 задания, определяет величину и знак ошибки дозирования. Блок 9 вычисляет величину и знак коррекции координаты переключения, сигналы которого поступают на входы реверсивных счетчиков 12, 13. Последние формируют скорректированное значение координаты момента переключения режимов движения пресс-поршня. 1 ил.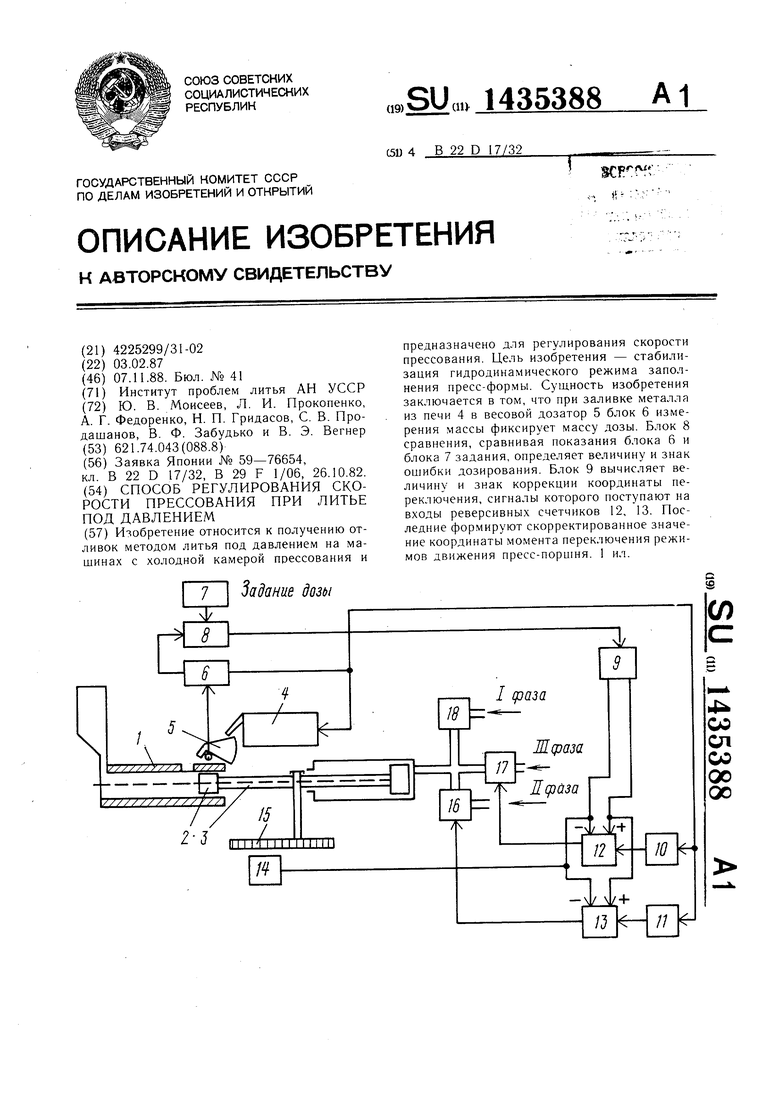
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
