Известные устройства для сварки полимерных труб содержат центрирующее приспособление, выполненное в виде подвижных и неподвижных зажимов, торцевальное приспособление и электронагревательный диск.
В предлагаемом устройстве в отличие от известных с каждой стороны электронагревательного диска укреплен цилиндрический кожух с расположенной внутри него кольцевой оправкой, имеющей полость трапецеидального сечения и пружину-защелку, а зажимы центрирующего приспособления снабжены буртиками и зубцами-планками. Это позволяет разогревать концы полимерных труб и одновременно их отбортовывать.
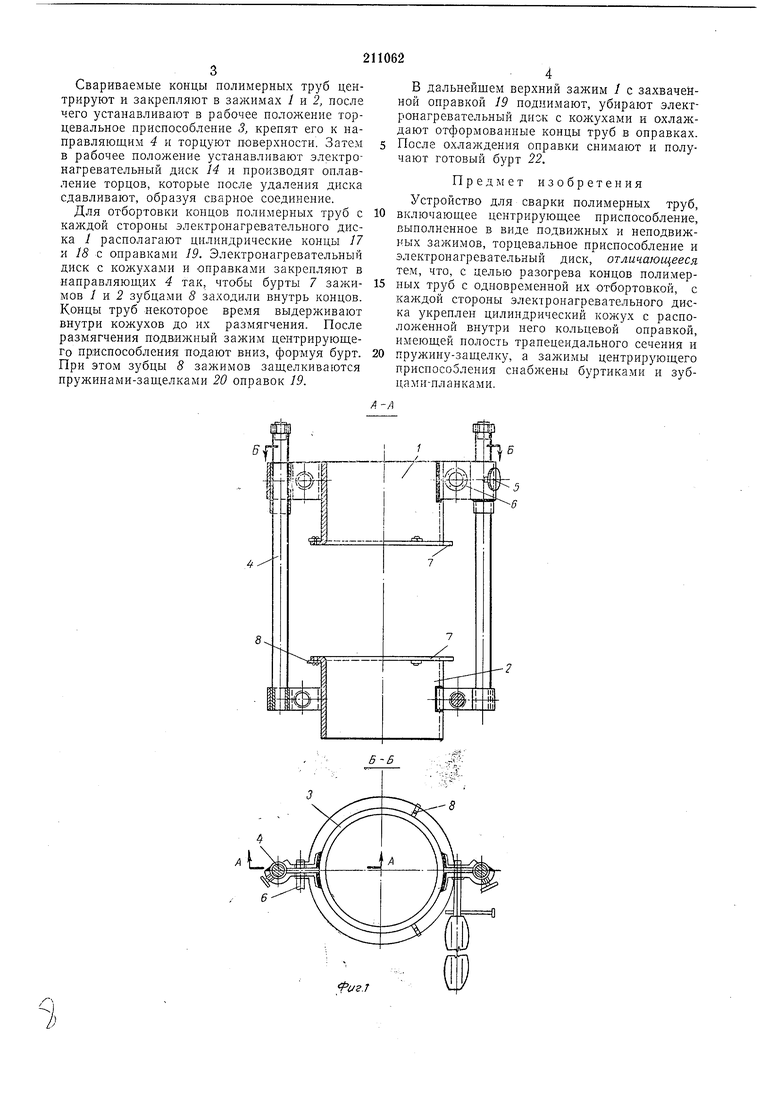
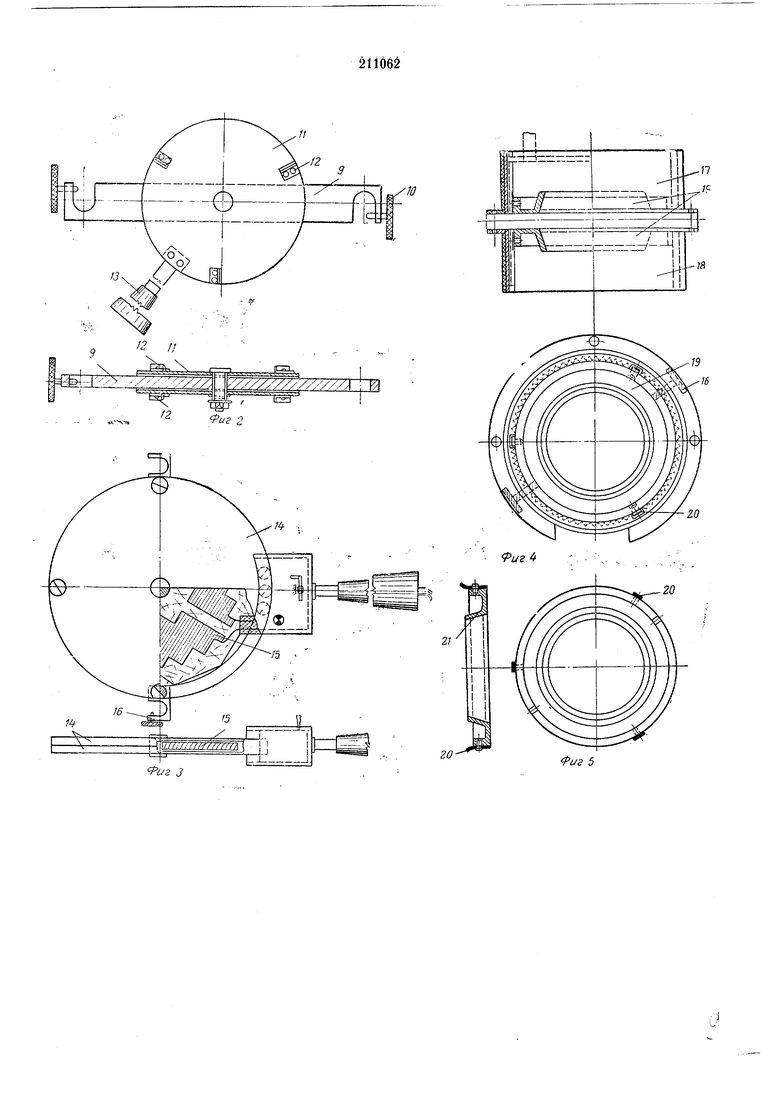
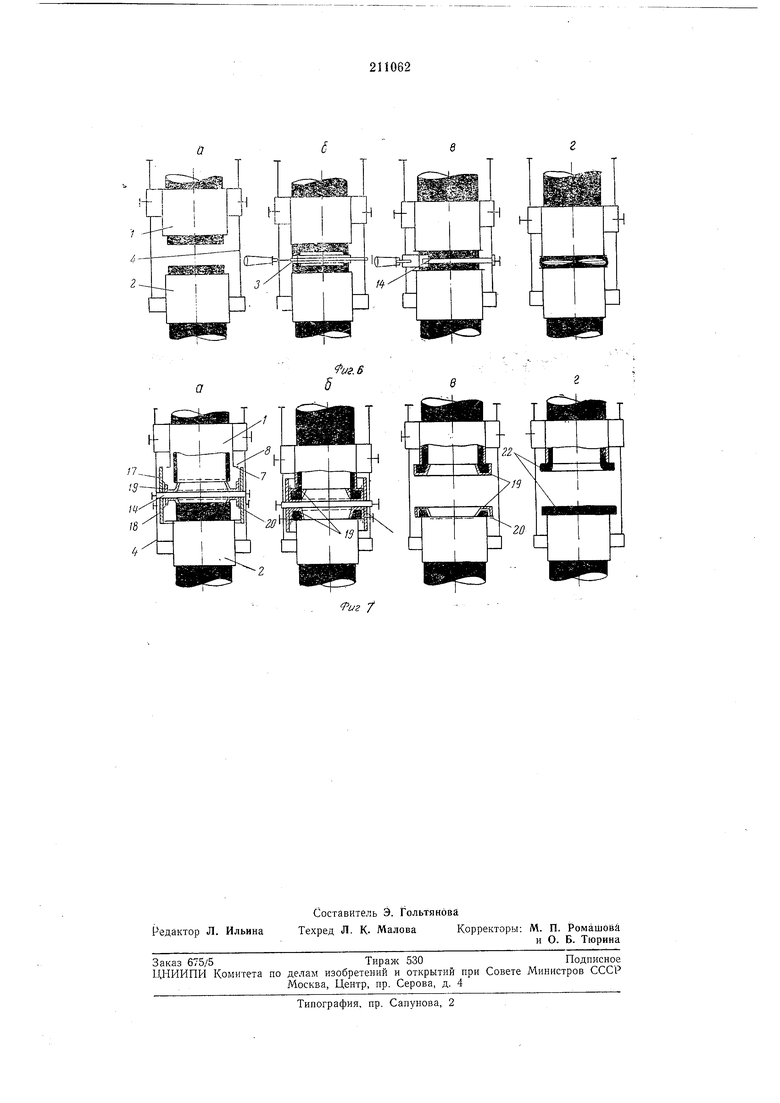
На фиг. 1 изображено центрирующее приспособление описываемого устройства; на фиг. 2 - торцевальное приспособление; на фиг. 3 - электронагревательный диск; на фиг. 4 - кожух с оправкой; на фиг. 5 -- оправка; на фиг. 6 дана схема сварки труб; на фиг. 7- схема отбортовки концов.
Центрирующее приспособление состоит из подвижного верхнего 1 и неподвижного нижнего 2 зажимов. Зажимы - разъемные, со свободным съемом задней стенки 3. Верхний зажим может перемещаться по направляющим 4 и фиксироваться стопорными винтами 5. Труба в зажимах закрепляется рукоятками 6, которые используются таклсе для удержания устройства в процессе работы. Зажимы снабжены буртиками 7 для формирования концов труб и зубцами-планками 8 для извлечения оправок из нагревательных кожухов.
Торцевальное приспособление состоит из несущей планки 9, которая в процессе работы закрепляется винтами 10 ia направляющих 4 центрирующего приспособления. На свободную ось планки посажены два диска 11с резцами 12. Диски скреплены между собой и поворачиваются на угол 120° ручкой 13. Качающимся движением ручки от одной направляющей до другой торцуют поверхности.
Электронагревательный диск состоит из двух частей 14, скрепленных винтами. Внутрь диска помещен плоский электронагревательный элемент 15 из нихромовой ленты. Диск крепится к направляющим центрирующего устройства скобал1и со стопорными винтами 16, а для разогревания концов труб с одновременной их отбортовкой к рабочим плоскостям диска крепятся нагревательные цилиндрические кожухи - верхний 17 и нижний 18, внутри которых располол ены оправки 19 для отбортовки концов труб. Оправки имеют пружины-защелки 20 и полость 21 трапецеидального сечения.
Свариваемые концы полимерных труб центрируют и закрепляют в зажимах 1 и 2, после чего устанавливают в рабочее положение торцевальное приспособление 3, крепят его к направляющим 4 и торцуют поверхности. Затем в рабочее положение устанавливают электронагревательный диск 14 и производят оплавление торцов, которые после удаления диска сдавливают, образуя сварное соединение.
Для отбортовки концов полимерных труб с каждой стороны электронагревательного диска / располагают цилиндрические концы 17 и 18 с оправками 19. Электронагревательный диск с кожухами и оправками закрепляют в направляюш,их 4 так, чтобы бурты 7 зажимов / и 2 зубцами 8 заходили внутрь концов. Концы труб некоторое время выдерживают внутри кожухов до их размягчения. После размягчения подвижный зажим центрирующего приспособления подают вниз, формуя бурт. При этом зубцы 8 зажимов защелкиваются прул :инами-защелками 20 оправок 19.
В дальнейшем верхний зажим / с захвачеМной оправкой 19 поднимают, убирают электронагревательный диок с кожухами и охлаждают отформованные концы труб в оправках. После охлаждения оправки снимают и получают готовый бурт 22.
Предмет изобретения
Устройство для сварки полимерных труб, включающее центрирующее приспособление, выполненное в виде подвижных и неподвижных зажимов, торцевальное приспособление и электронагревательный диск, отличающееся тем, что, с целью разогрева концов полимерных труб с одиовременной их отбортовкой, с каждой стороны электронагревательного диска укреплен цилиндрический кожух с расположенной внутри него кольцевой оправкой, имеющей полость трапецеидального сечения и пружину-защелку, а зажимы центрирующего приспособления снабл ены буртиками и зубцами-планками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки встык полимерных труб | 1981 |
|
SU1052399A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2012 |
|
RU2474671C1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| Оправка для гибки труб | 1976 |
|
SU664714A1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2354468C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
| Оправка | 1982 |
|
SU1093417A1 |
it L
